
1400MPa级B微合金化低碳热轧双相钢及其制备方法.pdf

玉环****找我

1/10

2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
1400MPa级B微合金化低碳热轧双相钢及其制备方法.pdf
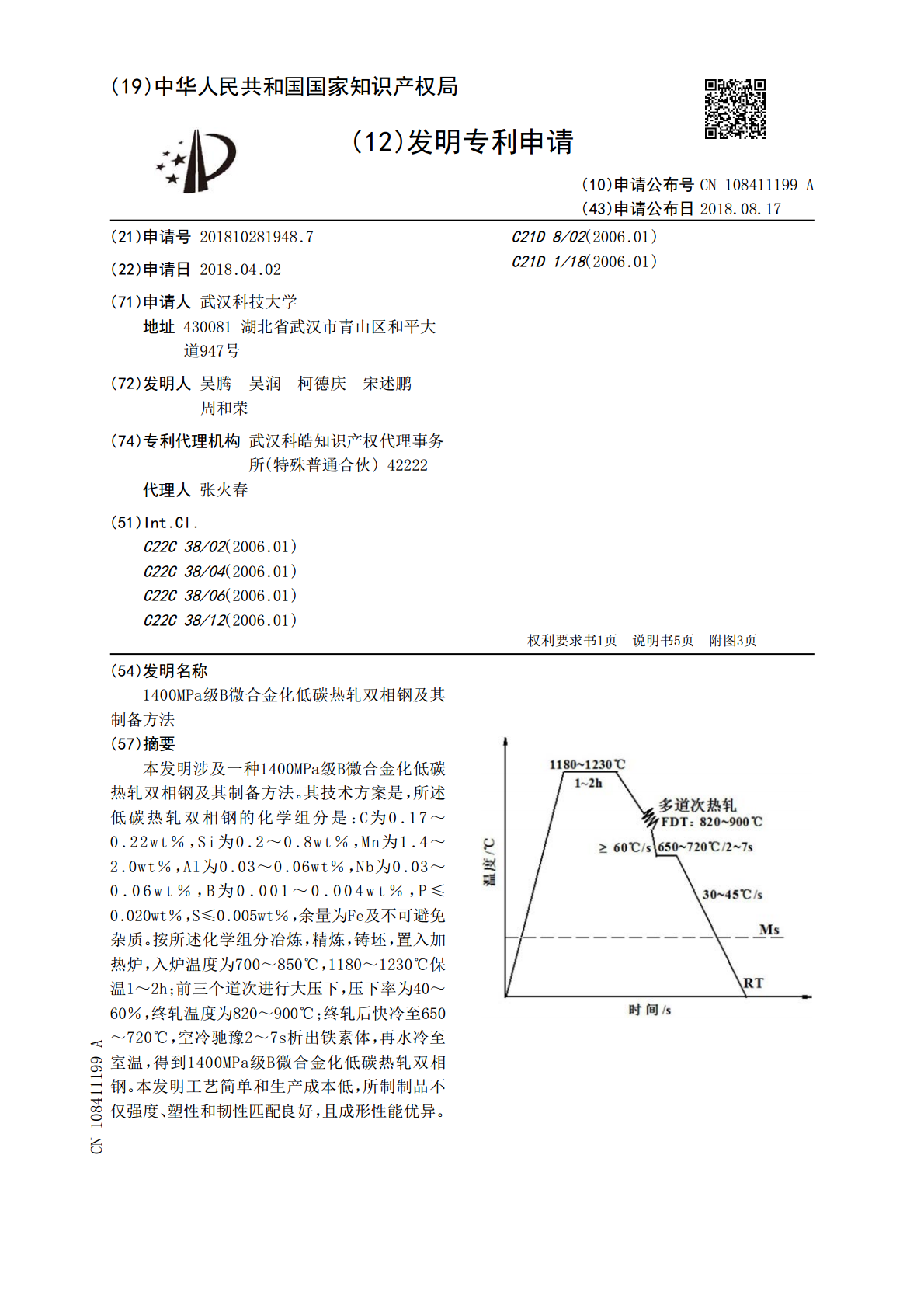
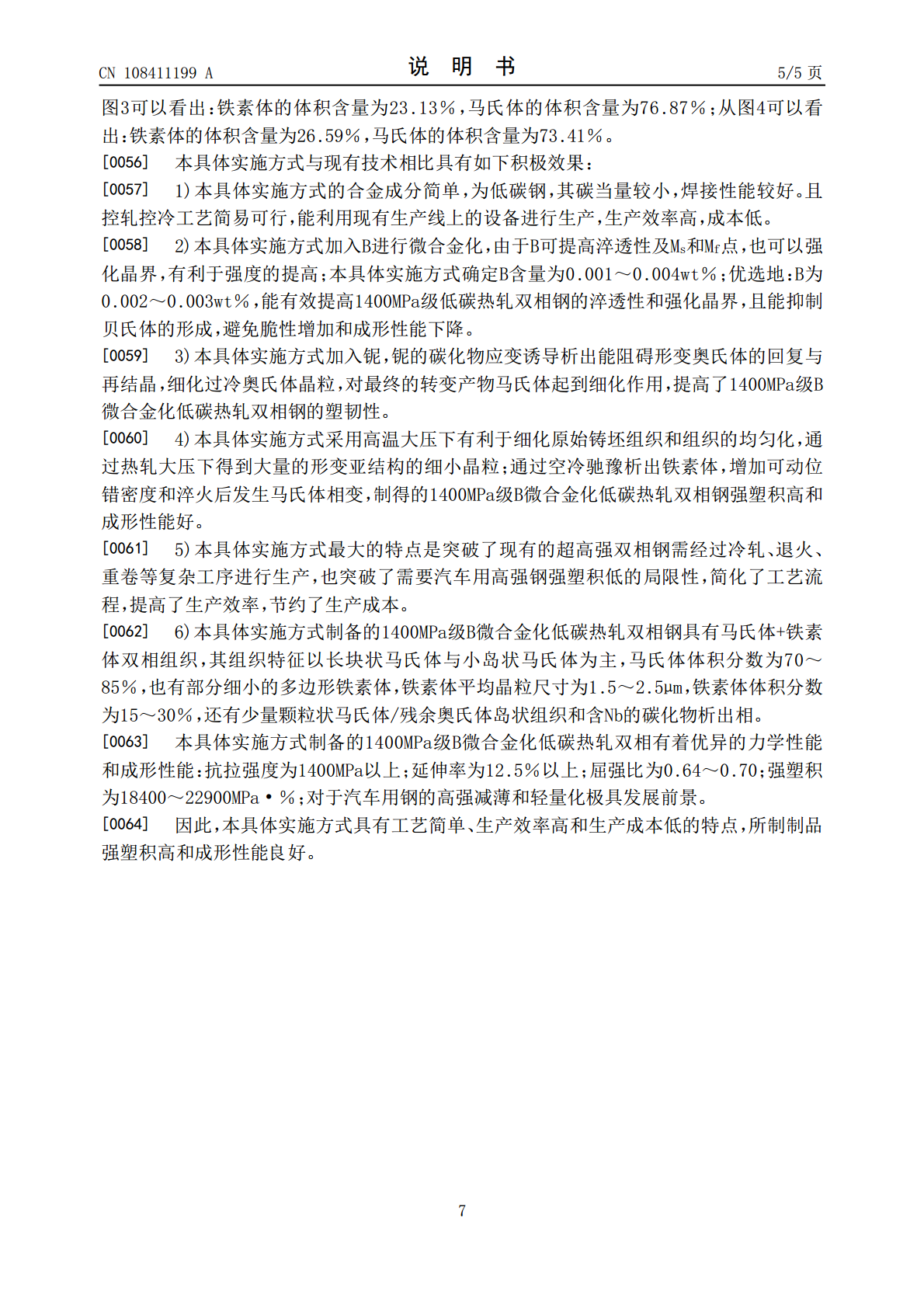
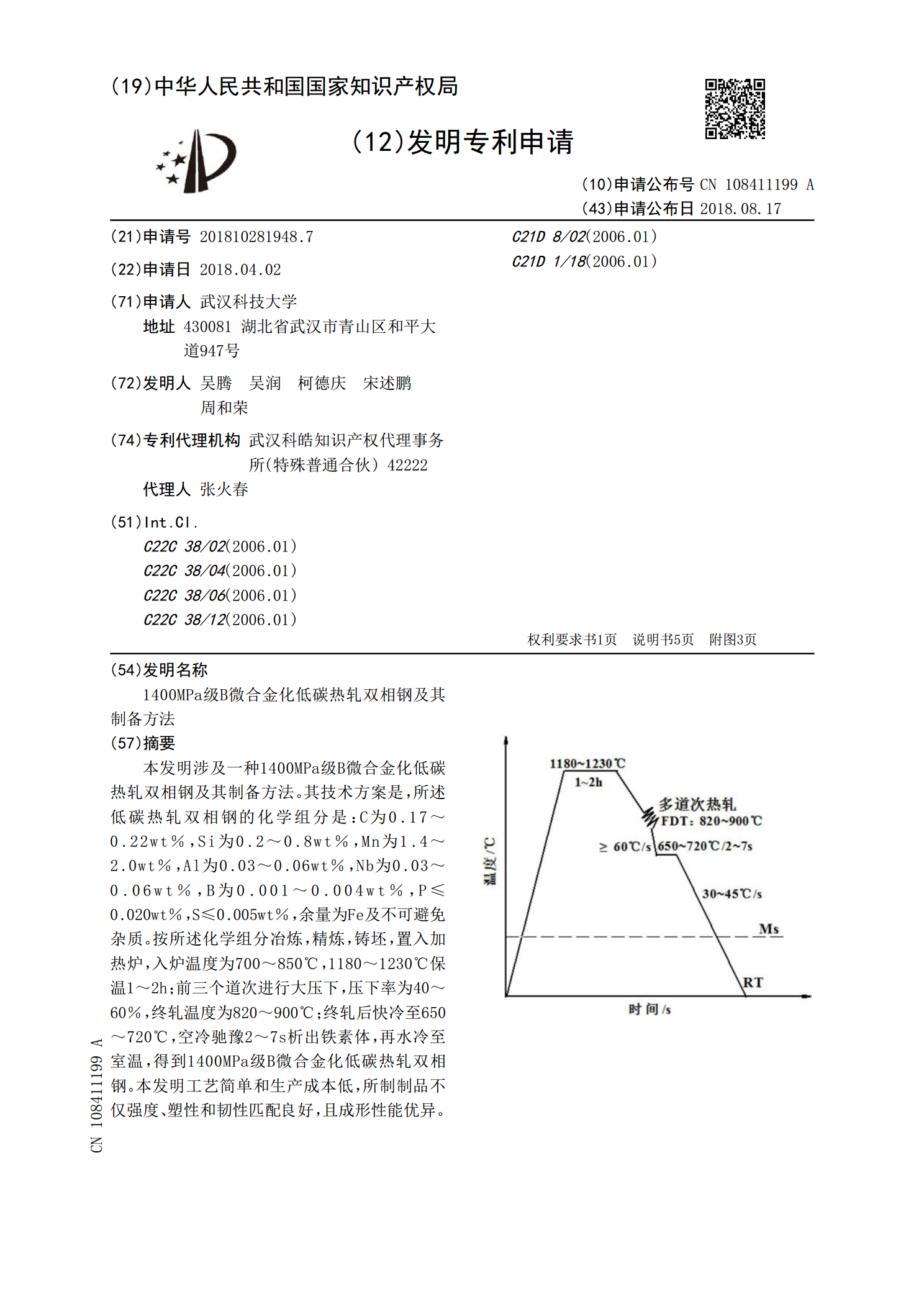
本发明涉及一种1400MPa级B微合金化低碳热轧双相钢及其制备方法。