
一种家具木板表面的静电喷粉工艺.pdf

英瑞****写意


1/6
2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种家具木板表面的静电喷粉工艺.pdf
本发明提供了一种家具木板表面的静电喷粉工艺,包括以下步骤:木板封边;表面打磨;表面喷漆:在木板的表面喷涂一层水性UV涂料,固化后形成一层厚度为1‑3μm的涂料层,用于增强木板表面的导电性;抛光;预热;静电喷粉:将木板转移到喷粉房中,用静电喷枪将粉末均匀地喷涂在木板表面,在木板表面形成粉末涂层,此过程相对湿度大于85%;固化:将静电喷粉后的木板转移到红外线辐射炉中,红外线辐射炉中还通入高温气体,粉末涂层在高温气体和红外线的同时作用下快速固化,在木板表面形成厚度为100‑120μm的涂膜。本发明的静电喷粉工艺

静电喷粉点检表-.doc
点检表序号场所标准点检方法处理周期方法工具天周月半年状态清扫1设备表面无灰尘杂物目测清扫毛巾●工作2粉房,粉室无灰尘杂物目测清扫毛巾●工作3喷枪,粉泵无粉尘目测气吹空压气●停止4粉房火焰测探器无粉尘目测擦拭毛巾●停止5粉室内顶无粉尘目测擦拭毛巾●停止6控制柜无粉尘