
一种高纯净度中碳钢精密零件的精准热处理淬火工艺.pdf

书生****12

1/7
2/7

3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高纯净度中碳钢精密零件的精准热处理淬火工艺.pdf
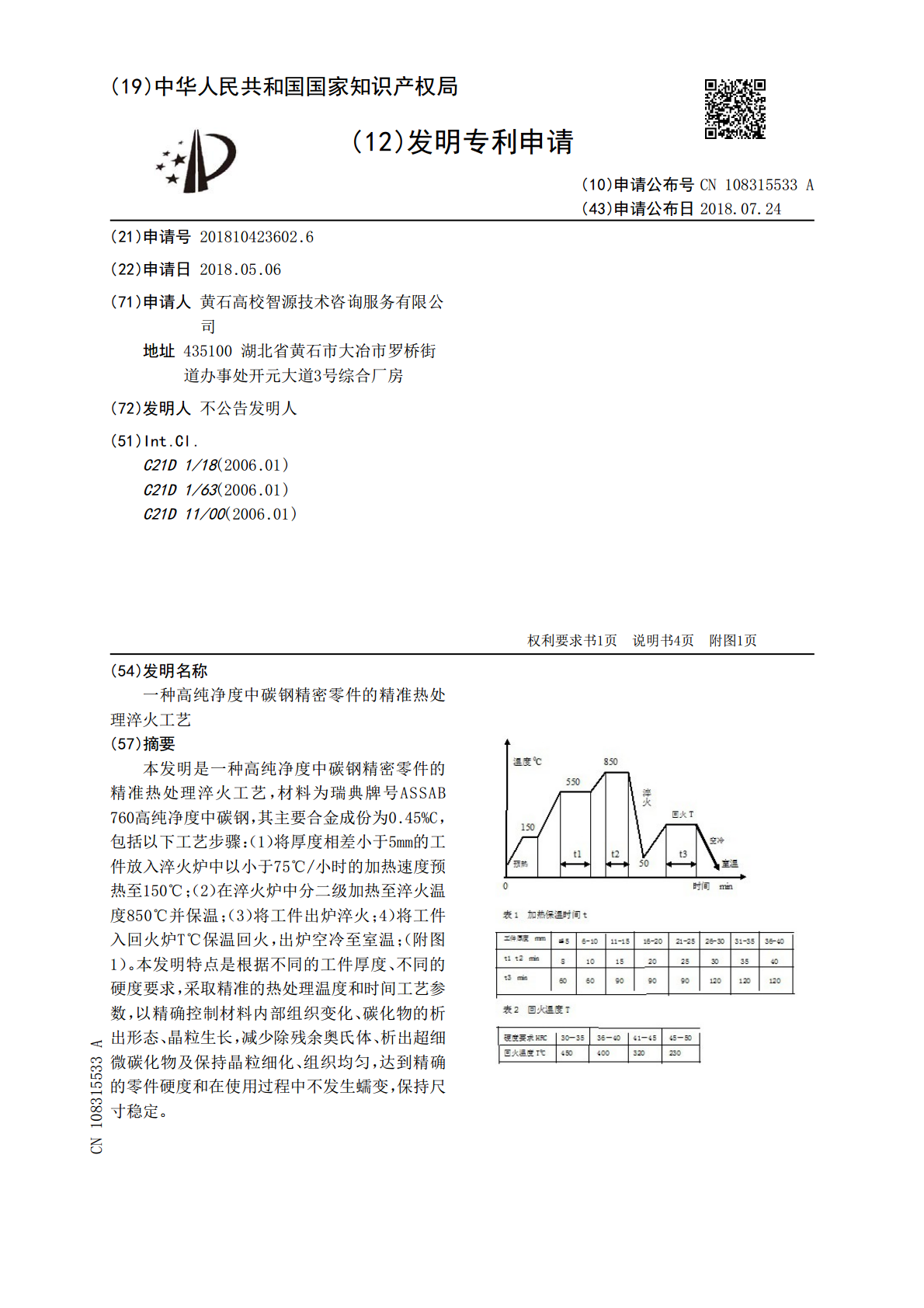
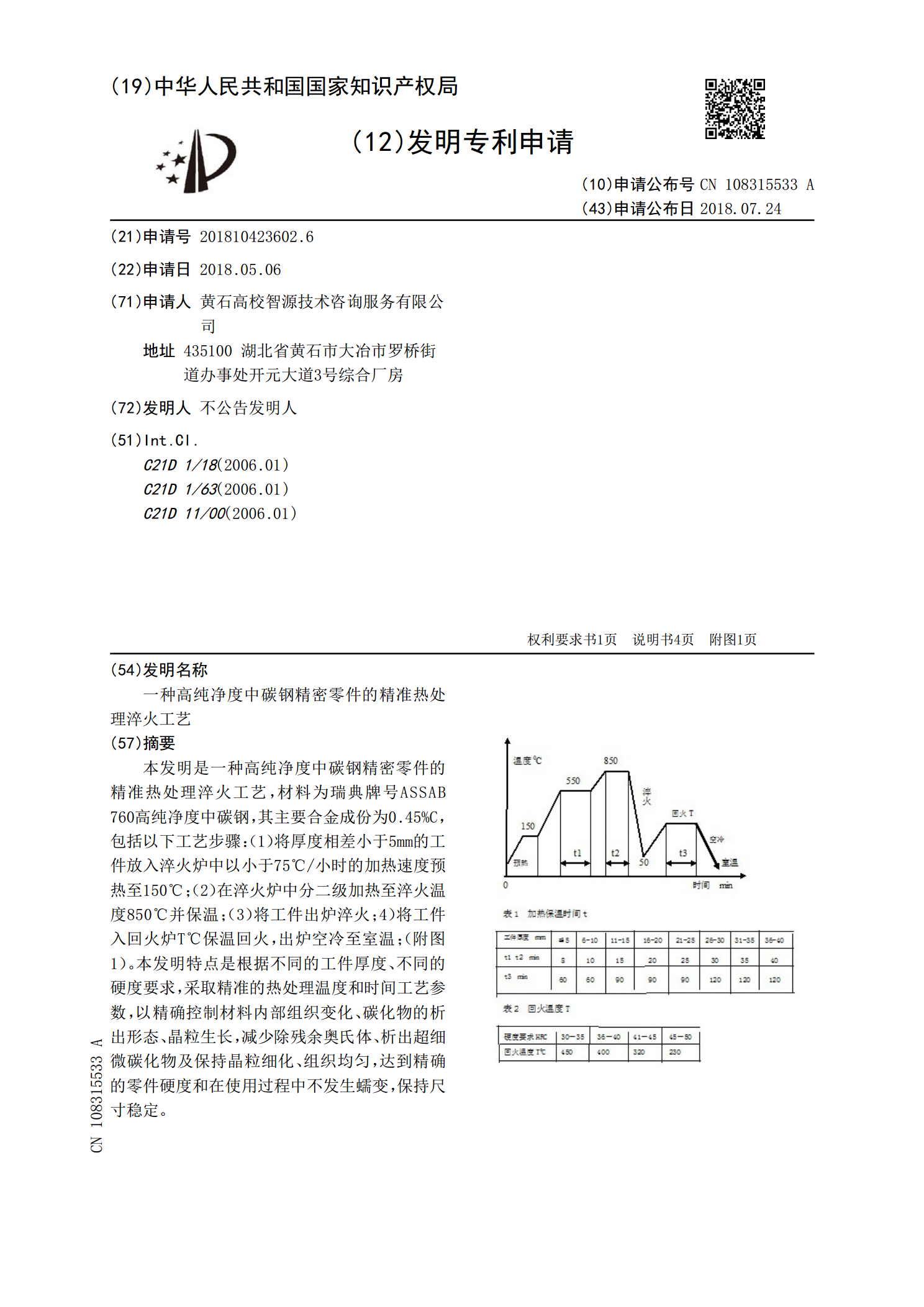
本发明是一种高纯净度中碳钢精密零件的精准热处理淬火工艺,材料为瑞典牌号ASSAB760高纯净度中碳钢,其主要合金成份为0.45%C,包括以下工艺步骤:(1)将厚度相差小于5mm的工件放入淬火炉中以小于75℃/小时的加热速度预热至150℃;(2)在淬火炉中分二级加热至淬火温度850℃并保温;(3)将工件出炉淬火;4)将工件入回火炉T℃保温回火,出炉空冷至室温;(附图1)。本发明特点是根据不同的工件厚度、不同的硬度要求,采取精准的热处理温度和时间工艺参数,以精确控制材料内部组织变化、碳化物的析出形态、晶粒生
