
一种固熔炉内用加热导风装置.pdf

小忆****ng


1/8
2/8
3/8
4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种固熔炉内用加热导风装置.pdf
一种固熔炉内用加热导风装置,固熔炉内包括有运送工件的传送带,加热导风装置包括加热单元和导风单元,导风单元包括一顶部为内凹部的导风罩体,导风罩体罩设于传送带的上方,加热单元设置于导风罩体的内凹部中并与导风罩体连通,加热单元产生带有热量的气流均通过导风罩体引导喷射至传送带,对传送带上的工件进行加热。该加热导风装置通过导风罩体将加热后的气流全部对应喷射至工件的表面,防止产生乱流,保证炉内加热温度的温差在生产要求范围内,从而使得工件受热均匀,提高加热质量。

一种连续加热的固熔炉.pdf
本发明涉及热处理设备技术领域,具体公开了一种连续加热的固熔炉,包括炉体、输送机构和若干组射流加热装置,若干组射流加热装置依次设置在炉体内,输送机构设置在射流加热装置的下方,工件在输送机构的输送下依次通过每组射流加热装置进行加热;每组射流加热装置为引风机四周设有热空气收集腔,气体加热腔设置在引风机的下方且顶部与热空气收集腔的底部紧贴,热空气收集腔与三角形喷射腔连通,三角形喷射腔的底部设有若干个喷嘴。本发明结构简单、排布合理,而且工件受热均匀,对固溶炉内的空气反复循环加热利用,节约了资源,减少了空气污染;工件
一种混合节能加热熔炉装置.pdf
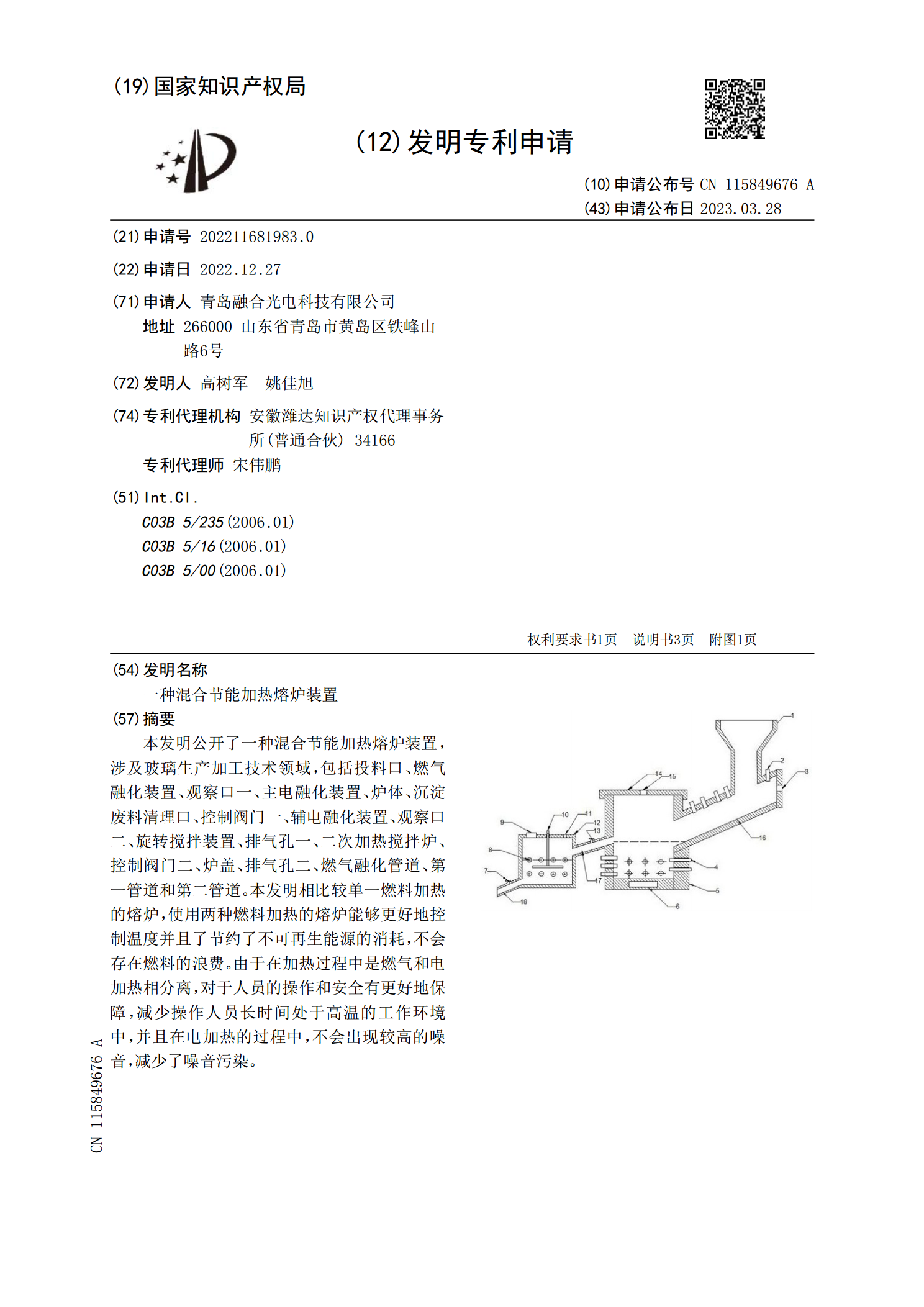
本发明公开了一种混合节能加热熔炉装置,涉及玻璃生产加工技术领域,包括投料口、燃气融化装置、观察口一、主电融化装置、炉体、沉淀废料清理口、控制阀门一、辅电融化装置、观察口二、旋转搅拌装置、排气孔一、二次加热搅拌炉、控制阀门二、炉盖、排气孔二、燃气融化管道、第一管道和第二管道。