
一种工具钢表面渗碳改性的热处理方法.pdf

一只****呀9

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种工具钢表面渗碳改性的热处理方法.pdf
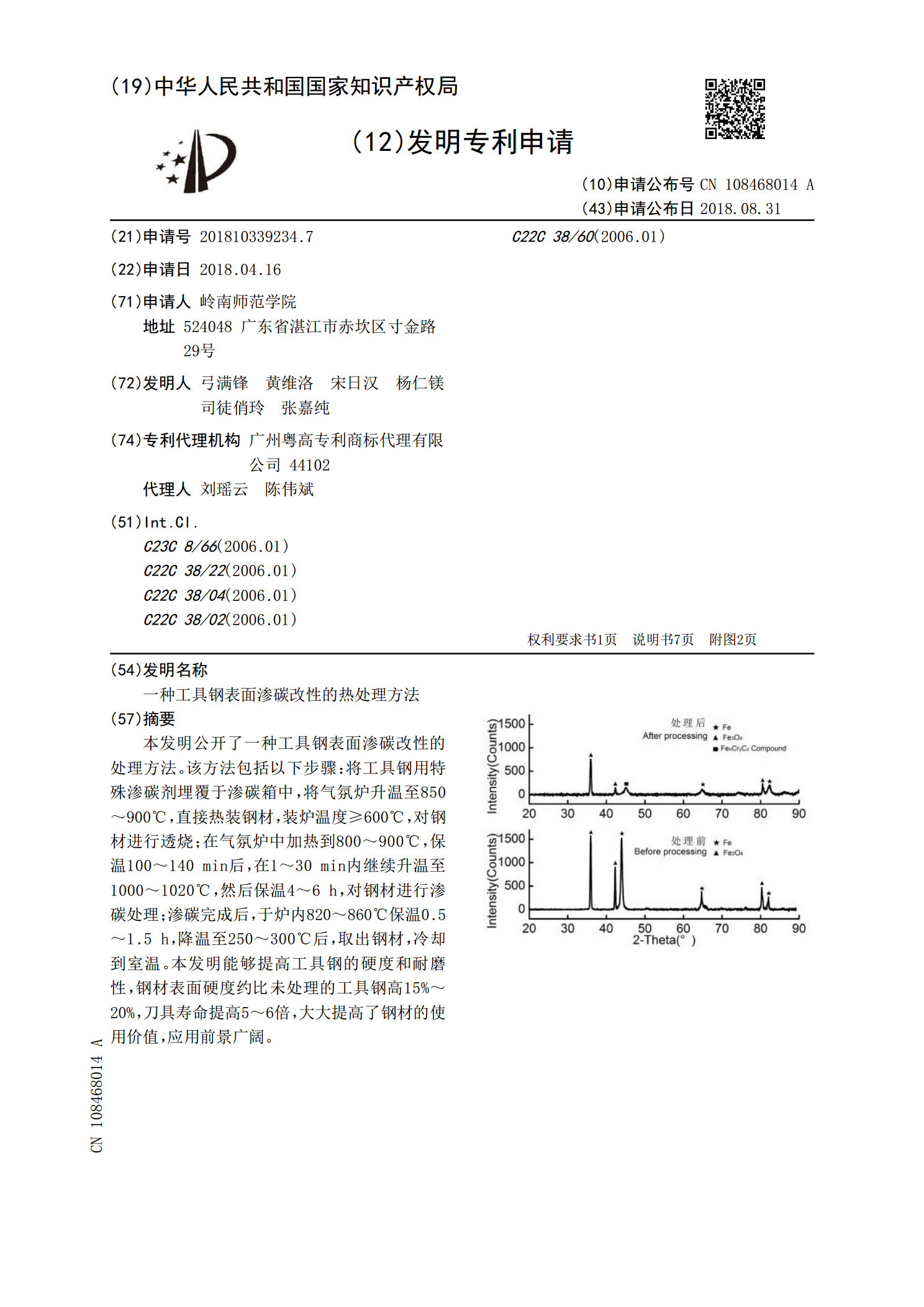
本发明公开了一种工具钢表面渗碳改性的处理方法。该方法包括以下步骤:将工具钢用特殊渗碳剂埋覆于渗碳箱中,将气氛炉升温至850~900℃,直接热装钢材,装炉温度≥600℃,对钢材进行透烧;在气氛炉中加热到800~900℃,保温100~140min后,在1~30min内继续升温至1000~1020℃,然后保温4~6h,对钢材进行渗碳处理;渗碳完成后,于炉内820~860℃保温0.5~1.5h,降温至250~300℃后,取出钢材,冷却到室温。本发明能够提高工具钢的硬度和耐磨性,钢材表面硬度约比未处理的工具

