
一种刮板输送机用高耐磨槽帮及其制造方法.pdf

Th****84

1/6
2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种刮板输送机用高耐磨槽帮及其制造方法.pdf
本发明提供了一种刮板输送机用高耐磨槽帮及其制造方法,以Si、Mn、Cr为主要合金元素,同时添加少量的Mo、Ni和B元素,其成分为:C0.25‑0.45%;Si0.50‑0.80%,Mn2.60~3.00%,Cr.0.60~0.80%,Mo0.20~0.30%,Ni0.50~0.70%,B0.005~0.008%,余量为Fe及不可避免的杂质,采用树脂砂造型、电弧炉熔炼和底注包浇注,并通过900℃正火、875℃淬火、380℃回火的热处理工艺,本发明高耐磨槽帮具有高强度、高硬度和高韧性的良好综合性能,具有优良的

刮板输送机槽帮及刮板结构分析.docx
刮板输送机槽帮及刮板结构分析刮板输送机是一种常见的物料输送设备,广泛应用于矿山、化工、冶金等行业。它通过刮板的运动,将物料从一点输送至另一点,具有输送量大、输送距离远、结构简单等优点。本论文将对刮板输送机的槽帮及刮板结构进行分析,并探讨其对设备性能的影响。一、刮板输送机的槽帮分析刮板输送机的槽帮是刮板输送机的主要承载部件之一,起到支撑、保护和导向物料的作用。槽帮的结构设计直接关系到刮板输送机的运行稳定性和使用寿命。1.槽帮材料的选择:槽帮一般采用钢板焊接而成,材料的选择要考虑到强度、刚度和耐磨性等因素。常
一种刮板输送机中部槽磨损检测装置及其检测方法.pdf
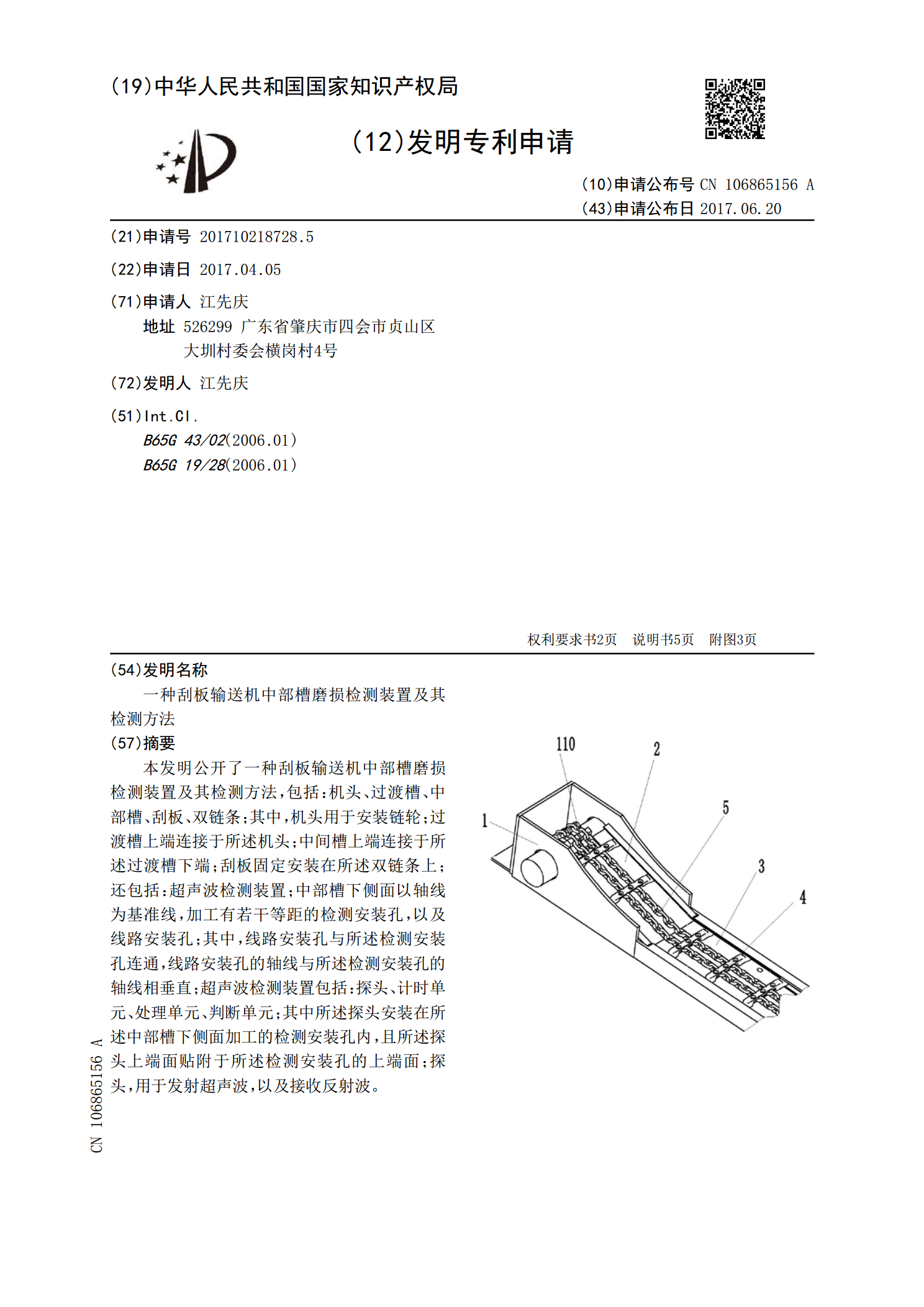
本发明公开了一种刮板输送机中部槽磨损检测装置及其检测方法,包括:机头、过渡槽、中部槽、刮板、双链条;其中,机头用于安装链轮;过渡槽上端连接于所述机头;中间槽上端连接于所述过渡槽下端;刮板固定安装在所述双链条上;还包括:超声波检测装置;中部槽下侧面以轴线为基准线,加工有若干等距的检测安装孔,以及线路安装孔;其中,线路安装孔与所述检测安装孔连通,线路安装孔的轴线与所述检测安装孔的轴线相垂直;超声波检测装置包括:探头、计时单元、处理单元、判断单元;其中所述探头安装在所述中部槽下侧面加工的检测安装孔内,且所述探头
刮板输送机中部槽再制造耐磨花纹堆焊方法研究.pptx