本发明相比较单一燃料加热的熔炉,使用两种燃料加热的熔炉能够更好地控制温度并且了节约了不可再生能源的消耗,不会存在燃料的浪费。由于在加热过程中是燃气和电加热相分离,对于人员的操作和安全有更好地保障,减少操作人员长时间处于高温的工作环境中,
一种热能加热均匀的提炼用熔炉.pdf
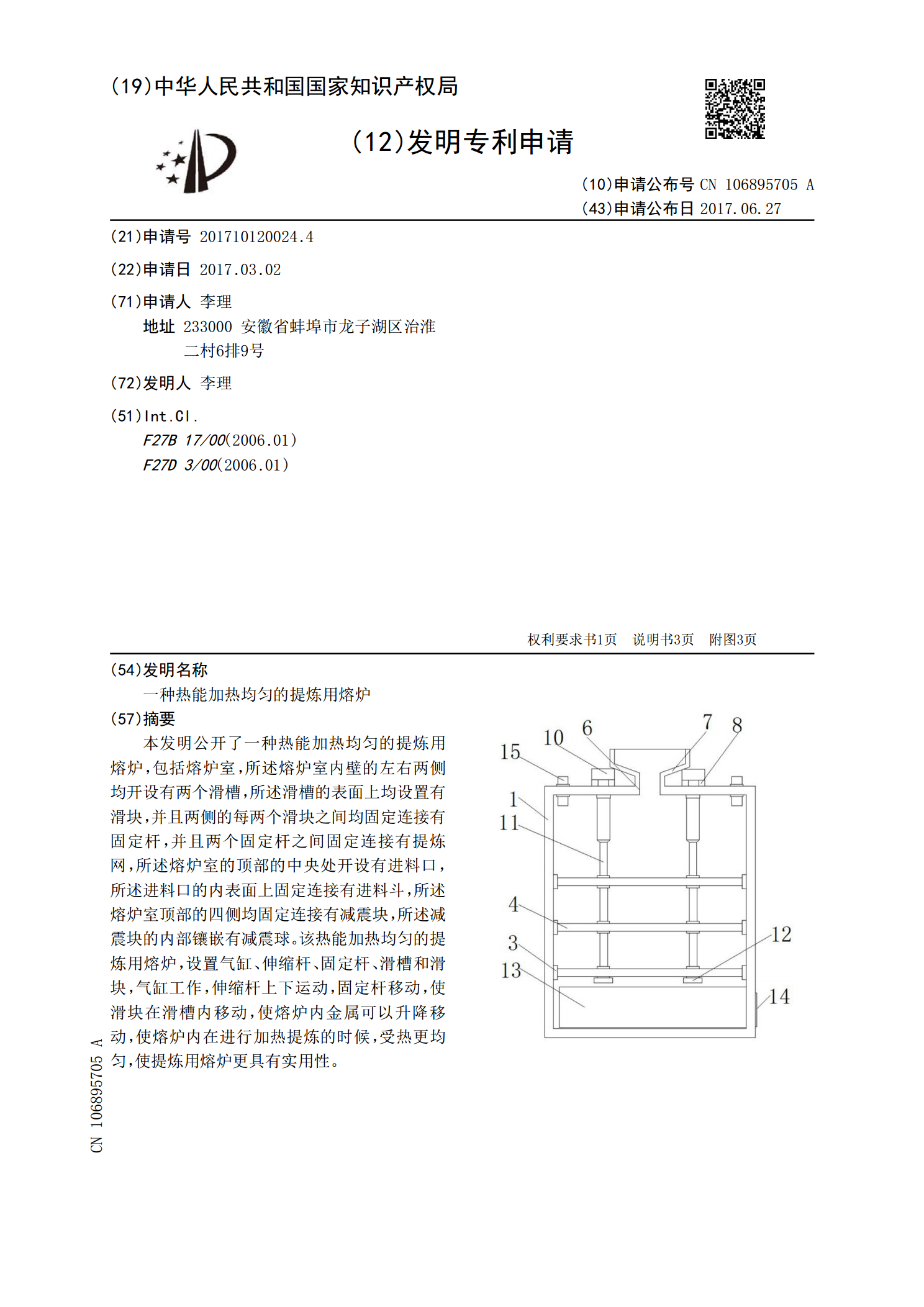
本发明公开了一种热能加热均匀的提炼用熔炉,包括熔炉室,所述熔炉室内壁的左右两侧均开设有两个滑槽,所述滑槽的表面上均设置有滑块,并且两侧的每两个滑块之间均固定连接有固定杆,并且两个固定杆之间固定连接有提炼网,所述熔炉室的顶部的中央处开设有进料口,所述进料口的内表面上固定连接有进料斗,所述熔炉室顶部的四侧均固定连接有减震块,所述减震块的内部镶嵌有减震球。