目测清灰气源毛刷●停止7烘干烘箱固化烘箱无灰尘杂物目测擦拭毛巾●停止8前处理设备表面无粉尘目测清扫毛巾●工作9各槽水泵无灰尘杂物目测清扫毛巾●停止10烘干烘箱加热室无灰尘杂物目测清扫毛巾●停止11各槽喷嘴畅通目测清扫扳手●停止12各槽管路畅通目测
一种家具彩绘木板制作工艺.pdf
本发明公开了一种家具彩绘木板制作工艺,包括以下步骤:a.选料:选用杨树、柳树或木材经加工后的边角料作为木料原料;b.干燥:将a步骤中选取的原料放在天然干燥场地,气干至含水率50%以下,再利用烘干炉进行再次干燥,使含水率降低至7%以下;c.压制:将经b步骤后的原料经机械碾压成木质坯片;d.划线:将c步骤中选取的原料板进行划线,按照需要的图案进行机械预先划线,得到绘图轨迹;e.绘图:利用稀酸溶液在木板表面按延绘图轨迹进行滴灼,然后用喷射高温火焰对酸溶液制成的痕迹处进行烧灼1‑2秒;f.清理:对绘图后的表面进行
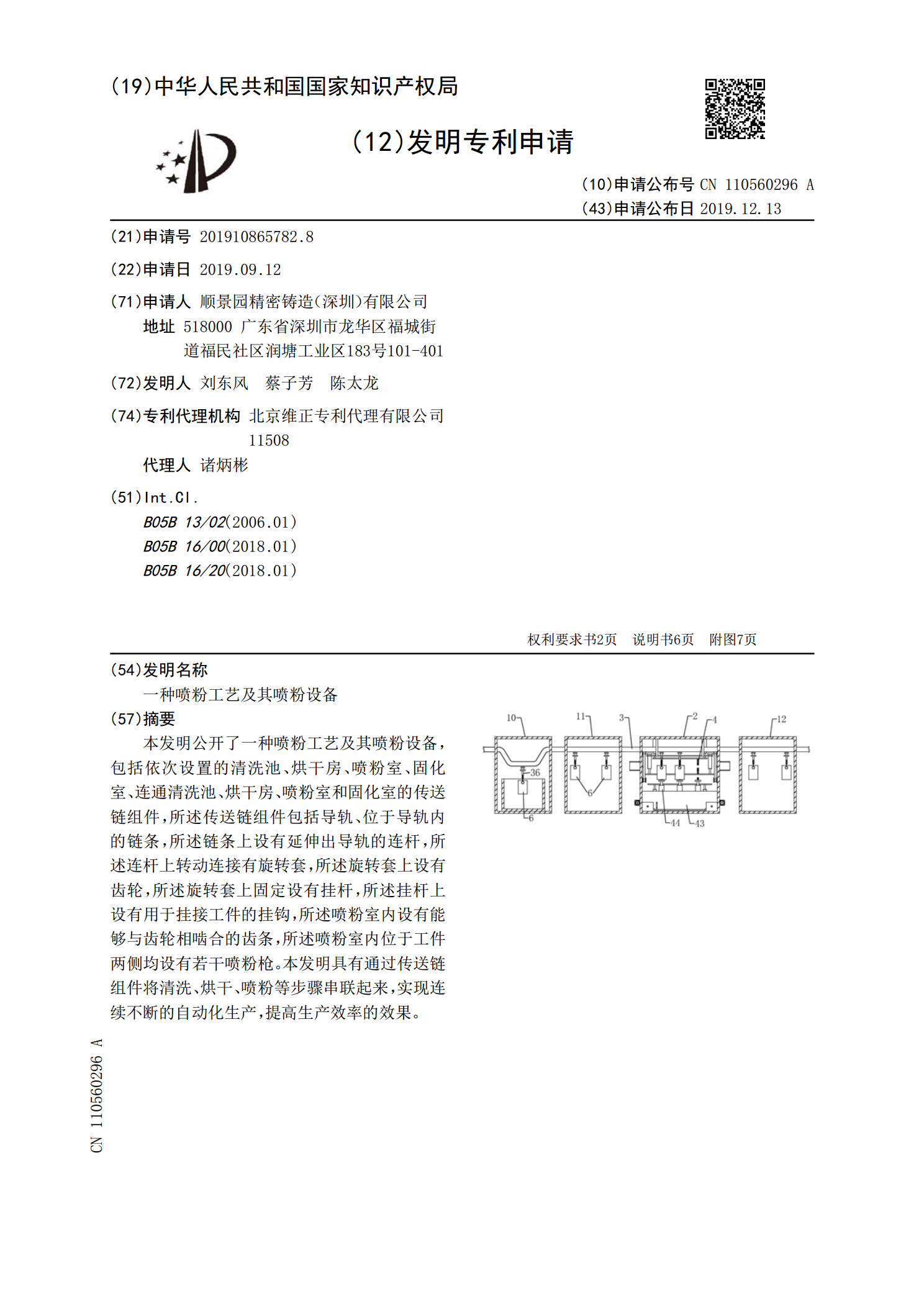
一种喷粉工艺及其喷粉设备.pdf