一种高纯净度热作模具钢精密零件的精准热处理淬火工艺.pdf
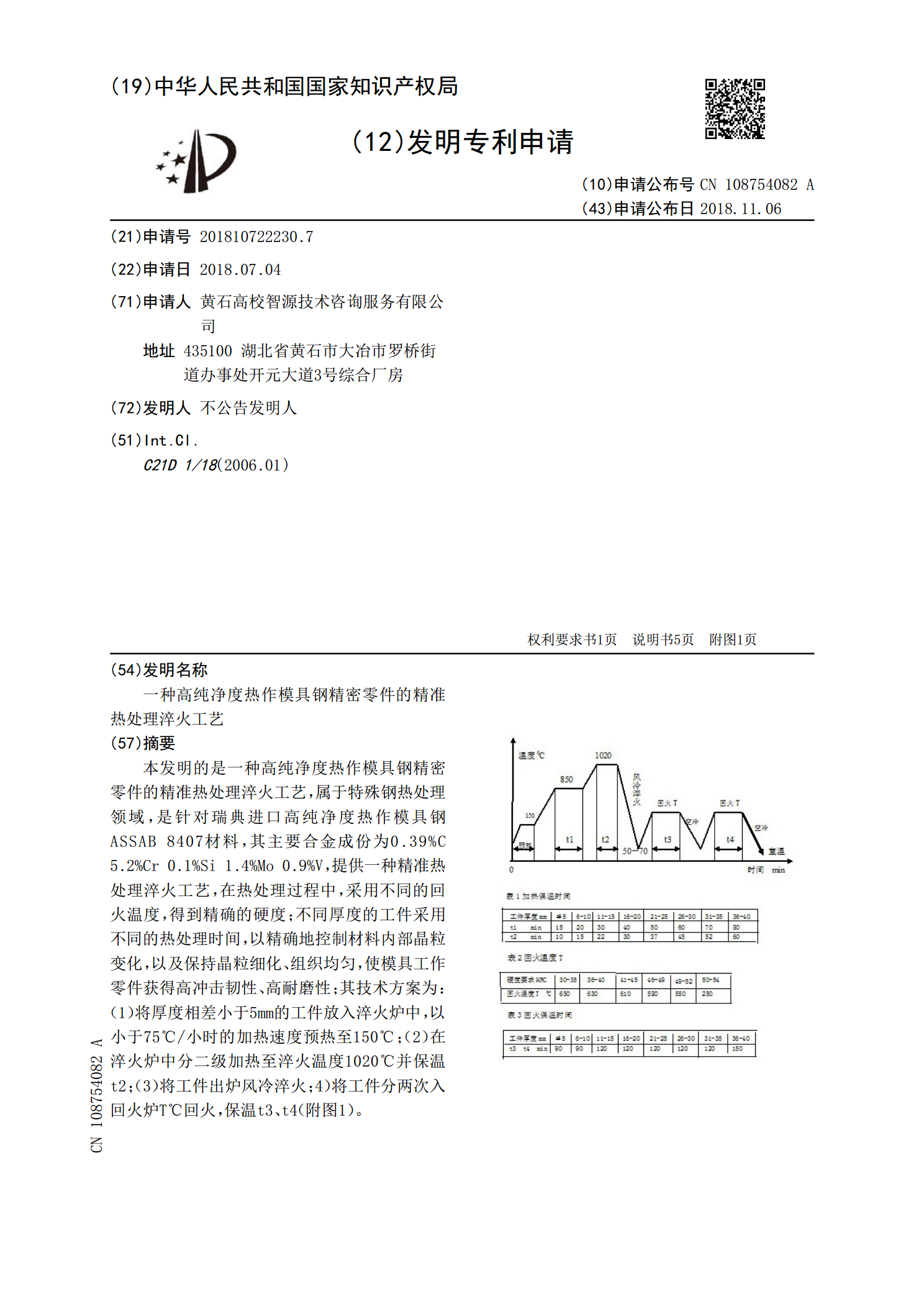
本发明的是一种高纯净度热作模具钢精密零件的精准热处理淬火工艺,属于特殊钢热处理领域,是针对瑞典进口高纯净度热作模具钢ASSAB8407材料,其主要合金成份为0.39%C5.2%Cr0.1%Si1.4%Mo0.9%V,提供一种精准热处理淬火工艺,在热处理过程中,采用不同的回火温度,得到精确的硬度;不同厚度的工件采用不同的热处理时间,以精确地控制材料内部晶粒变化,以及保持晶粒细化、组织均匀,使模具工作零件获得高冲击韧性、高耐磨性;其技术方案为:(1)将厚度相差小于5mm的工件放入淬火炉中,以小于75

一种高碳铬工具钢精密零件的精准热处理淬火工艺.pdf
