
共晶焊接组件及共晶焊接方法.pdf

Ja****20

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
共晶焊接组件及共晶焊接方法.pdf
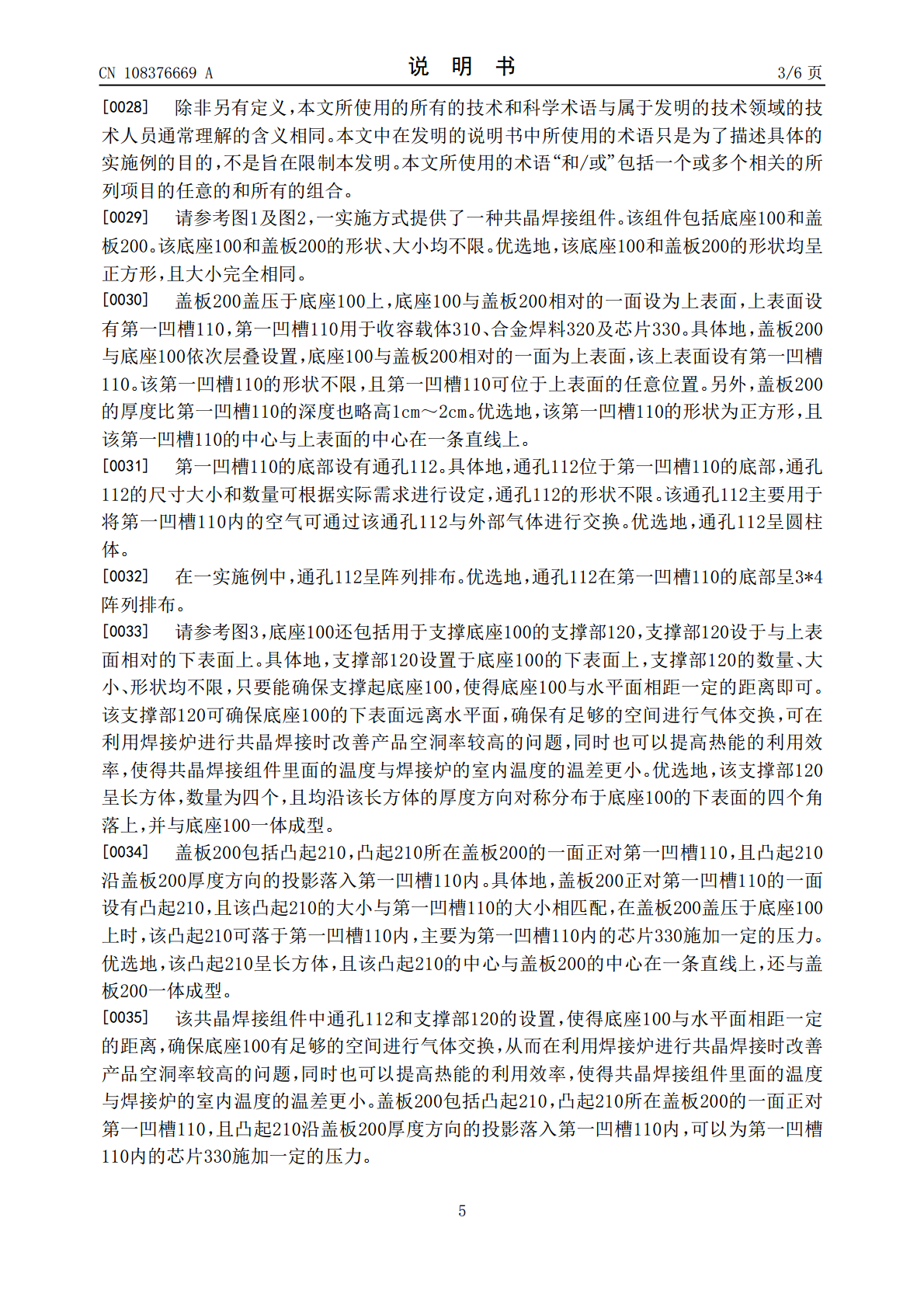
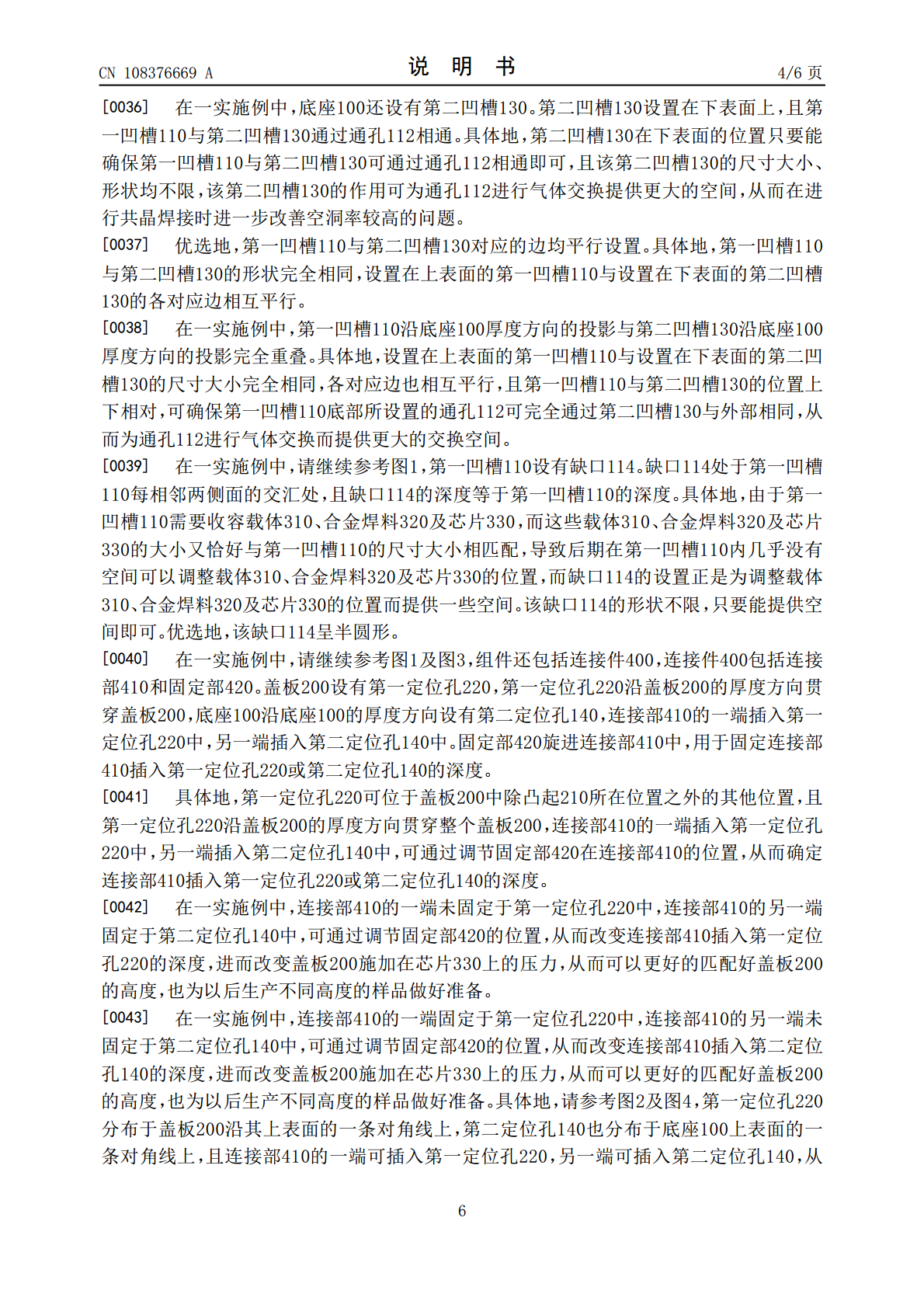
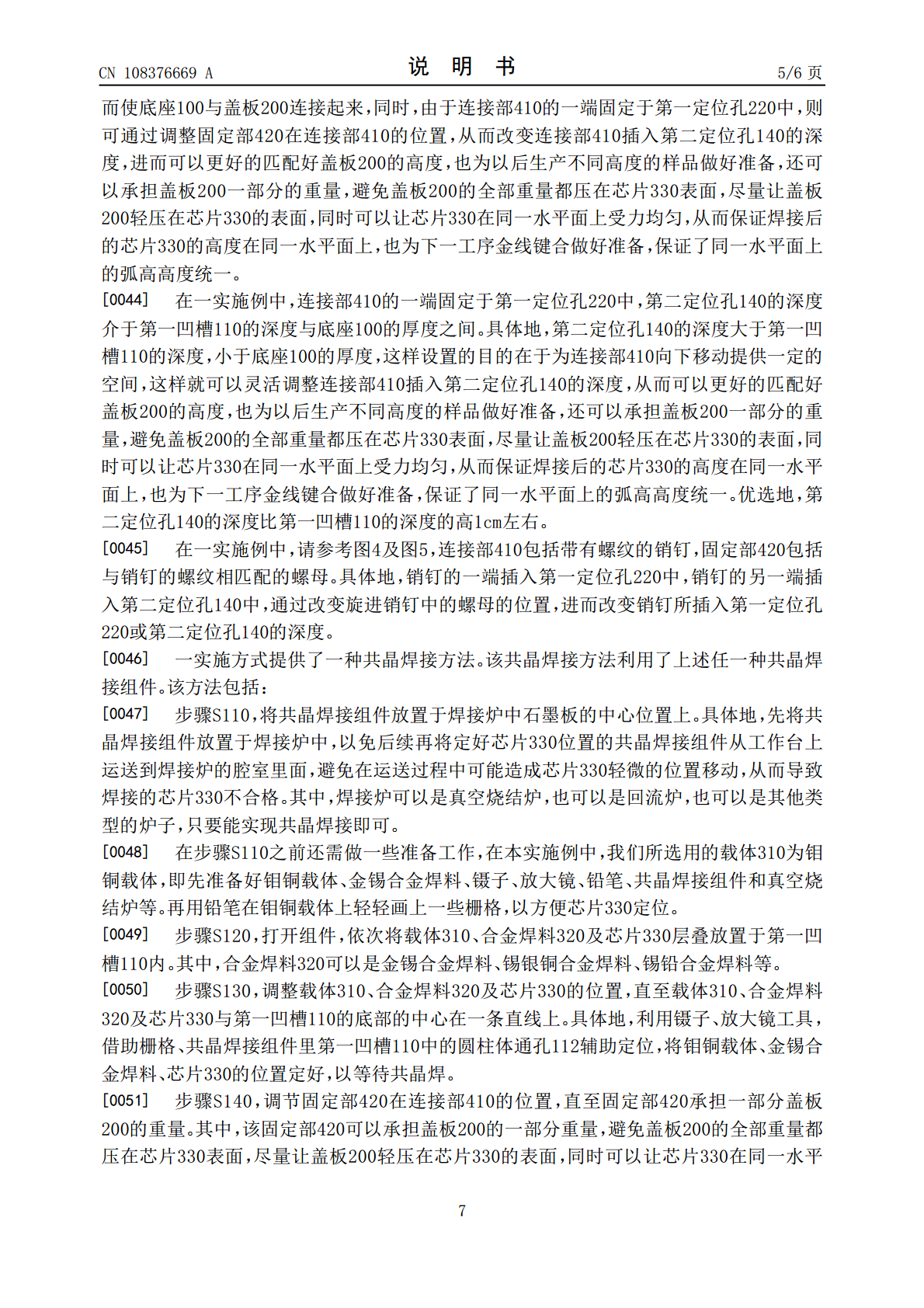
