
一种炉前钢丝表面清理装置及清理工艺.pdf

建英****66


1/10

2/10
3/10

4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种炉前钢丝表面清理装置及清理工艺.pdf
本发明公开了一种炉前钢丝表面清理装置及清理工艺,属于钢丝生产技术领域。它包括箱体,内置有水洗机构和高温喷气机构,水洗机构喷射具有一定温度的水,竖直向上冲洗钢丝;高温喷气机构喷射具有高温气体,竖直向下吹刷钢丝;分线机构,设置在箱体的前侧,用于隔开多股钢丝,且使钢丝沿确定的方向移动至水洗机构。该装置通过分线机构能有效地将多股钢丝准确的分离,从而避免了各钢丝之间的摩擦、接触,提高了后续热处理钢丝产品的质量;通过水洗机构可以将钢丝表面的硼砂和拉丝粉洗干净,防止在明火炉内部焦化成焦化物;通过高温喷气机构去除水洗过后
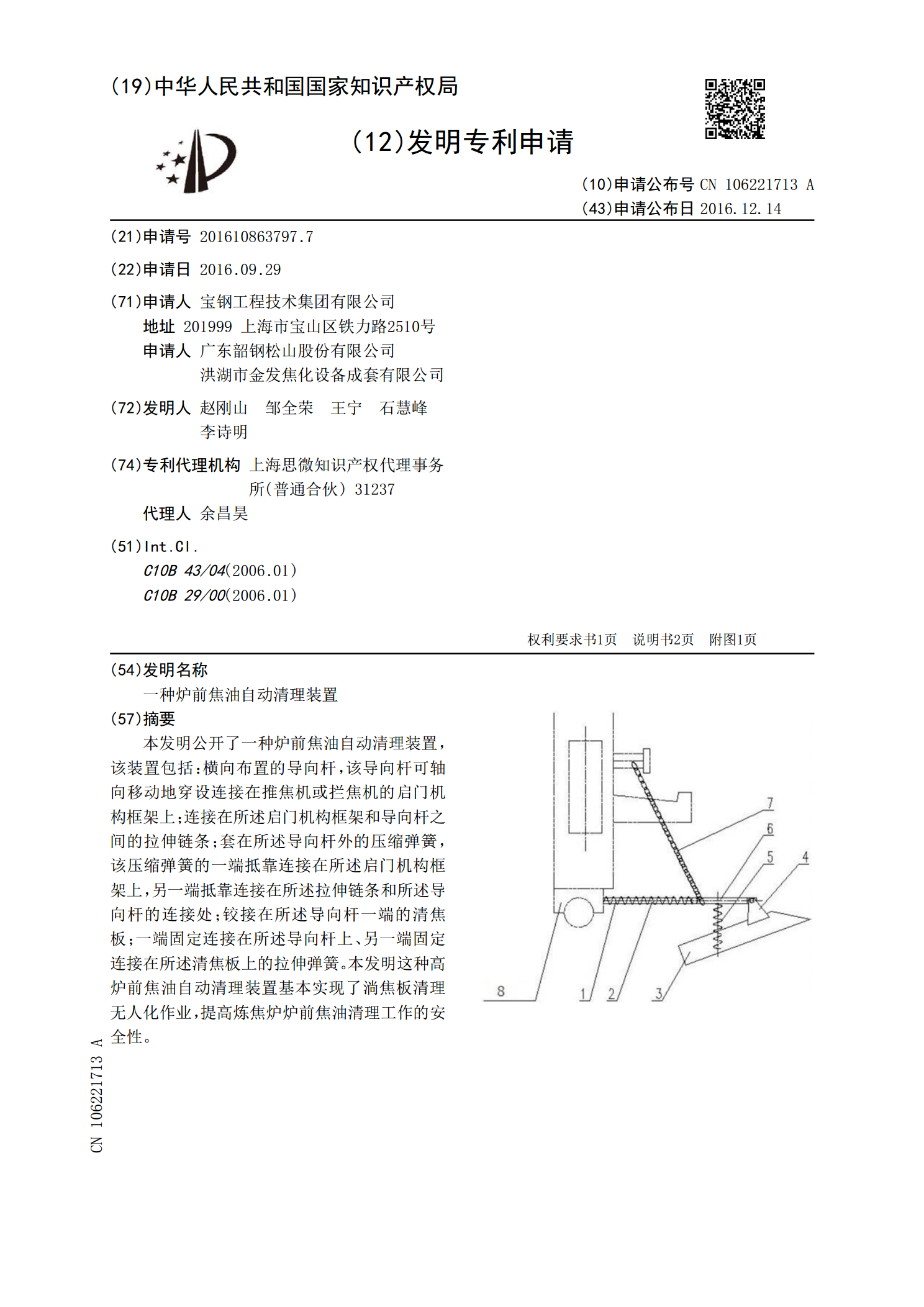
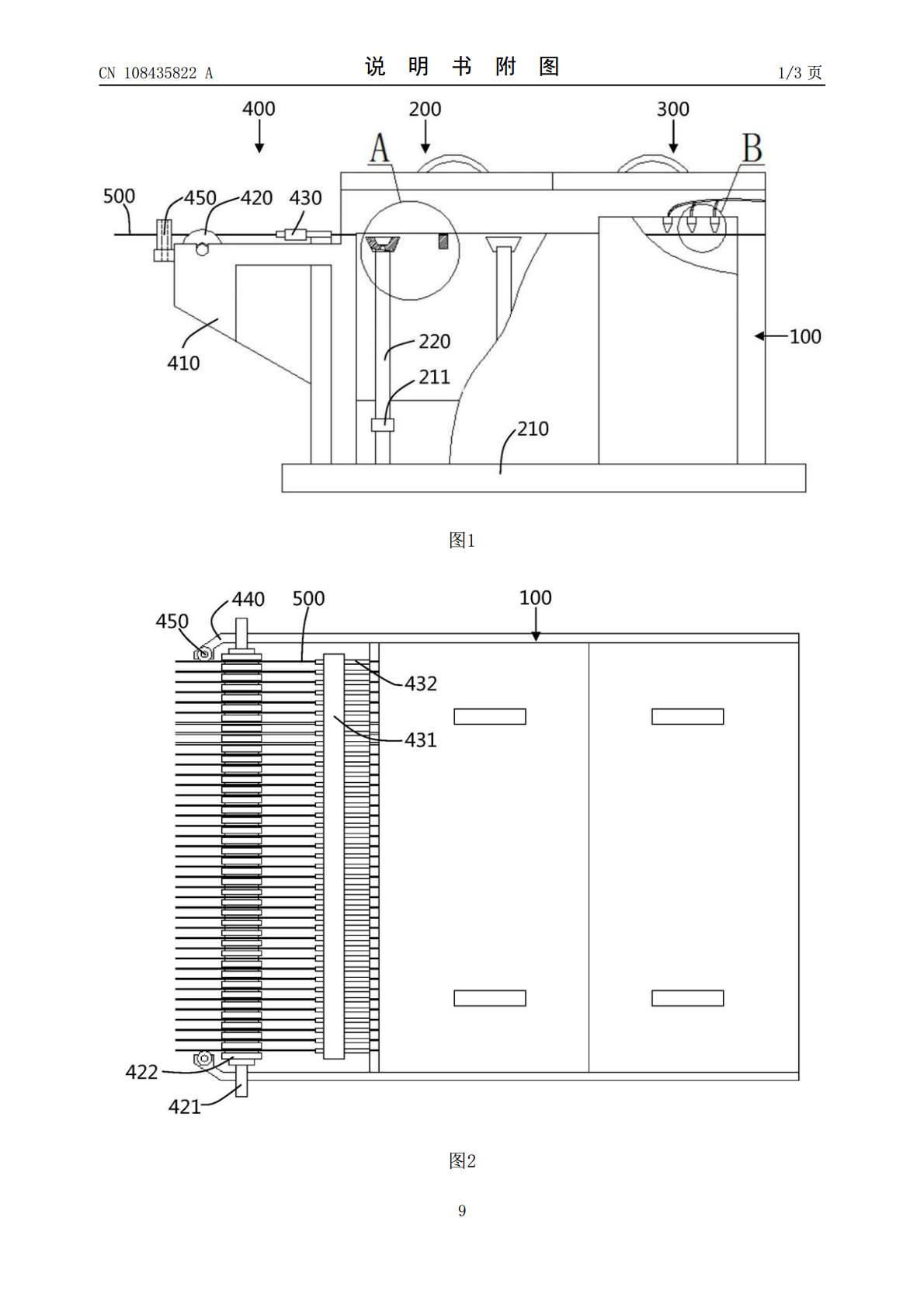
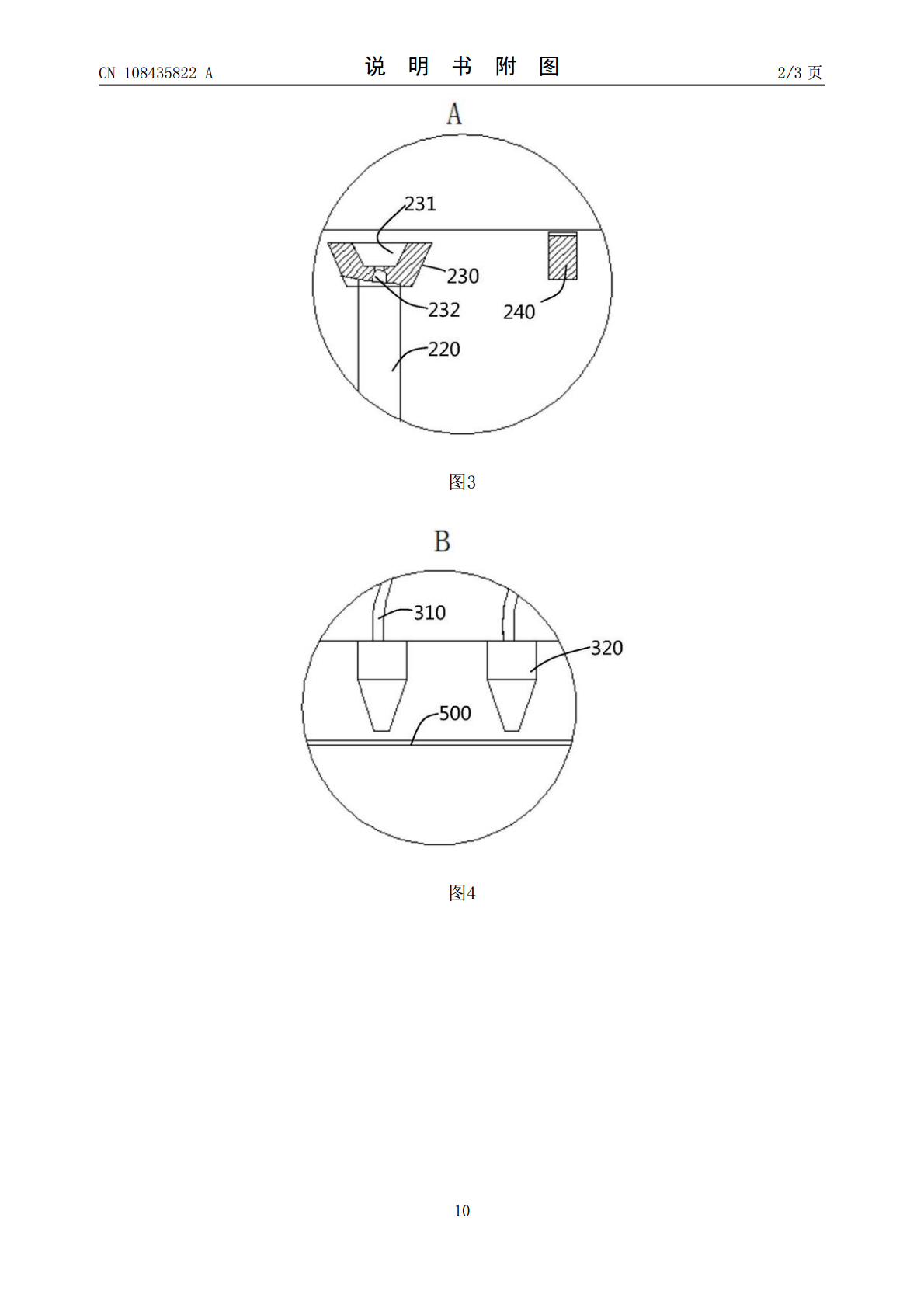
一种炉前焦油自动清理装置.pdf
本发明公开了一种炉前焦油自动清理装置,该装置包括:横向布置的导向杆,该导向杆可轴向移动地穿设连接在推焦机或拦焦机的启门机构框架上;连接在所述启门机构框架和导向杆之间的拉伸链条;套在所述导向杆外的压缩弹簧,该压缩弹簧的一端抵靠连接在所述启门机构框架上,另一端抵靠连接在所述拉伸链条和所述导向杆的连接处;铰接在所述导向杆一端的清焦板;一端固定连接在所述导向杆上、另一端固定连接在所述清焦板上的拉伸弹簧。本发明这种高炉前焦油自动清理装置基本实现了淌焦板清理无人化作业,提高炼焦炉炉前焦油清理工作的安全性。

