
矿热炉电极壳自动焊接系统.pdf

猫巷****松臣

1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
矿热炉电极壳自动焊接系统.pdf
一种矿热炉电极壳自动焊接系统,包括用于夹持固定电极壳上段的夹持机构,用于焊接电极壳上、下段的焊接机构和用于控制焊接机构的数字化操控系统,所述焊接机构包括环形轨道、伺服环形车和电焊机,伺服环形车置于环形轨道上,可绕电极壳环向行走,电焊机安装于伺服环形车上,当电焊机随着伺服环形车的行走绕电极壳转动时,对电极壳上段和下段进行自动焊接,不需工人手动焊接,自动化程度高、效率高,不仅减轻了工人的劳动强度,还改善了冶炼条件,大大的提高了生产效率,数字化操控系统包括用于控制伺服环形车行走和电焊机焊接的控制系统,用于给伺服

一种矿热炉组合把持器电极壳焊接自动拼装装置及方法.pdf
本发明公开了一种矿热炉组合把持器电极壳焊接自动拼装装置,包括底座,所述底座的顶部安装有对称布置的支撑柱,两组所述支撑柱的顶部安装有置物环;所述置物环的外表面贯穿设置有对称布置的置物孔,所述置物环的外表面设置有对称布置的置物槽,两组所述置物孔的内部均嵌合安装有挡块,两组所述挡块相互靠近的表面安装有置物块,所述置物块的正面中心处嵌合安装有喷火枪;所述置物环的内表面安装有置物板,所述置物板位于喷火枪的下方。本发明通过设置有底座、置物孔、置物块、喷火枪和置物板,在焊接该把持器电极壳前,通过置物块与置物孔的嵌合来将
一种矿热炉电极自动调控系统.pdf
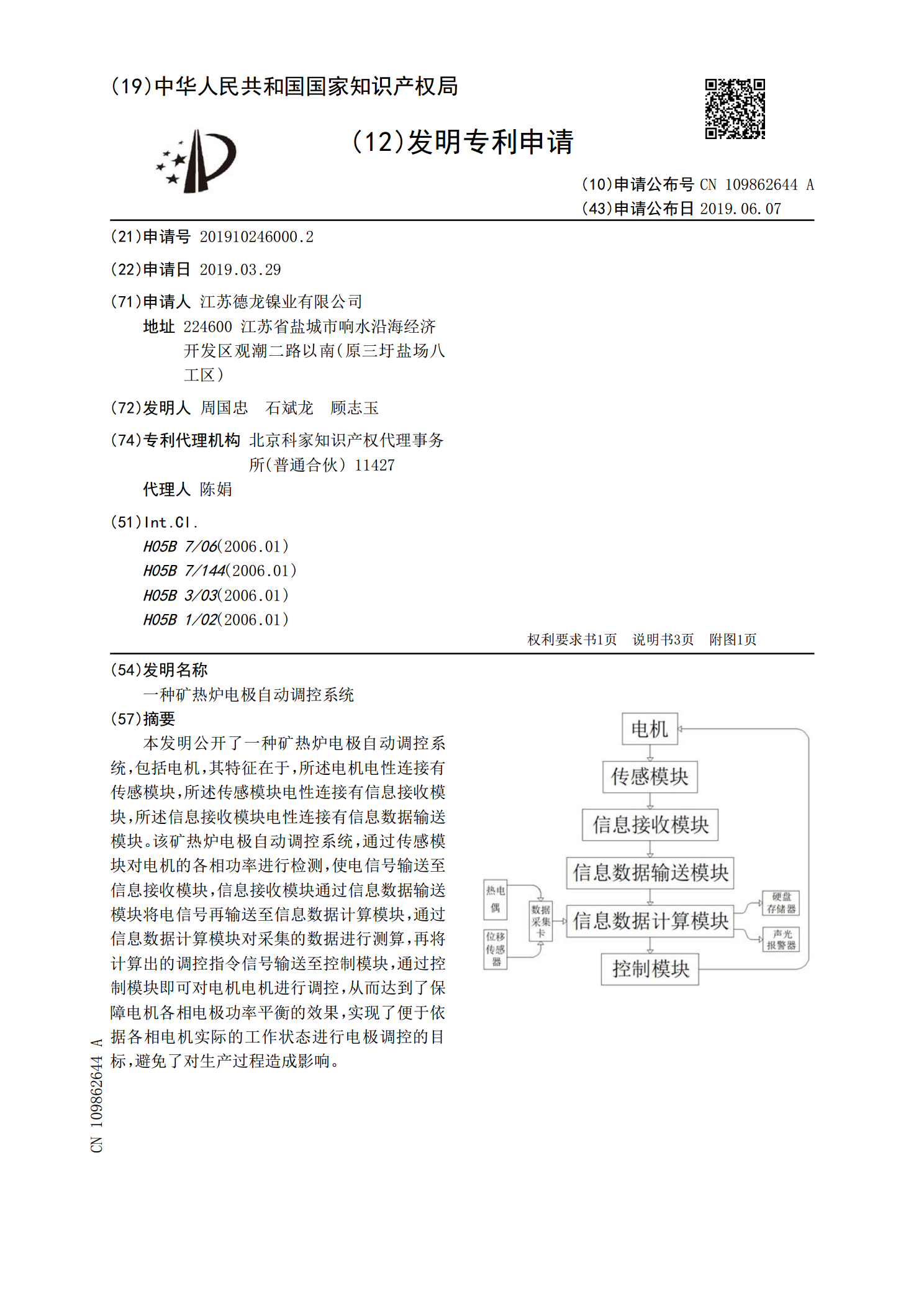
本发明公开了一种矿热炉电极自动调控系统,包括电机,其特征在于,所述电机电性连接有传感模块,所述传感模块电性连接有信息接收模块,所述信息接收模块电性连接有信息数据输送模块。