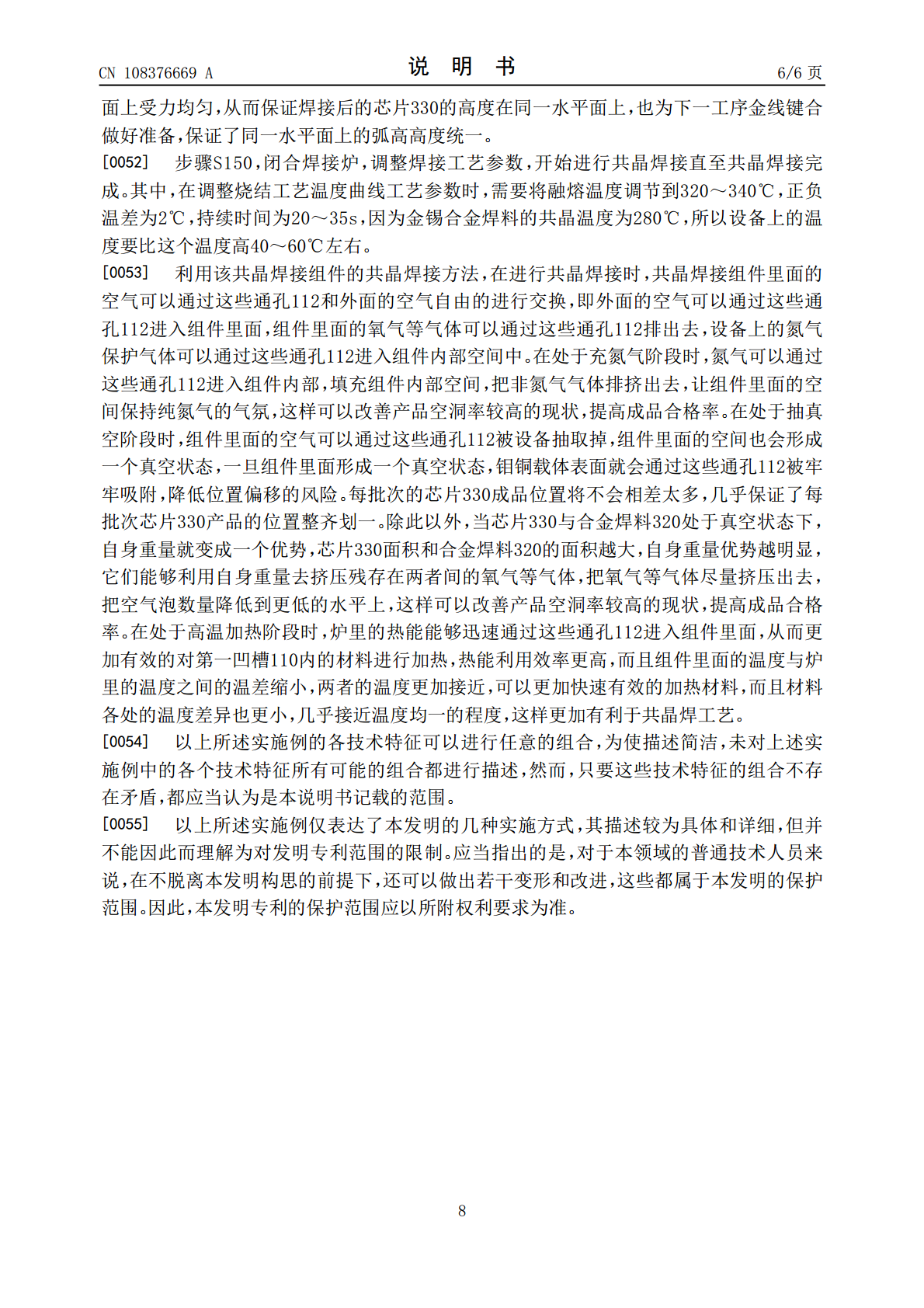
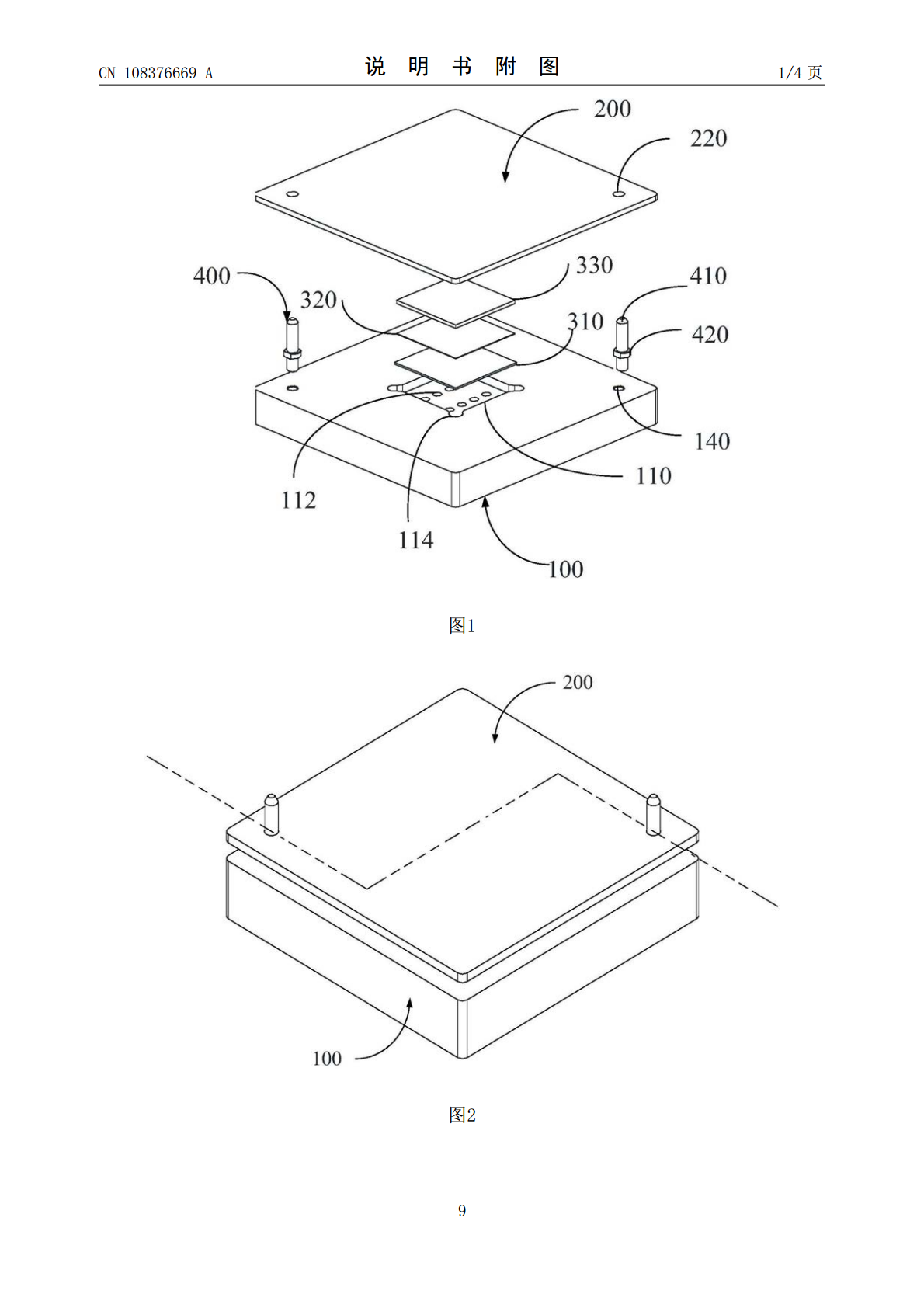
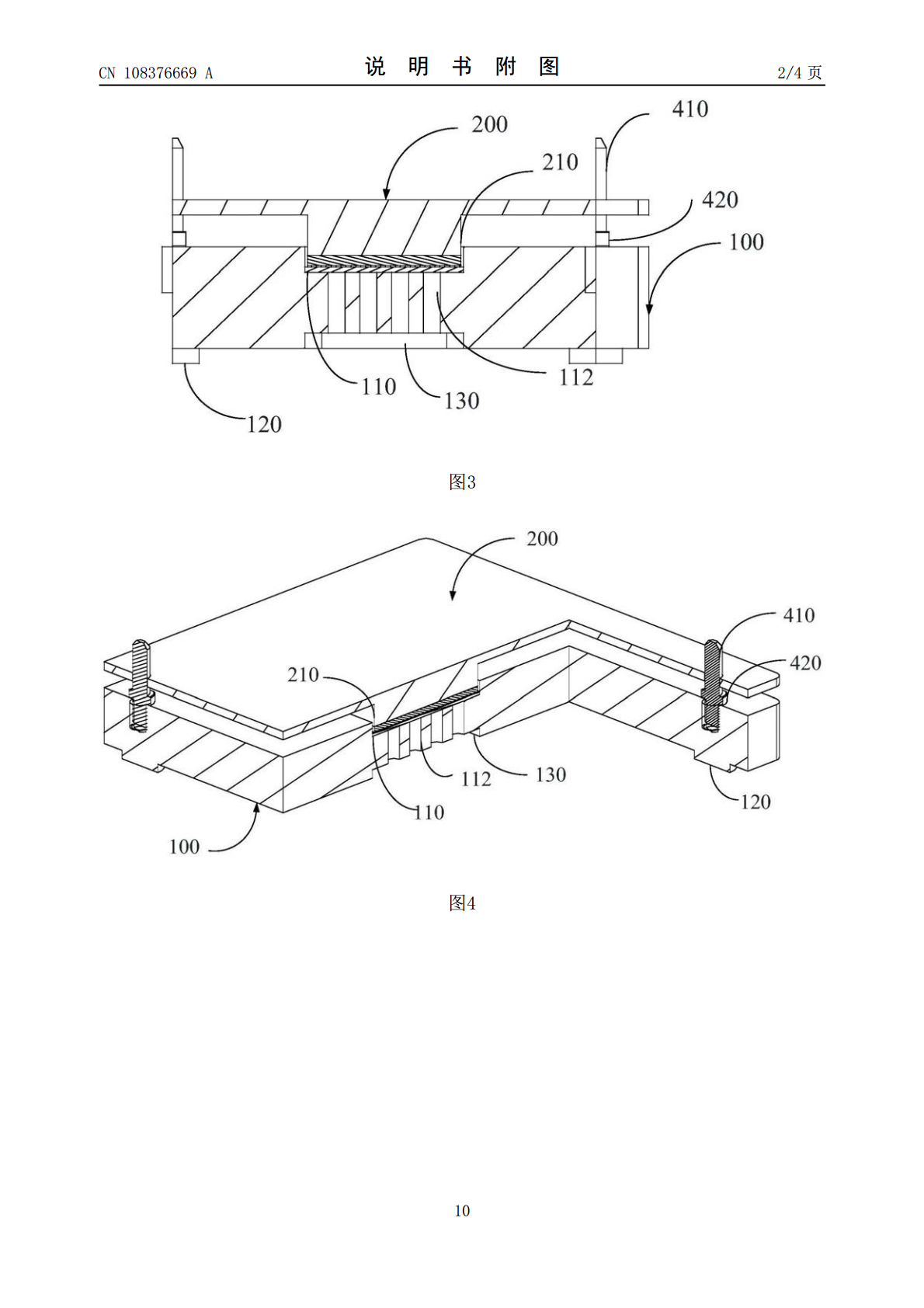
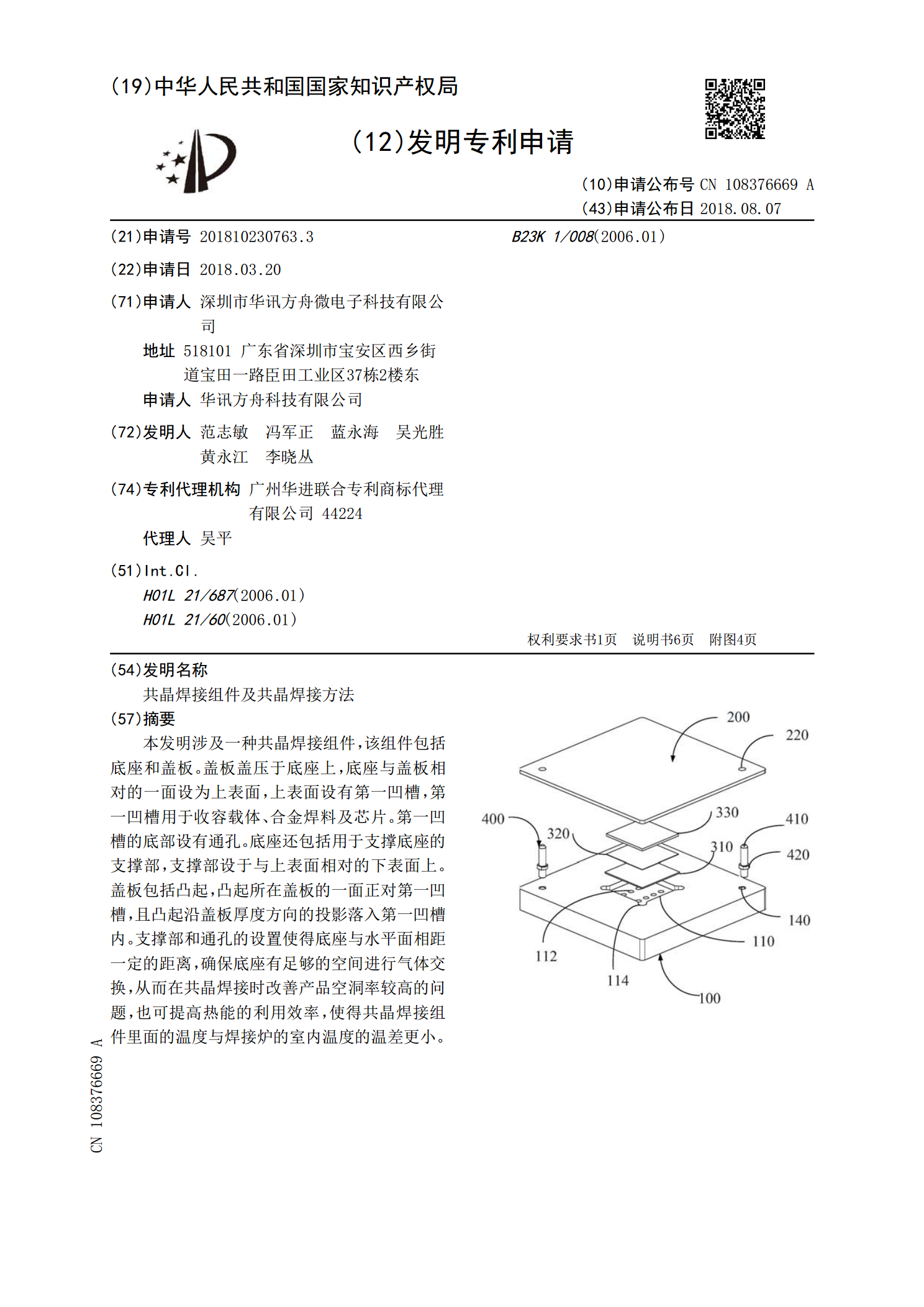
本发明涉及一种共晶焊接组件,该组件包括底座和盖板。盖板盖压于底座上,底座与盖板相对的一面设为上表面,上表面设有第一凹槽,第一凹槽用于收容载体、合金焊料及芯片。