其技术方案是,所述低碳热轧双相钢的化学组分是:C为0.17~0.22wt%,Si为0.2~0.8wt%,Mn为1.4~2.0wt%,Al为0.03~0.06wt%,Nb为0.03~0.06wt%,B为0.001~0.004wt%,P≤0.020wt%,S≤0.005wt%,余量为Fe及不可避免杂质。按所述化学组分冶炼,精炼,铸坯,置入加热炉,入炉温度为700~850℃,1180~1230℃保温1~2h;前三个道次进行大压下,压下率为40~
一种钒铌微合金化低碳热轧窄带钢及其制备方法.pdf
本发明公开了一种钒铌微合金化低碳热轧窄带钢及其制备方法,所述窄带钢包含以下质量百分数的物质:C:0.10~0.16wt%,Si:0.10~0.50wt%,Mn:1.20~1.70wt%,P≤0.020wt%,S≤0.030wt%,Nb:0.010~0.070wt%,V:0.010~0.100wt%,N:0.0030~0.0150wt%,余量为Fe和不可避免的杂质。所述制备方法包含以下步骤:(1)按原配比配置冶炼钢水,经LF、连铸工序得到铸坯;(2)铸坯采用推进式加热炉加热;(3)除鳞:先进行初除鳞,再进行

热轧双相钢的合金化研究.docx
热轧双相钢的合金化研究热轧双相钢是一种具有优异力学性能和耐腐蚀性能的材料,在汽车制造、建筑结构、石油和天然气输送管道等领域有广泛的应用。本文将着重介绍热轧双相钢的合金化研究,包括合金元素的选择、热处理工艺的优化以及微观组织的控制等方面。首先,合金元素的选择是研究热轧双相钢合金化的关键。一般来说,热轧双相钢的合金化主要通过添加合适数量的铬、镍、锰、硅等元素来实现。