一种摩擦式钢丝表面氧化皮自动清理装置.pdf
本发明属于钢丝表面处理设备技术领域,具体的说是一种摩擦式钢丝表面氧化皮自动清理装置;包括上底座、下底座、一号电机、二号电机、钢丝和控制器;所述一号电机的输出端套接有一号转盘,一号转盘的外圈均匀设有转动齿,一号转盘内均匀开设有凹槽,凹槽与转动齿的位置相对应,转动齿的底部设有导向块,导向块与凹槽之间通过弹簧连接,转动齿为空心结构,且转动齿采用橡胶材料制成;所述二号电机的底部与下底座固接,二号电机的输出端套接有二号转盘,二号转盘与一号转盘结构相同,二号转盘的上方设有实心管,实心管上套设有齿轮,齿轮与二号转盘啮合

一种面料表面清理装置.pdf
本发明提供了一种面料表面清理装置,包括框架,所述框架内滑动连接有滑块,所述滑块内通过螺纹连接有正反螺纹杆,所述滑块上焊接有支撑杆,所述支撑杆的末端焊接有支撑块,所述支撑块上固定安装有电机,所述电机上设置有转轴,所述支撑块内转动连接有转轴,所述转轴的外侧滑动套接有连接套,所述连接套上焊接有连接块,所述连接块上焊接有弹性杆,所述框架上固定安装有气泵。本发明通过在连接块上设置弹性杆,电机驱动转轴转动,转轴转动驱动连接块转动,进而使得弹性杆与面料接触,使得面料被张紧后松开,利用面料自身弹性将灰尘脱离,同时气泵吹风

一种电机表面清理装置.pdf
本发明公开了一种电机表面清理装置,包括放置壳、支撑腿、固定板、轴孔、排料孔、电动推杆、推板、电机、套筒、转动槽、过滤网、清理刷、环形齿条、齿轮、电动机、安装板、气泵、排气管、喷嘴、排料筒、转动环和固定块。该种电机表面清理装置结构简单、设计新颖,便于对电机表面进行自动清理,极大的降低工作者的劳动强度,同时极大的提高了工作者的工作效率,便于对电机表面进行清理干净,适合工作者操作,保障清理掉的杂质通过排料孔排至放置壳底部,通过电动推杆推动推板移动,推板将放置壳底部的杂质从排料筒排出,提高清理后杂质的收集效率,具