第一凹槽的底部设有通孔。底座还包括用于支撑底座的支撑部,支撑部设于与上表面相对的下表面上。盖板包括凸起,凸起所在盖板的一面正对第一凹槽,且凸起沿盖板厚度方向的投影落入第一凹槽内。支撑部和通孔的设置使得底座与水平面相距一定的距离,确保底座有足够的空间进行气体交换,从而在共晶焊接时改善产品空洞率较高的问题,也可提高热能的利用效率,使得共晶焊接组件里面的温
一种LED共晶焊接的方法.pdf
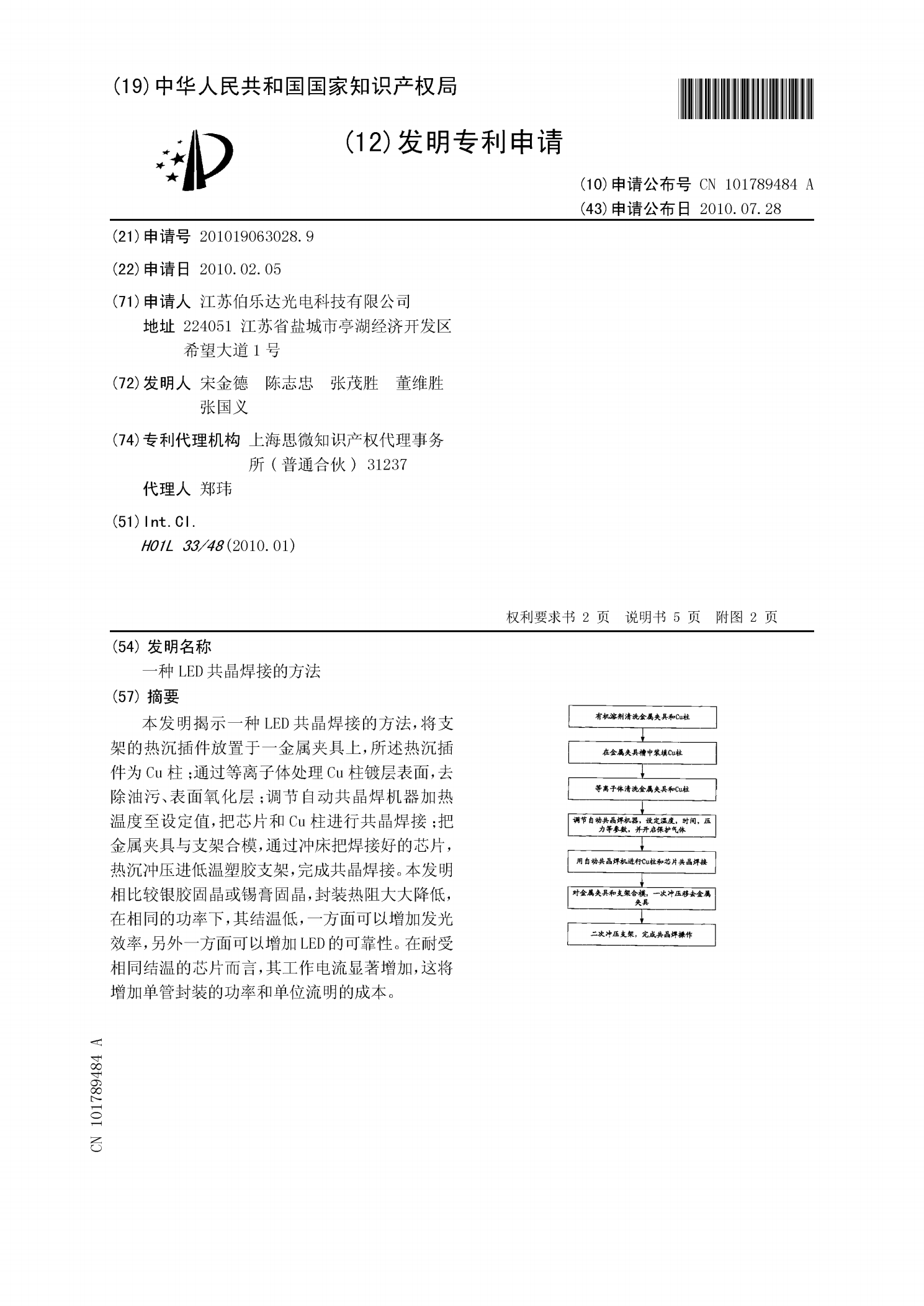