本发明的是一种高碳铬工具钢精密零件的精准热处理淬火工艺,属于工具钢材料热处理领域,是针对一种精密冲模中的冲两刀口零件,材料为瑞典进口的一种高碳、高铬莱氏体冷作模具钢ASSABXW‑5,其主要合金成份为2.05%C12.5%Cr1.3%W0.8%Mo0.3%Si的材料,提供一种精准的热处理淬火工艺方法;是根据不同的工件硬度要求采用不同的回火温度,以满足精密冲模两刀口需要的较小设计硬度差,不同的工件厚度采用不同的保温时间、以可靠地保证其淬透性和精确地控制材料内部晶细化组织均匀稳定,使零件耐磨性好、寿

一种粉末高速钢精密零件的精准热处理淬火工艺.pdf
本发明的是一种粉未高速钢精密零件的精准热处理淬火工艺,属于高速钢材料热处理领域,是针对一种瑞典进口高速钢ASSABASP23材料,主要合金成份为1.28%C4.2%Cr6.4%W5.0%Mo3.1%V的精密零件,提供一种精准的热处理淬火工艺方法,是根据不同的工件硬度要求采用不同的淬火温度,以满足相互作用的两精密零件需要的较小设计硬度差;不同的工件厚度采用不同的保温时间、以可靠地保证其淬透性和精确地控制材料内部晶细化组织均匀稳定,使零件耐磨性好、寿命长、可靠性高、尺寸稳定,达到精密零件的使用要求;

一种普通铬钼冲模钢精密零件的精准热处理淬火工艺.pdf
本发明主要是一种普通铬钼冲模钢精密零件的精准热处理淬火工艺,材料为瑞典进口高纯净度普通铬钼冲模钢ASSABXW‑10,其主要合金成份为1.0%C5.3%Cr0.8%Mo0.8%V,主要步骤及技术方案为:(1)将厚度相差小于5mm的工件放入淬火炉中分两次预热,第一次以小于75℃/小时的加热速度至100℃,第二次以小于115℃/小时的加热速度至150℃;(2)在淬火炉中分二级加热至淬火温度960℃并保温;(3)将工件出炉放置支架上,打开鼓风机,将工件风冷至50-70℃;(4)将工件分两次入回火炉T℃保