该热能加热均匀的提炼用熔炉,设置气缸、伸缩杆、固定杆、滑槽和滑块,气缸工作,伸缩杆上下运动,固定杆移动,使滑块在滑槽内移动,使熔炉内金属可以升降移动,使熔炉内
一种固熔炉.pdf
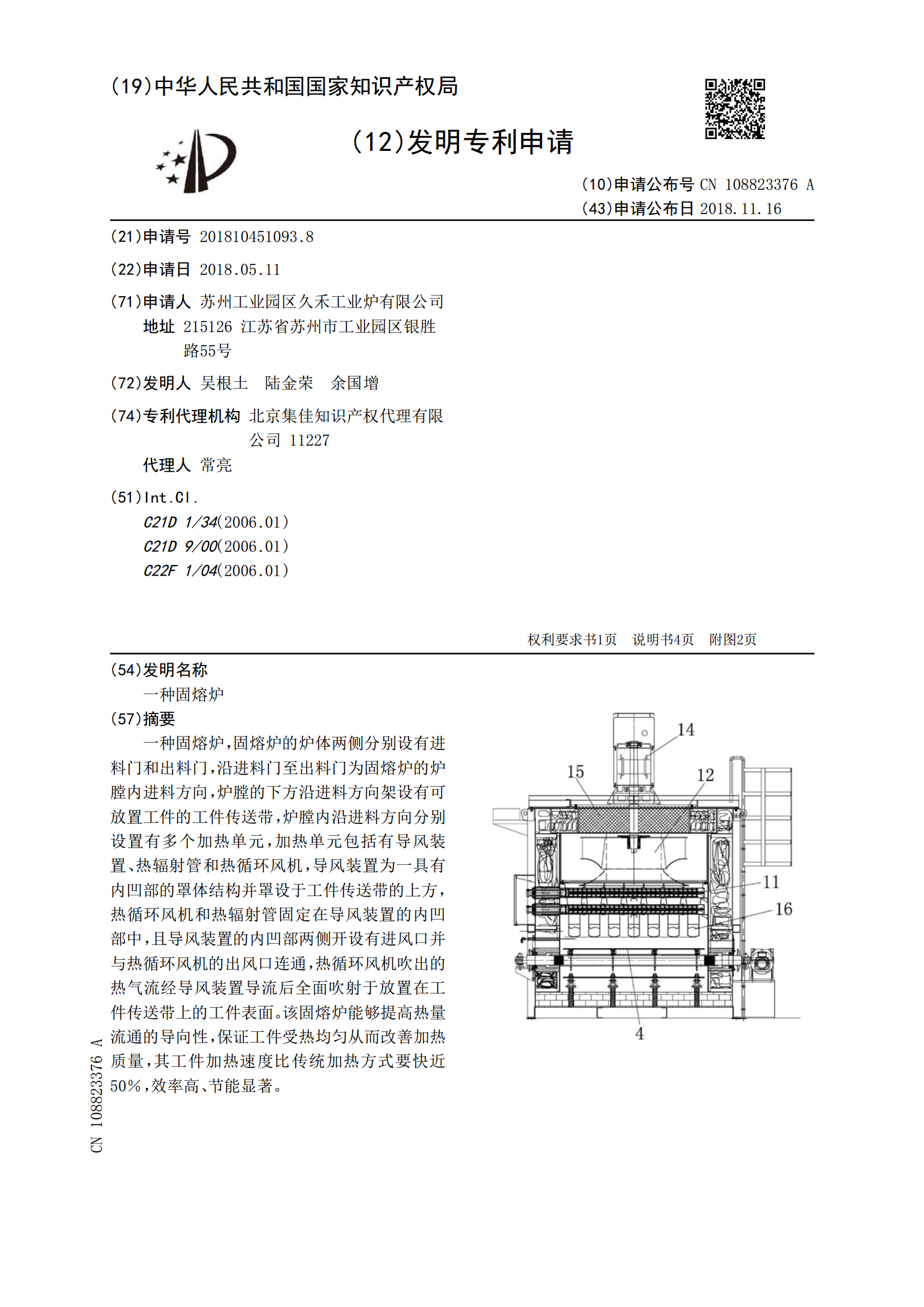
一种固熔炉,固熔炉的炉体两侧分别设有进料门和出料门,沿进料门至出料门为固熔炉的炉膛内进料方向,炉膛的下方沿进料方向架设有可放置工件的工件传送带,炉膛内沿进料方向分别设置有多个加热单元,加热单元包括有导风装置、热辐射管和热循环风机,导风装置为一具有内凹部的罩体结构并罩设于工件传送带的上方,热循环风机和热辐射管固定在导风装置的内凹部中,且导风装置的内凹部两侧开设有进风口并与热循环风机的出风口连通,热循环风机吹出的热气流经导风装置导流后全面吹射于放置在工件传送带上的工件表面。该固熔炉能够提高热量流通的导向性,保