本发明揭示一种LED共晶焊接的方法,将支架的热沉插件放置于一金属夹具上,所述热沉插件为Cu柱;通过等离子体处理Cu柱镀层表面,去除油污、表面氧化层;调节自动共晶焊机器加热温度至设定值,把芯片和Cu柱进行共晶焊接;把金属夹具与支架合模,通过冲床把焊接好的芯片,热沉冲压进低温塑胶支架,完成共晶焊接。本发明相比较银胶固晶或锡膏固晶,封装热阻大大降低,在相同的功率下,其结温低,一方面可以增加发光效率,另外一方面可以增加LED的可靠性。在耐受相同结温的芯片而言,其工作电流显著增加,这将增加单管封装的功率和单位流明的
一种芯片共晶焊接方法.pdf
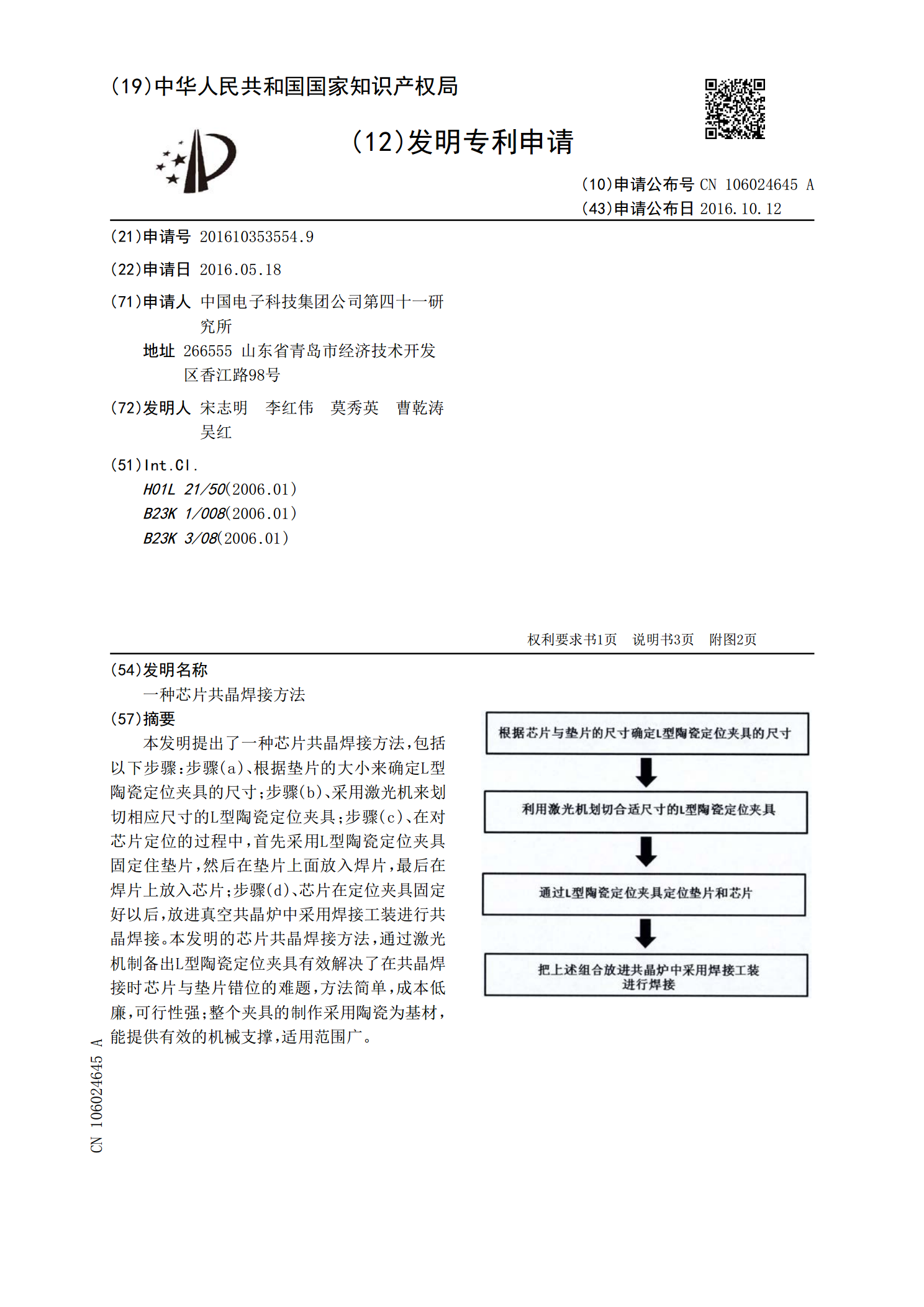
本发明提出了一种芯片共晶焊接方法,包括以下步骤:步骤(a)、根据垫片的大小来确定L型陶瓷定位夹具的尺寸;步骤(b)、采用激光机来划切相应尺寸的L型陶瓷定位夹具;步骤(c)、在对芯片定位的过程中,首先采用L型陶瓷定位夹具固定住垫片,然后在垫片上面放入焊片,最后在焊片上放入芯片;步骤(d)、芯片在定位夹具固定好以后,放进真空共晶炉中采用焊接工装进行共晶焊接。