铬的加入能够提高钢的强度和耐腐蚀性能,镍的加入可以促进奥氏体到铁素体的转变,锰的加入有助于抑制碳化物的析出,硅的加入能够改善钢的氧化和腐蚀性能。此
一种1200MPa级低碳热轧双相钢及其制备方法.pdf
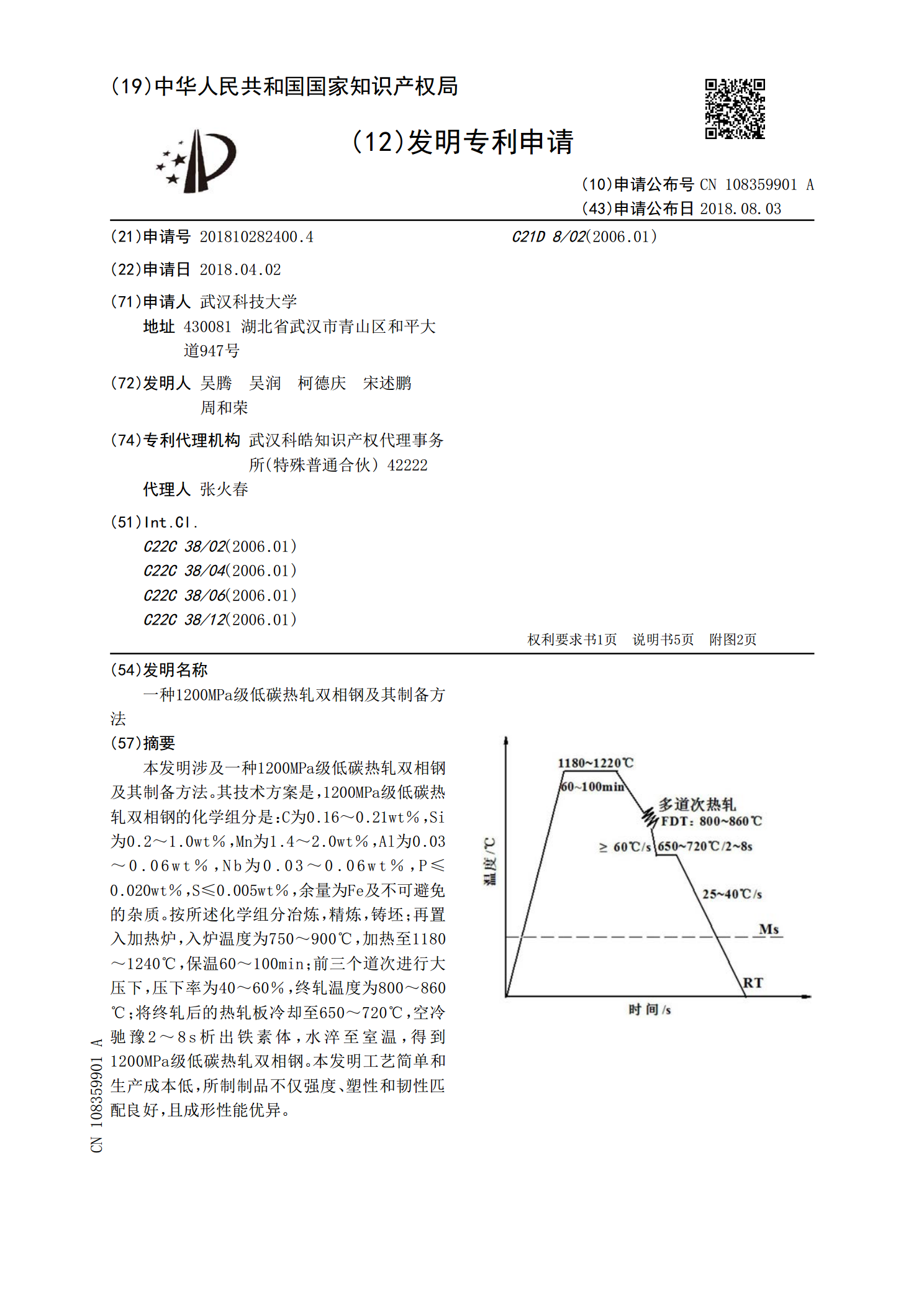
本发明涉及一种1200MPa级低碳热轧双相钢及其制备方法。其技术方案是,1200MPa级低碳热轧双相钢的化学组分是:C为0.16~0.21wt%,Si为0.2~1.0wt%,Mn为1.4~2.0wt%,Al为0.03~0.06wt%,Nb为0.03~0.06wt%,P≤0.020wt%,S≤0.005wt%,余量为Fe及不可避免的杂质。按所述化学组分冶炼,精炼,铸坯;再置入加热炉,入炉温度为750~900℃,加热至1180~1240℃,保温60~100min;前三个道次进行大压下,压下率为40~60%,终

一种低碳V-N-Nb微合金化热轧带钢及其制备方法.pdf
一种低碳V‑N‑Nb微合金化热轧带钢及其制备方法,属于热轧带钢制造领域,其化学组成按重量百分比:C:0.06~0.15%,Mn:1.5~2.2%,Si:0.10~0.50%,S:<0.005%,P:<0.015%,Al:0.01~0.05%,V:0.06~0.15%,N:0.008~0.020%,Nb:0.03~0.06%,Ti:0.01~0.02%,Cr:0.20~0.50%,余量为Fe和其他不可避免的杂质。方法:1)按成分配比熔炼后浇铸、锻造得到钢坯;2)加热保温;3)钢坯进行多道次粗轧和精轧得到热轧