
一种铁基粉末冶金摩擦轮的制备方法.pdf

雨星****萌娃


1/7
2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铁基粉末冶金摩擦轮的制备方法.pdf
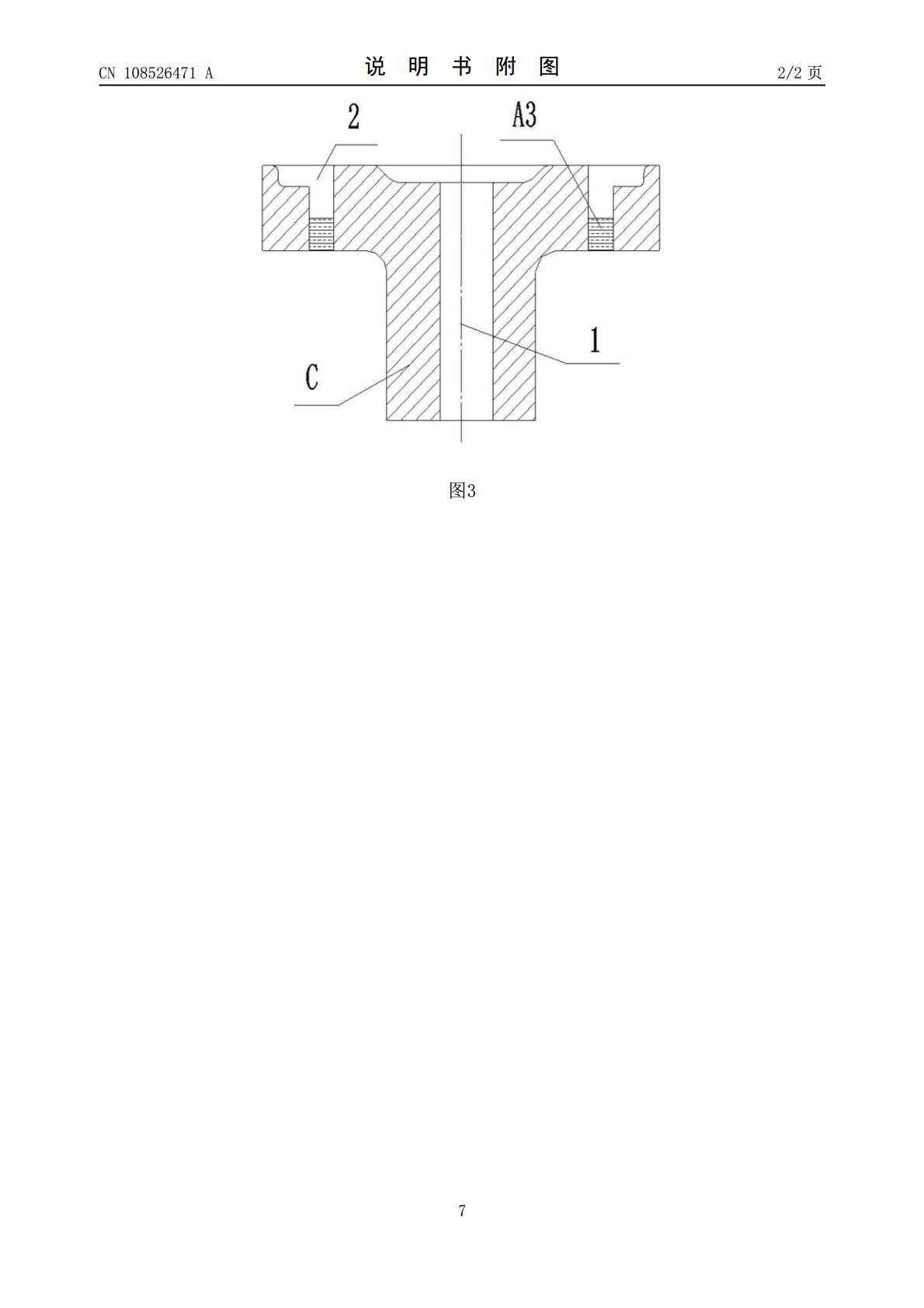
本发明公开了一种铁基粉末冶金摩擦轮的制备方法,采用铁粉末软磁材料制成坯料A1和A2,将坯料A1和A2在氨分解和液氮混合气体保护气氛下进入连续烧结炉烧结,用FWCuSn6Zn6Pb3‑Ⅲ锡青铜粉末制成坯料A3,将A1,A2和A3连接在一起形成组合件C,将组合零件C放入氢气烧结炉中进行烧结,冷却后出炉,对烧结后的零件C半圆内孔进行精整形处理,将橡胶圈粘结在零件C的环形槽内得到成品。由于用不同气氛保护,二次烧结,锡青铜环和摩擦轮软磁基体材料烧结结合紧密,消除了机加工镶嵌铜环摩擦轮使用中铜环脱落等现象,达到了制备