本发明的芯片共晶焊接方法,通过激光机制备出L型陶瓷定位夹具有效解决了在共晶焊接时芯片与垫片错位的难题,方法简单,成本低廉,可行性强;整个夹具的制作采用陶瓷
一种芯片共晶焊接方法.pdf
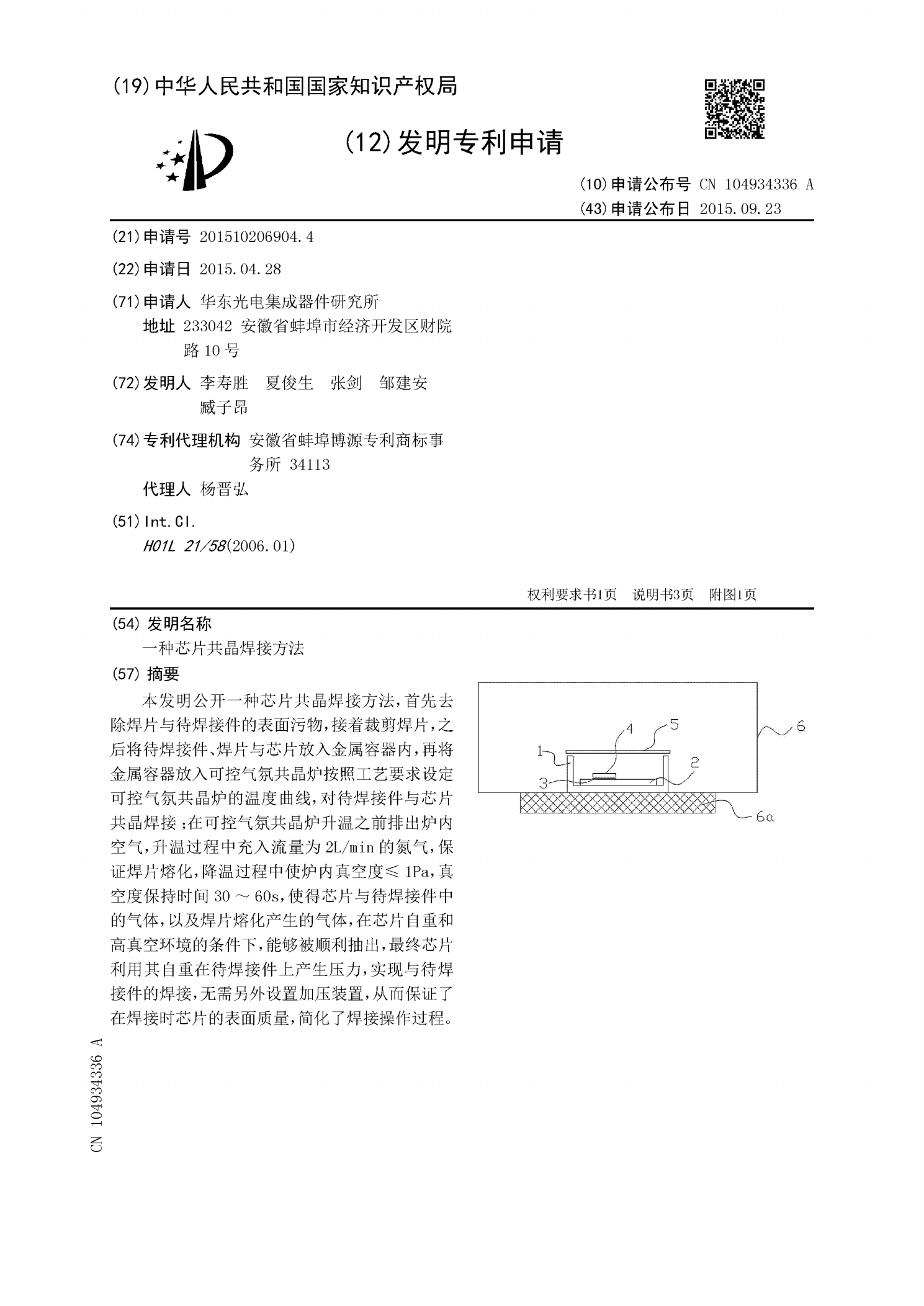
本发明公开一种芯片共晶焊接方法,首先去除焊片与待焊接件的表面污物,接着裁剪焊片,之后将待焊接件、焊片与芯片放入金属容器内,再将金属容器放入可控气氛共晶炉按照工艺要求设定可控气氛共晶炉的温