该矿热炉电极自动调控系统,通过传感模块对电机的各相功率进行检测,使电信号输送至信息接收模块,信息接收模块通过信息数据输送模块将电信号再输送至信息数据计算模块,通过信息数据计算模块对采集的数据进行测算,再将计算出的调控指令信号输送至控制模块,通过控制模块即可对电机电机进行调控,从而达到了保障电机各相电极功率平衡的效果,实现了便于依据各相电机
一种电极自动升降的矿热炉系统及其控制方法.pdf
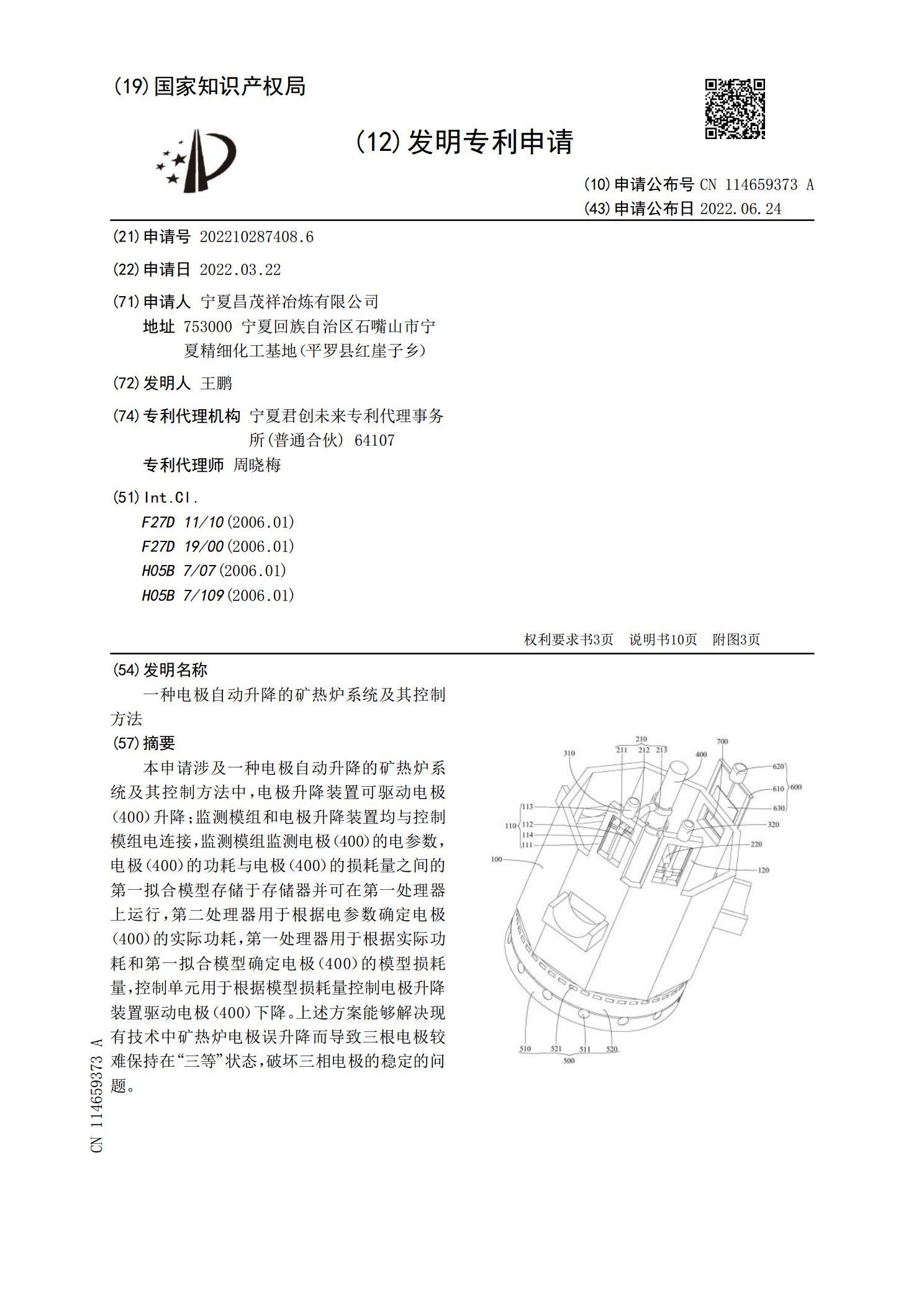
本申请涉及一种电极自动升降的矿热炉系统及其控制方法中,电极升降装置可驱动电极(400)升降;监测模组和电极升降装置均与控制模组电连接,监测模组监测电极(400)的电参数,电极(400)的功耗与电极(400)的损耗量之间的第一拟合模型存储于存储器并可在第一处理器上运行,第二处理器用于根据电参数确定电极(400)的实际功耗,第一处理器用于根据实际功耗和第一拟合模型确定电极(400)的模型损耗量,控制单元用于根据模型损耗量控制电极升降装置驱动电极(400)下降。