添加副标题目录PART01耐磨花纹堆焊技术的定义耐磨花纹堆焊技术的应用范围耐磨花纹堆焊技术的优势PART02刮板输送机中部槽磨损问题耐磨花纹堆焊技术的必要性耐磨花纹堆焊技术的研究现状PART03耐磨花纹堆焊材料的选择耐磨花纹堆焊工艺参数的确定耐磨花纹堆焊质量检测与评价PART04实验设备与实验材料实验过程与实验结果实验结果的分析与讨论PART05耐磨花纹堆焊技术在刮板输送机中部槽再制造中的应用耐磨花纹堆焊技术在其他领域的应用前景耐磨花纹堆焊技术的推广策略与措施PART06研究结论研究不足与展望感谢您的观看
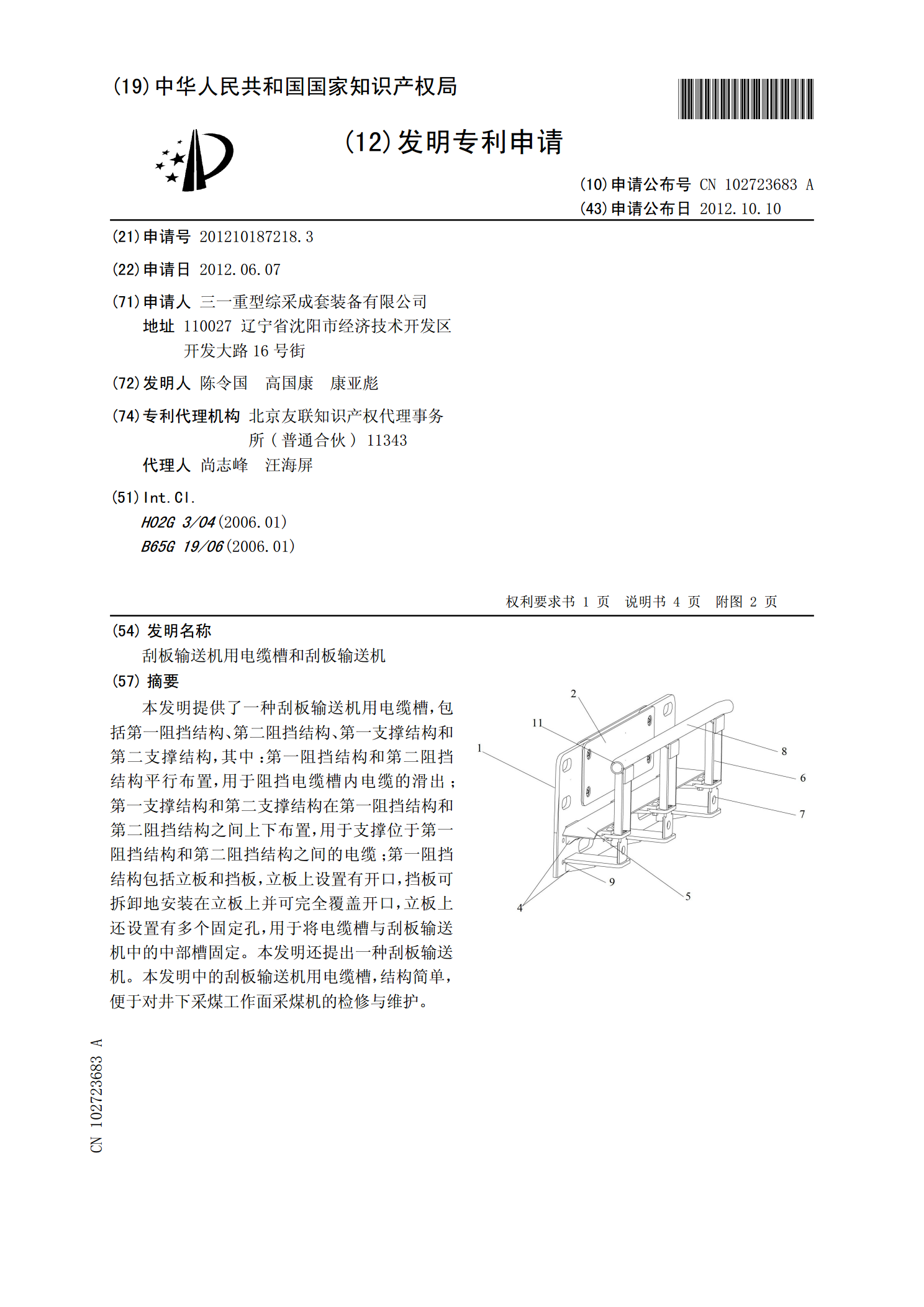
刮板输送机用电缆槽和刮板输送机.pdf
本发明提供了一种刮板输送机用电缆槽,包括第一阻挡结构、第二阻挡结构、第一支撑结构和第二支撑结构,其中:第一阻挡结构和第二阻挡结构平行布置,用于阻挡电缆槽内电缆的滑出;第一支撑结构和第二支撑结构在第一阻挡结构和第二阻挡结构之间上下布置,用于支撑位于第一阻挡结构和第二阻挡结构之间的电缆;第一阻挡结构包括立板和挡板,立板上设置有开口,挡板可拆卸地安装在立板上并可完全覆盖开口,立板上还设置有多个固定孔,用于将电缆槽与刮板输送机中的中部槽固定。本发明还提出一种刮板输送机。本发明中的刮板输送机用电缆槽,结构简单,便于