
铁铜合金棒材制备方法.pdf

灵波****ng

1/10

2/10
3/10
4/10

5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
铁铜合金棒材制备方法.pdf
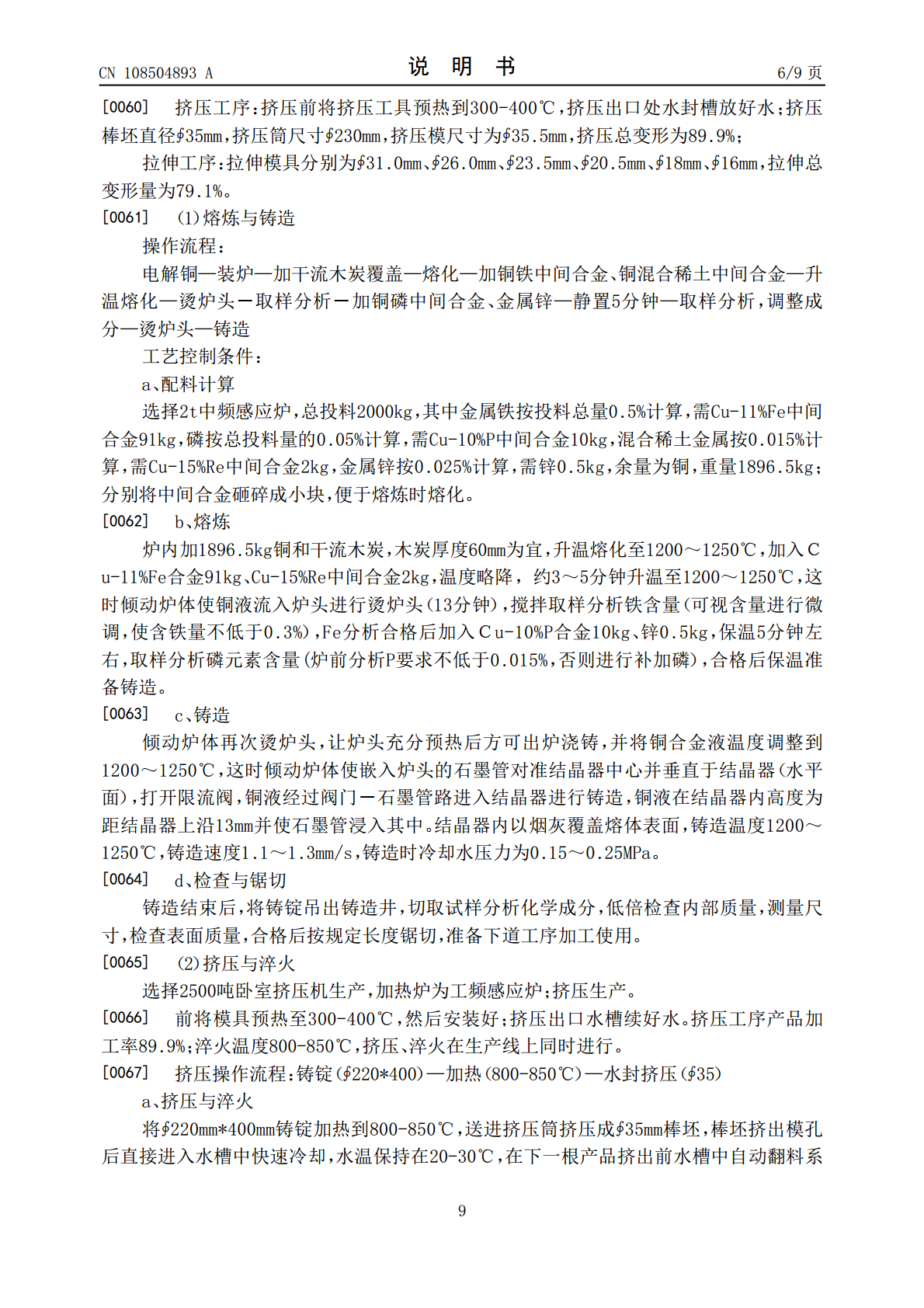
铁铜合金棒材制备方法属于热处理制备工艺技术领域,尤其涉及一种铁铜合金棒材制备方法。本发明提供一种可制备高性能铁铜合金棒材的铁铜合金棒材制备方法。本发明包括以下步骤:1)熔炼与铸造;2)挤压与淬火;3)拉伸与时效;所述步骤1)熔炼与铸造包括以下步骤:电解铜—装炉—加木炭覆盖—熔化—加铜铁中间合金、铜混合稀土中间合金—升温熔化—烫炉头-取样分析—加铜磷中间合金、金属锌—静置—取样分析、调整成分—烫炉头—铸造;所述步骤2)挤压与淬火包括以下步骤:铸锭—加热—挤压—淬火;所述步骤3)拉伸与时效包括以下步骤:挤压棒
一种高强高导铜合金棒材的制备方法.pdf
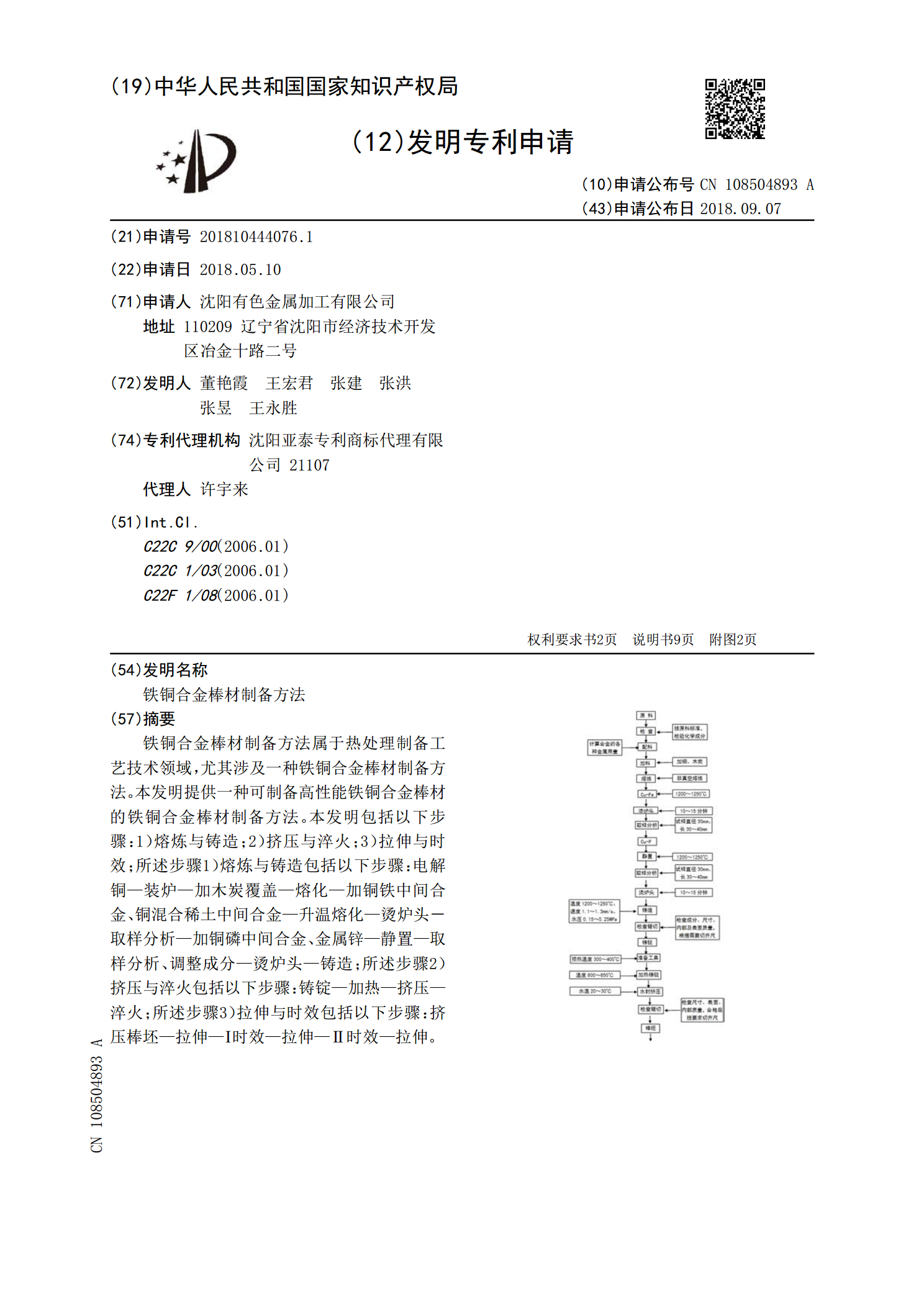
