
一种热镀锌汽车外板烘烤硬化钢及其制造方法.pdf

是翠****ng

1/8
2/8
3/8
4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种热镀锌汽车外板烘烤硬化钢及其制造方法.pdf
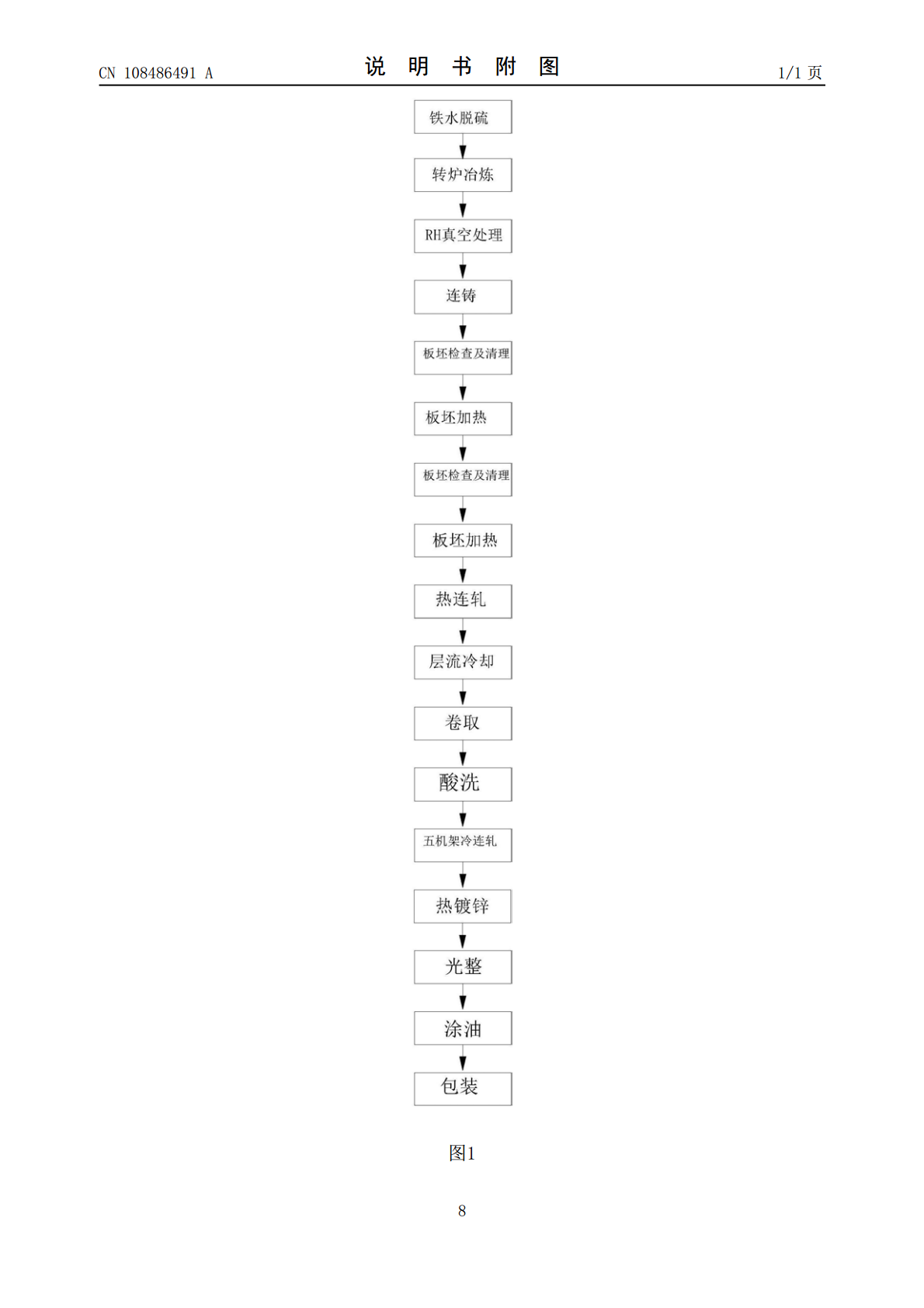
本发明涉及种热镀锌汽车外板烘烤硬化钢,其化学成分如下:C:0.0018~0.0030%、Si:0.18~0.27%、P:0.030~0.050%、Mn:0.45~0.60%、Als:0.02~0.045%、Nb:0.006~0.010%、Ti:0.001~0.005%,限制元素:S:0.008%以下、N:0.003%以下,余量为Fe,制造方法,包括以下步骤:首先经铁水脱硫、转炉冶炼、RH真空处理;然后将钢水进行连续铸造成钢坯,连铸坯经热连轧成钢带,用酸轧联合机组对热轧钢带进行酸洗;随后进行5道次的冷轧,经
一种热镀锌钢及其制造方法.pdf
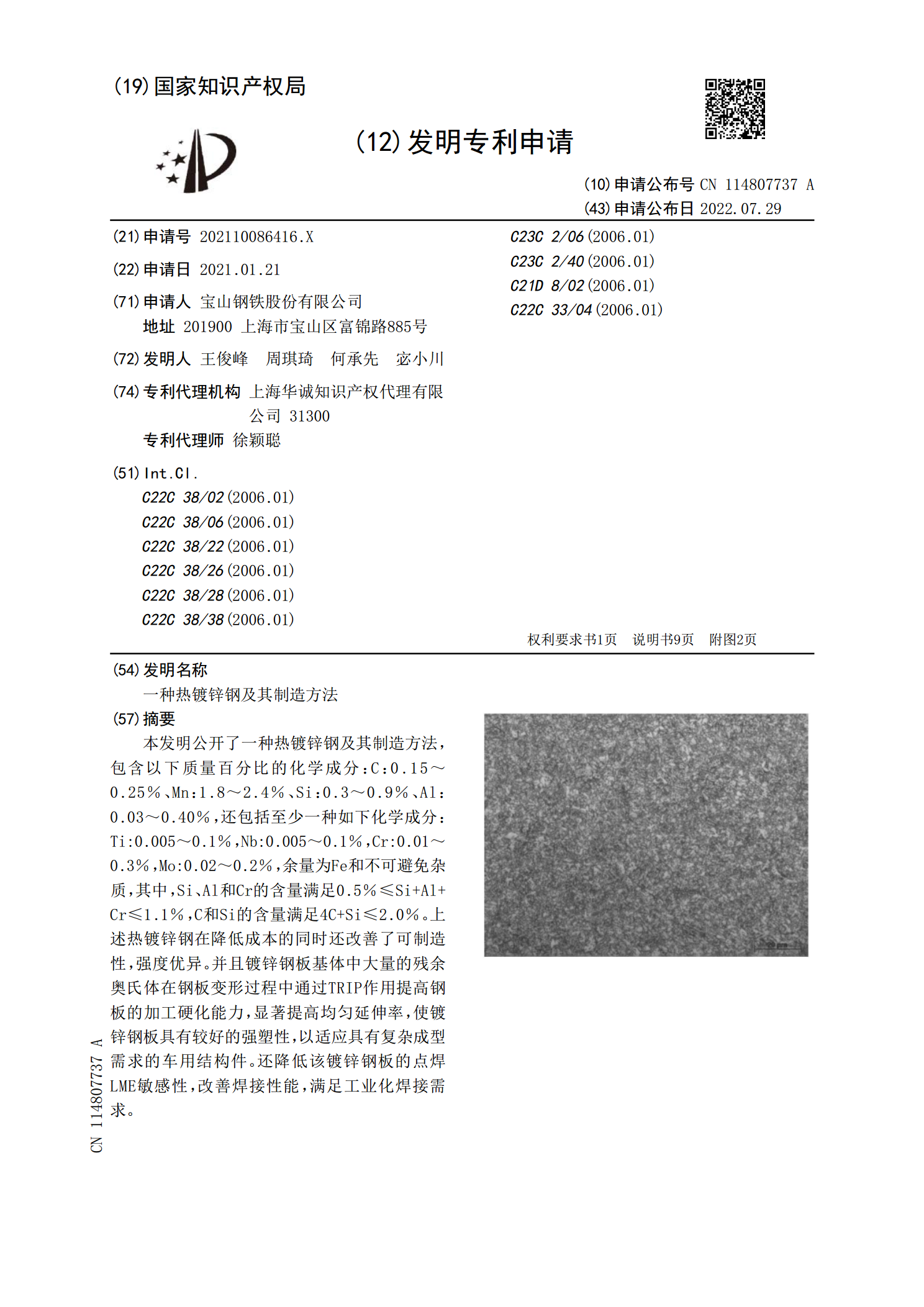