一种铁基粉末冶金摩擦材料及其制备方法.pdf
本发明属于冶金摩擦材料技术领域,公开了一种铁基粉末冶金摩擦材料及其制备方法,将铁粉、铜粉、石墨、铅、氧化硅分别进行过筛,并将上述材料进行搅拌混合;将铁粉放入到中还原炉中,并向还原炉中加入惰性气体,对铁粉进行还原处理;还原处理过程分为一次和二次还原过程;选取需要处理的钢板,对钢板进行预处理;预处理完成后,在钢板上镀上一侧铁层;铁层镀完成后,将步骤一中的混合物撒在钢板上;将钢板放入到高温炉中进行加热烧制脱气,形成铁基粉末冶金摩擦层。本发明在铁基粉末冶金摩擦材料中加入铜,提高材料的性能,摩擦系数稳定,抗粘接,卡

车用铁基粉末冶金复合摩擦材料及其制备方法.pdf
本发明公开了车用铁基粉末冶金复合摩擦材料及其制备方法。该制备方法先将基体粉末材料和成型剂混合均匀,倒入模具压制成细长杆状,将各细长杆状压坯,分隔开,装入烧结炉中,在通入氮气或氢气的条件下温升,得到铁基粉末冶金摩擦材料;剪切、粉碎,过筛;以质量百分比计,将腰果油改性酚醛树脂10‐20%、铁基粉末冶金摩擦材料30‐60%、增强纤维10‐20%、磨料5?15%、润滑材料10‐20%和填料5‐20%共混均匀;所得混合粉料热压成型,在150‐180℃保温,冷却至室温,出炉。本发明摩擦材料保留了粉末冶金摩擦材料具有稳
一种铁基粉末冶金棘轮的制备方法.pdf
本发明公开了一种铁基粉末冶金棘轮的制备方法,其由以下原料制得,铝粉50‑60份、镁粉40‑50份、辰砂粉3‑8份、三氧化二锡3‑11份、磁铁矿粉10‑20份、氮化硅2‑8份、纳米金刚石粉2‑4份、硼化铪1‑6份、硅化钨6‑8份、硅化锆4‑8份、助剂12‑16份,其中助剂由甲基丙烯酸二甲氨基乙酯溴代烷季铵盐‑苯乙烯共聚物、聚氧丙烯甘油醚、聚苯乙烯微球按照重量比1:1‑5:2组成的。本发明方法制备得到的铁基粉末冶金棘轮具有较好强、硬度,性能优异,抗磨损、耐热性能好,可在高负荷、高温条件等苛刻的条件下工作,可大

一种铁铜基复合摩擦材料的制备方法.pdf
一种铁铜基复合摩擦材料的制备方法,原料经过配料混合后,经冷压后再高温热压烧结获得,采用450~550MPa的压强进行模压成型;将压坯置于加热炉并于氮气保护气氛中进行加压烧结,烧结工艺为:1000℃、2.5~2.8MPa压力下保温2~3h,随炉冷却;本发明的摩擦材料经冷压后再高温热压烧结获得,发挥铁铜两者各自的优点,同时,将比模量、比强度高的碳纤维,应用到铁铜基摩擦材料中,增强基体强度,提高冲击韧性,减小制动噪音,摩擦系数合适,高温耐磨性优良。