本发明公开了一种高强高导铜合金棒材的制备方法,具体为:将Cu‑Nb中间合金、Cr粒和Cu块放置在坩埚中,在有氩气保护的感应熔炼炉中进行熔炼,得到Cu‑Cr‑Nb合金液;将Cu‑Cr‑Nb合金液在细直径石墨模具中浇注、冷却,得到Cu‑Cr‑Nb合金棒材;将棒材放入热处理炉中进行固溶、时效热处理,经机械加工,即得到Cu‑Cr‑Nb合金棒材成品。本发明通过采用细直径石墨模具浇注冷却法制备的Cu‑Cr‑Nb合金,提高了合金的冷却速率,使得合金的组织得到细化,同时大幅提升Cr、Nb元素在Cu基体中的固溶度。经时效处
一种高强镍铜合金冷拔时效棒材的制备方法.pdf
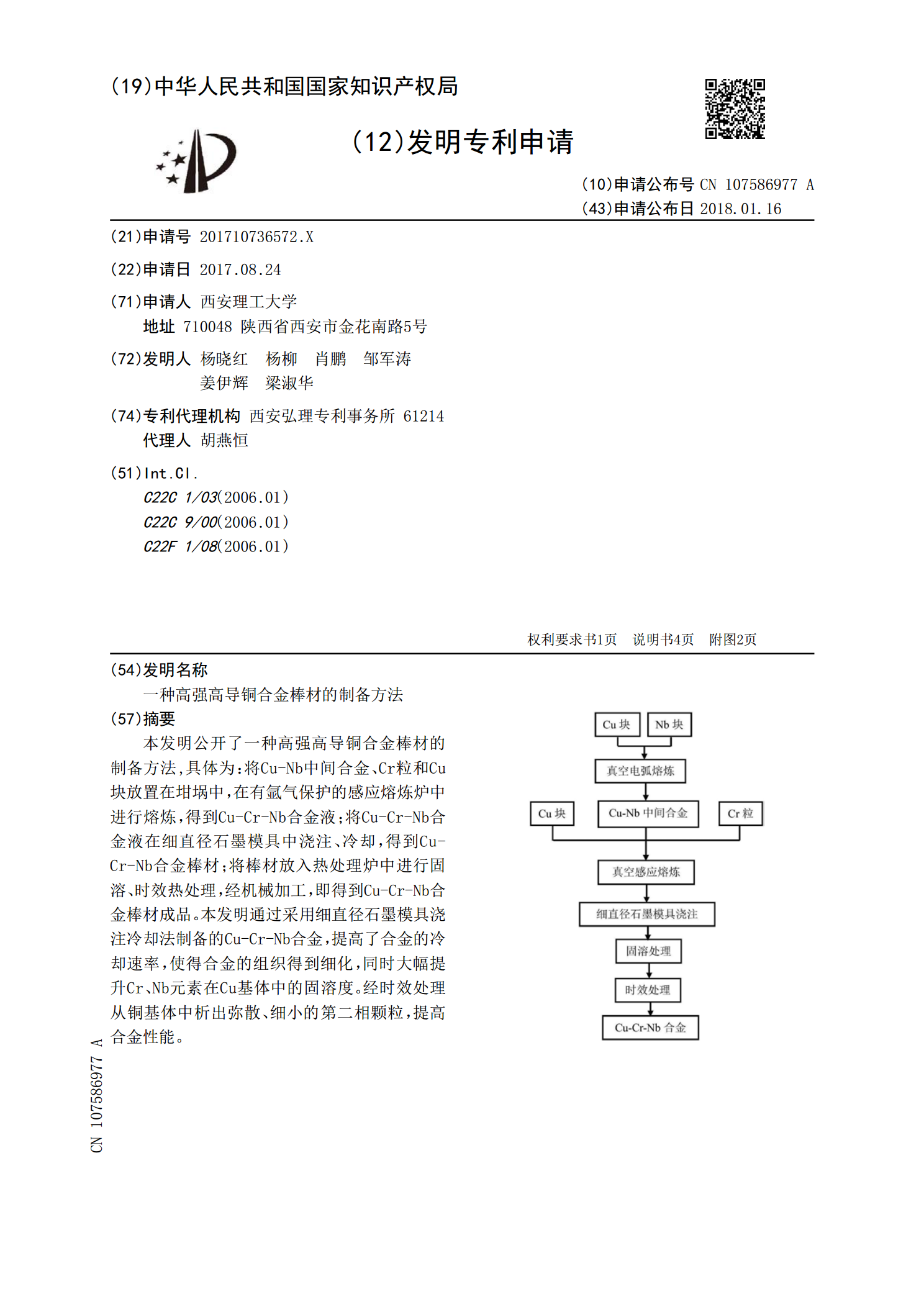
本发明公开了一种高强镍铜合金冷拔时效棒材的制备方法,其包括多火次冷拔及过程热处理、低温固溶处理和时效处理工序;所述多火次冷拔及过程热处理工序:第一次冷变形的累计变形量为20%~40%,第一次过程热处理的温度为550℃~650℃;第二次冷变形的累计变形量为20%~30%,第二次过程热处理的温度为780℃~870℃;第三次冷变形的累计变形量为15%~30%;所述时效处理工序:采用两阶段时效;第一阶段时效,棒材热装至540℃~620℃加热炉,保温10h~15h;第二阶段时效,以8℃/h~10℃/h降温至460℃

一种青铜合金棒材的半固态挤压制备方法.pdf
本发明通过调整各合金元素的配比,在较大锡含量的同时,加入较大含量的铋以取代铅,并适量添加了Zn、Fe、Ni等微量的合金元素,通过控制熔炼工艺、熔体搅拌速度以及通过流量、挤出温度、挤出速度和挤压比等参数,再辅以相配的热处理工艺,获得了性能优异的青铜合金棒材。

一种易切削的铝铜合金挤压棒材及其制备方法.pdf
本发明提供一种易切削的铝铜合金挤压棒材及其制备方法,铝铜合金挤压棒材由以下质量百分比的成分组成:Cu3.5~4.5%,Mg0.6~0.9%,Mn0.6~1.0%,Cr0.4~0.6%,Ce0.15~0.25%,B0.06~0.1%,Ti0.01~0.02%,C0.0004~0.0008%,Sn0.8~1.2%,Bi0.3~0.5%,Fe≤0.2%,Si≤0.1%,余量为Al和其它杂质元素,其制备方法依次包括配料、熔炼铝铜合金液、炉内喷吹精炼除气除杂、在线晶粒细化、在线除气过滤、半连续铸