本发明公开了一种热镀锌钢及其制造方法,包含以下质量百分比的化学成分:C:0.15~0.25%、Mn:1.8~2.4%、Si:0.3~0.9%、Al:0.03~0.40%,还包括至少一种如下化学成分:Ti:0.005~0.1%,Nb:0.005~0.1%,Cr:0.01~0.3%,Mo:0.02~0.2%,余量为Fe和不可避免杂质,其中,Si、Al和Cr的含量满足0.5%≤Si+Al+Cr≤1.1%,C和Si的含量满足4C+Si≤2.0%。上述热镀锌钢在降低成本的同时还改善了可制造性,强度优异。并且镀锌钢板

一种烘烤硬化钢的生产方法.pdf
本发明涉及一种烘烤硬化钢的生产方法,工艺路线为铁水预处理—LD—RH—CC,其中,RH炉精炼中利用真空将钢水中的碳脱至8‑10ppm后,直接使用增碳剂调整碳含量;增碳剂加入量分别为:1)浇次首罐,增碳剂加入量=((钢水目标碳含量%‑0.0009%)*10^3)kg/t‑4.62*10^(‑3)kg/t;2)钢水罐渣线回数小于20回,增碳剂加入量=(钢水目标碳含量%‑0.0009%)*10^3)kg/t‑1.92*10^(‑3)kg/t。该方法使烘烤硬化钢中包碳含量的做成率达到100%,稳定了轧制后钢卷的性

一种钢塑板及其制造方法.pdf