度曲线,对待焊接件与芯片共晶焊接;在可控气氛共晶炉升温之前排出炉内空气,升温过程中充入流量为2L/min的氮气,保证焊片熔化,降温过程中使炉内真空度≤1Pa,真空度保持时间30~60s,使得芯片与待焊接件中的气体,以及焊片熔化产生的气体,在芯片自重和高真空环境的条件下,能够被顺利抽出,最终芯片利用其自重在待焊接件上产生压力
共晶焊接装置及其应用.pdf
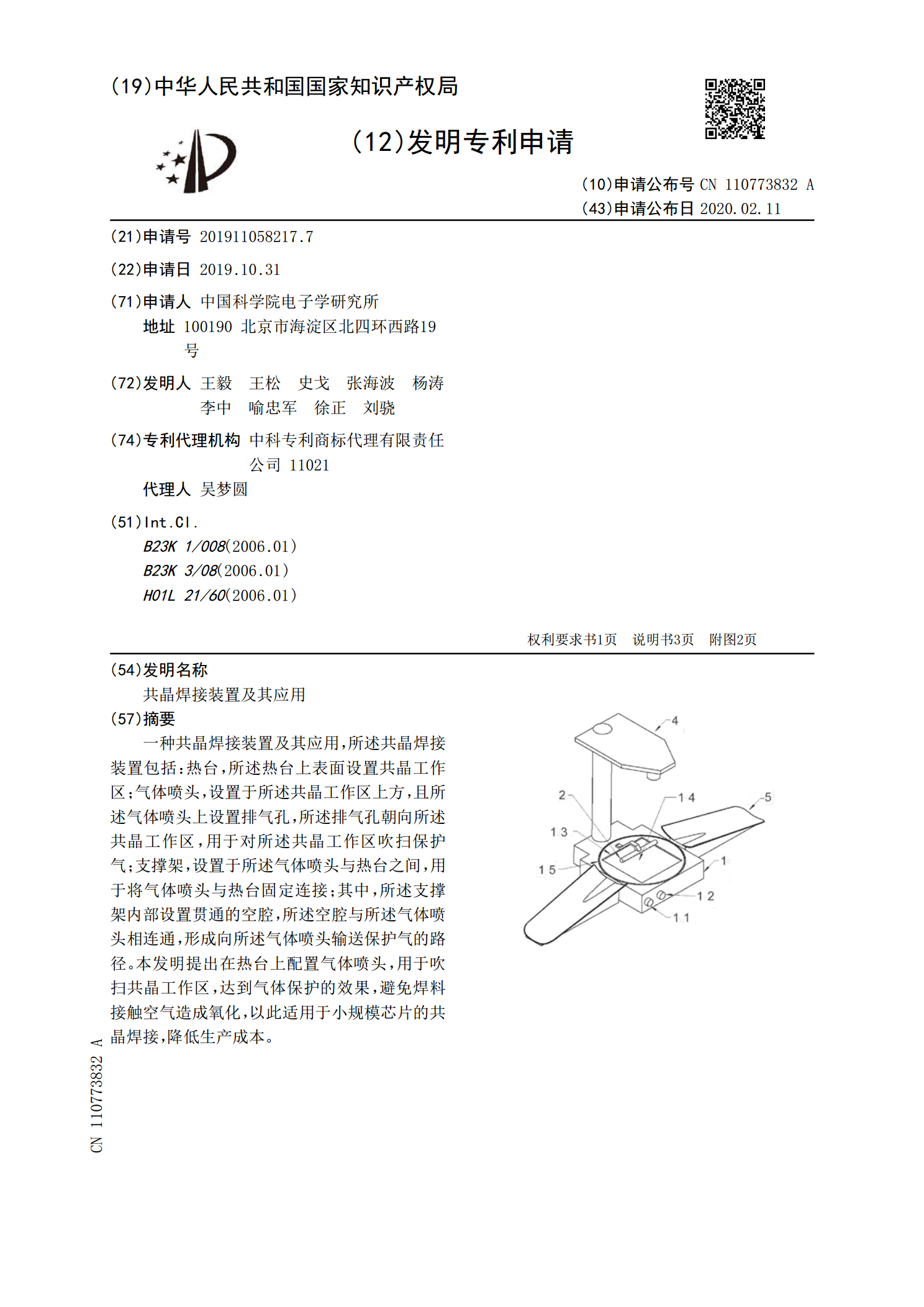
一种共晶焊接装置及其应用,所述共晶焊接装置包括:热台,所述热台上表面设置共晶工作区;气体喷头,设置于所述共晶工作区上方,且所述气体喷头上设置排气孔,所述排气孔朝向所述共晶工作区,用于对所述共晶工作区吹扫保护气;支撑架,设置于所述气体喷头与热台之间,用于将气体喷头与热台固定连接;其中,所述支撑架内部设置贯通的空腔,所述空腔与所述气体喷头相连通,形成向所述气体喷头输送保护气的路径。本发明提出在热台上配置气体喷头,用于吹扫共晶工作区,达到气体保护的效果,避免焊料接触空气造成氧化,以此适用于小规模芯片的共晶焊接,