上述方案能够解决现有技术中矿热炉电极误升降而导致三
矿热炉电极参数系统及设备.pdf
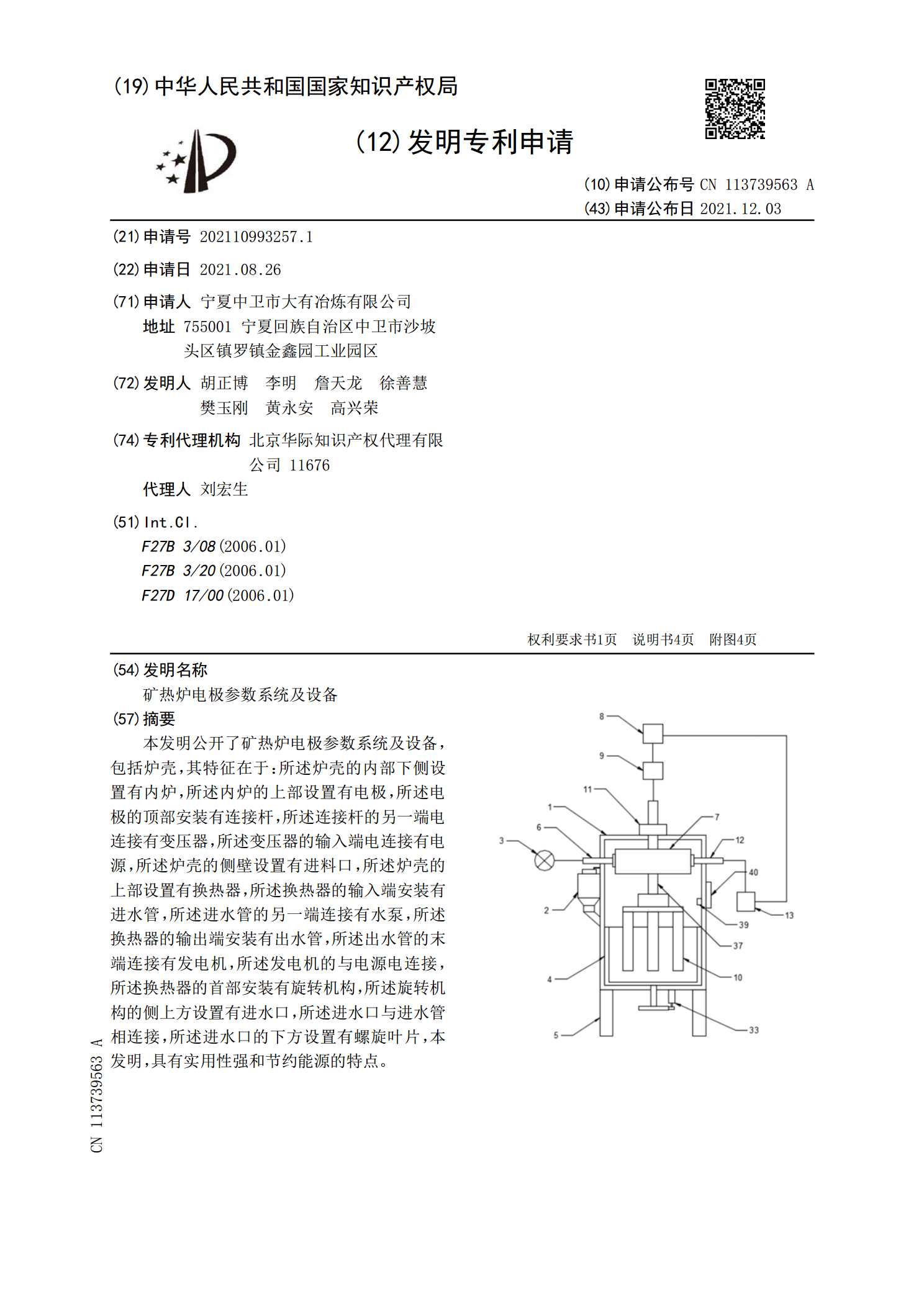
本发明公开了矿热炉电极参数系统及设备,包括炉壳,其特征在于:所述炉壳的内部下侧设置有内炉,所述内炉的上部设置有电极,所述电极的顶部安装有连接杆,所述连接杆的另一端电连接有变压器,所述变压器的输入端电连接有电源,所述炉壳的侧壁设置有进料口,所述炉壳的上部设置有换热器,所述换热器的输入端安装有进水管,所述进水管的另一端连接有水泵,所述换热器的输出端安装有出水管,所述出水管的末端连接有发电机,所述发电机的与电源电连接,所述换热器的首部安装有旋转机构,所述旋转机构的侧上方设置有进水口,所述进水口与进水管相连接,所