本发明提供一种钢塑板及其制造方法,制造方法包括如下步骤:S1:由第一材料形成的第一材料层进行剪切备用;由第二材料形成第二材料层进行剪切备用;由第三材料形成夹层进行剪切备用;S2:第一材料层放置在压合机上;S3:首先在第一材料层上放置一张第一高分子膜,然后夹层放置在第一高分子膜上,最后在夹层上放置一张第二高分子膜;S4:放置定位模块,以将夹层进行位置限位;S5:第二材料层放置在定位模块中;S6:压合机将第二材料层、夹层和第一材料层压合;S7:移走定位模块,形成钢塑板;S8:采用模具把钢塑板的第一材料层的预留
汽车外板用合金化热镀锌IF钢镀层精准控制生产方法.pdf
本发明公开了一种汽车外板用合金化热镀锌IF钢镀层精准控制生产方法,该方法首先按照用户需求选择不同系的IF钢成分进行冶炼,热轧过程中,加热温度为1200‑1230℃,均热时间为120‑160分钟;酸轧过程中,酸洗速度小于等于160m/min,板形不平度保持在0‑3mm内,退火镀锌时锌液温度为455‑458℃,有效Al含量为0.11%‑0.12%,入锌锅温度为450‑460℃,通过合金化感应加热功率直接来控制镀层结构。本发明直接利用控制合金化功率来实现GA外板镀层相结构精准控制,不仅调节效率更高,而且减少了合