本发明公开了一种喷粉工艺及其喷粉设备,包括依次设置的清洗池、烘干房、喷粉室、固化室、连通清洗池、烘干房、喷粉室和固化室的传送链组件,所述传送链组件包括导轨、位于导轨内的链条,所述链条上设有延伸出导轨的连杆,所述连杆上转动连接有旋转套,所述旋转套上设有齿轮,所述旋转套上固定设有挂杆,所述挂杆上设有用于挂接工件的挂钩,所述喷粉室内设有能够与齿轮相啮合的齿条,所述喷粉室内位于工件两侧均设有若干喷粉枪。本发明具有通过传送链组件将清洗、烘干、喷粉等步骤串联起来,实现连续不断的自动化生产,提高生产效率的效果。
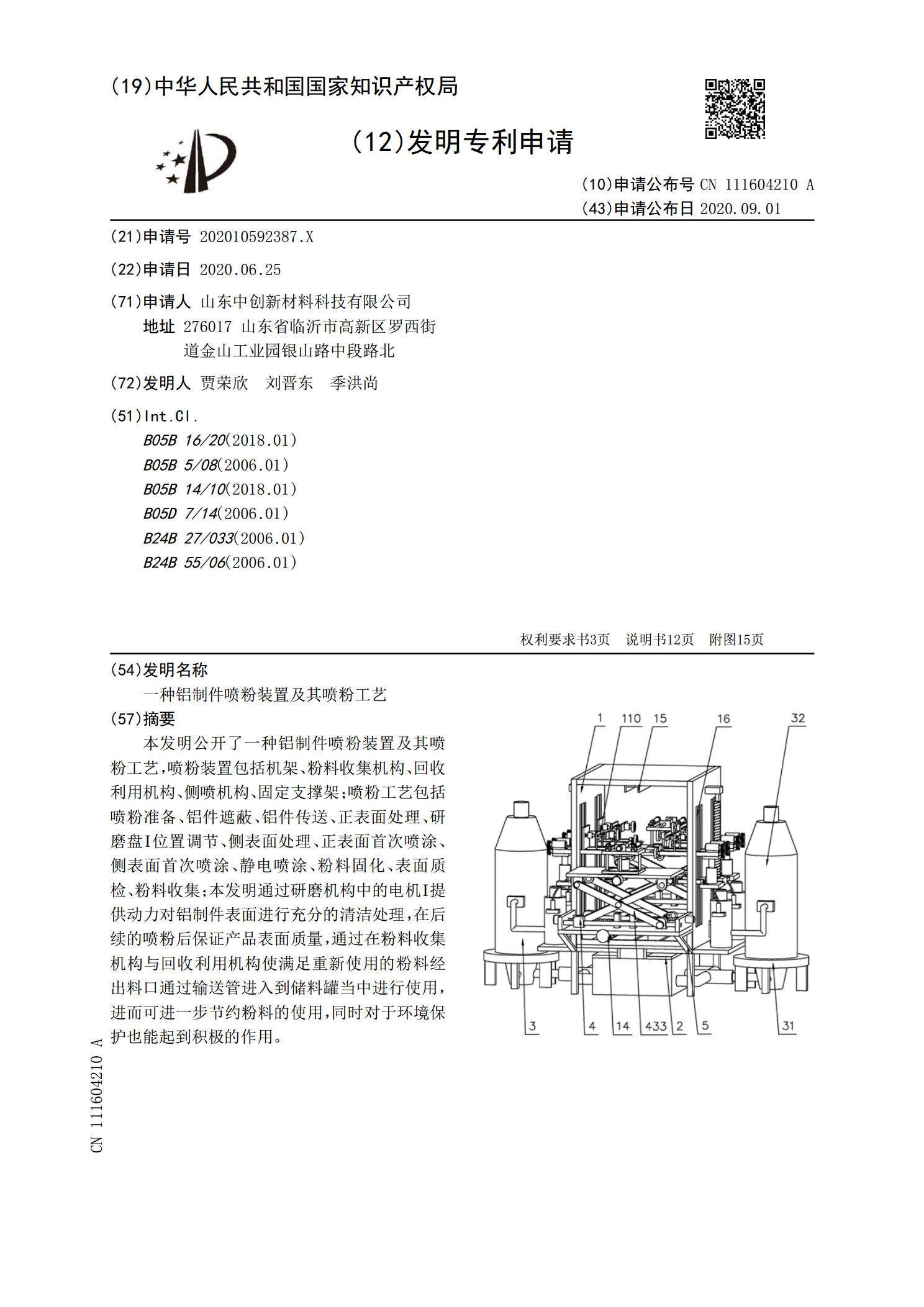
一种铝制件喷粉装置及其喷粉工艺.pdf
本发明公开了一种铝制件喷粉装置及其喷粉工艺,喷粉装置包括机架、粉料收集机构、回收利用机构、侧喷机构、固定支撑架;喷粉工艺包括喷粉准备、铝件遮蔽、铝件传送、正表面处理、研磨盘Ⅰ位置调节、侧表面处理、正表面首次喷涂、侧表面首次喷涂、静电喷涂、粉料固化、表面质检、粉料收集;本发明通过研磨机构中的电机Ⅰ提供动力对铝制件表面进行充分的清洁处理,在后续的喷粉后保证产品表面质量,通过在粉料收集机构与回收利用机构使满足重新使用的粉料经出料口通过输送管进入到储料罐当中进行使用,进而可进一步节约粉料的使用,同时对于环境保护也