一种金属表面硬度改性的渗碳热处理方法.pdf
本发明提供一种金属表面硬度改性的渗碳热处理方法,包括如下步骤:S1:对金属工件进行防渗处理;S2:金属工件置入渗碳炉中,升温至930℃,向所述渗碳炉内通入渗碳剂形成渗碳气氛,按渗层深度控制碳势;S3:将S2中渗碳后的金属工件降温至760℃,保温4小时,进而在提升为温度到830℃,且保温1小时,进而在提升为温度到900℃,且保温1小时;S4:将S3中升温后的金属工件再次降温至860℃保温1小时,置入72℃的油液迅速冷却,进行淬火;S5:将淬火后的金属工件在520℃环境中进行第一次回火,保温2小时,进而在23

表面改性处理方法、表面改性处理装置及渗碳炉用部件.pdf
本发明提供一种能够以低成本对构成用于渗碳炉的渗碳炉用部件的铁合金母材赋予耐渗碳性的表面改性处理方法、表面改性处理装置及渗碳炉用部件。通过具有如下工序的表面改性处理方法来解决上述课题,即:镀铝工序,对含有镍的铁合金母材(1)进行熔融镀铝,在该铁合金母材(1)上形成镀铝膜(2);剩余铝去除工序,使镀铝膜(2)加热熔融,除去熔融的镀铝膜(2)的剩余部分;扩散层形成工序,以比剩余铝去除工序中的加热温度高的温度加热除去了镀铝膜(2)的剩余部分后的铁合金母材(1),使铁合金母材(1)的构成元素和镀铝膜(2)中含有的铝

一种三代渗碳钢材料氮化表面改性方法.pdf
本发明属于金属热处理技术领域,涉及一种三代渗碳钢材料氮化表面改性方法。本发明三代渗碳钢材料氮化表面改性方法,是在其淬火、冰冷、时效后进行氮化,对氮化表面吹砂处理后,采用气体氮化方式进行零件氮化表面改性,其中,为去除零件表面致密钝化膜,需要使用NH4Cl作为催化剂,先通入Ar气,置换炉内空气,然后,再通入氮气,进行氮化。氮化分为两个阶段,第一阶段采取低分解率,第二阶段采用高分解率。本发明三代渗碳钢材料氮化方法通过氮化前热处理工艺参数优化,特别是氮化前促进基体马氏体转变,从而能够提三代渗碳钢氮化速率的同时,保
一种渗碳淬火的热处理方法.pdf
本发明公开了一种渗碳淬火的热处理方法,包括如下步骤:A.渗碳步骤,将齿轮置于加热炉内,加热炉从室温升到850-900℃以渗碳,渗碳时间2~5小时,且渗碳中的强渗阶段的碳势CP为1.02-1.1C%,扩散阶段的碳势CP为0.8-0.9C%;B.淬火步骤,将渗碳后的齿轮冷却至810-850℃,接着均温20~40分钟,然后在85-95℃淬火油中淬火;C.回火步骤,淬火后的齿轮在155-170℃中进行1~2小时回火。在保证渗碳层质量的前提下,适当降低渗碳温度和淬火温度,提高淬火油温,适当提高渗碳碳势,以产生如下