
一种铝合金型搅拌摩擦焊专用焊接头及其制备工艺.pdf

是笛****加盟

1/9
2/9
3/9
4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金型搅拌摩擦焊专用焊接头及其制备工艺.pdf
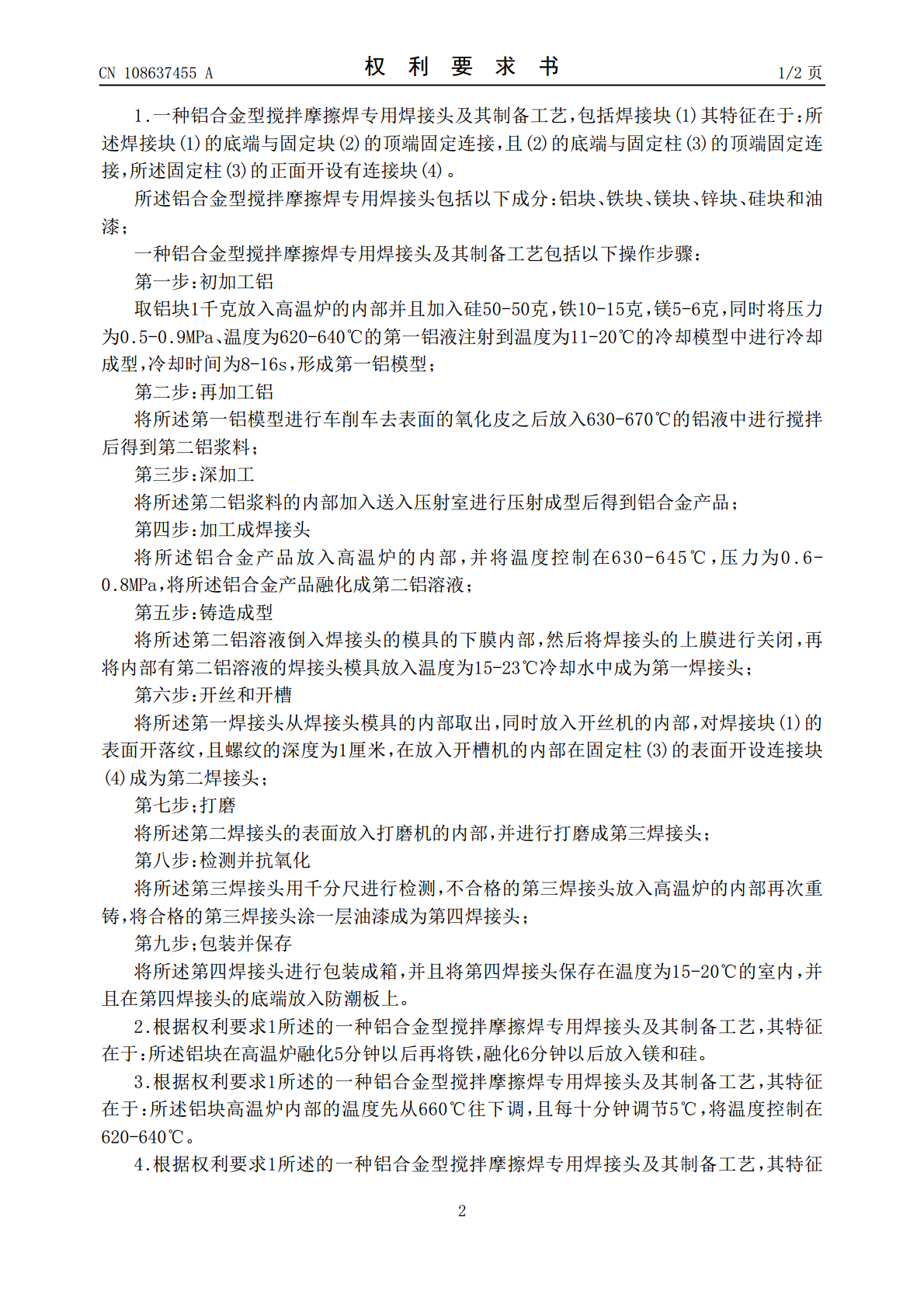
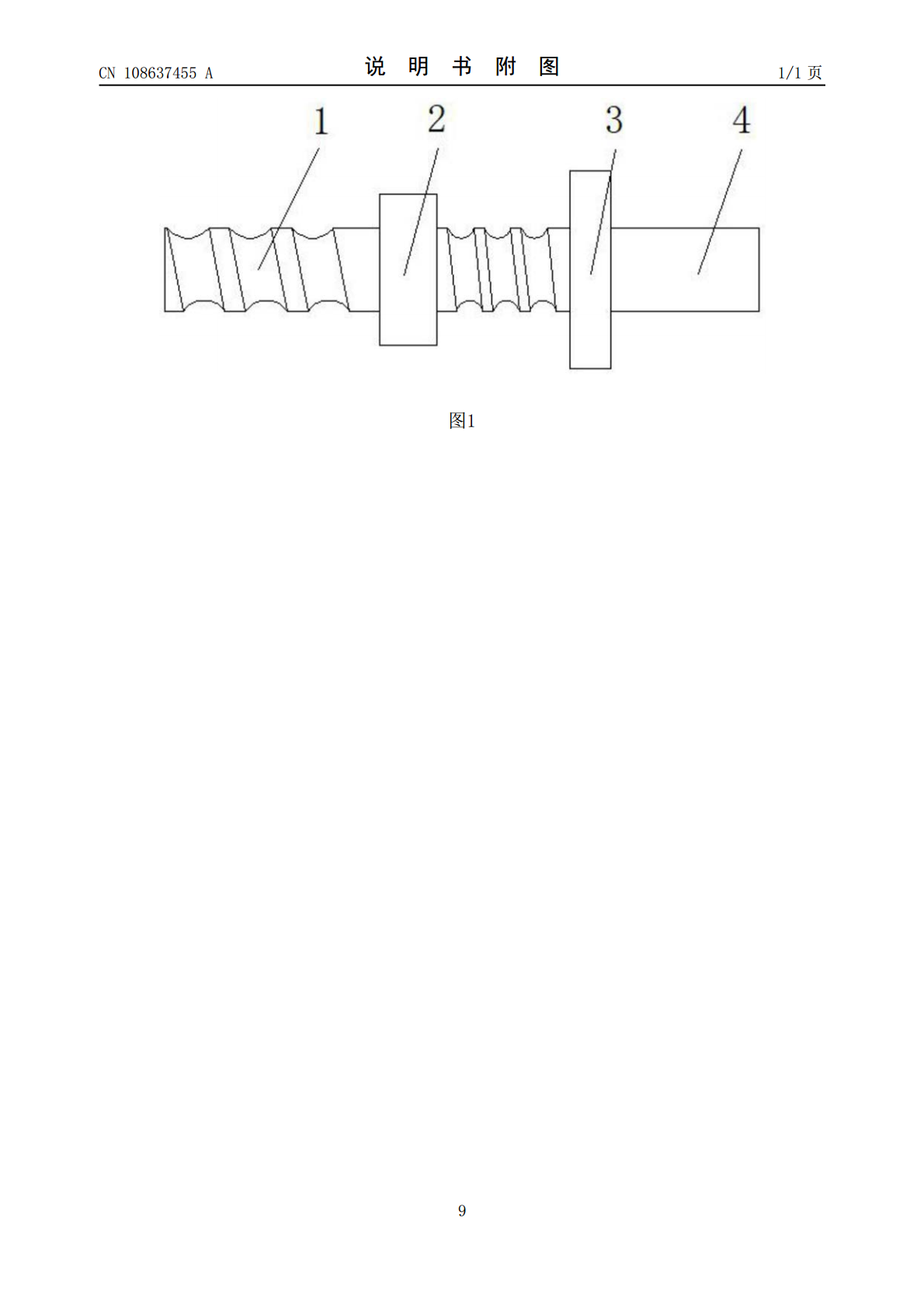
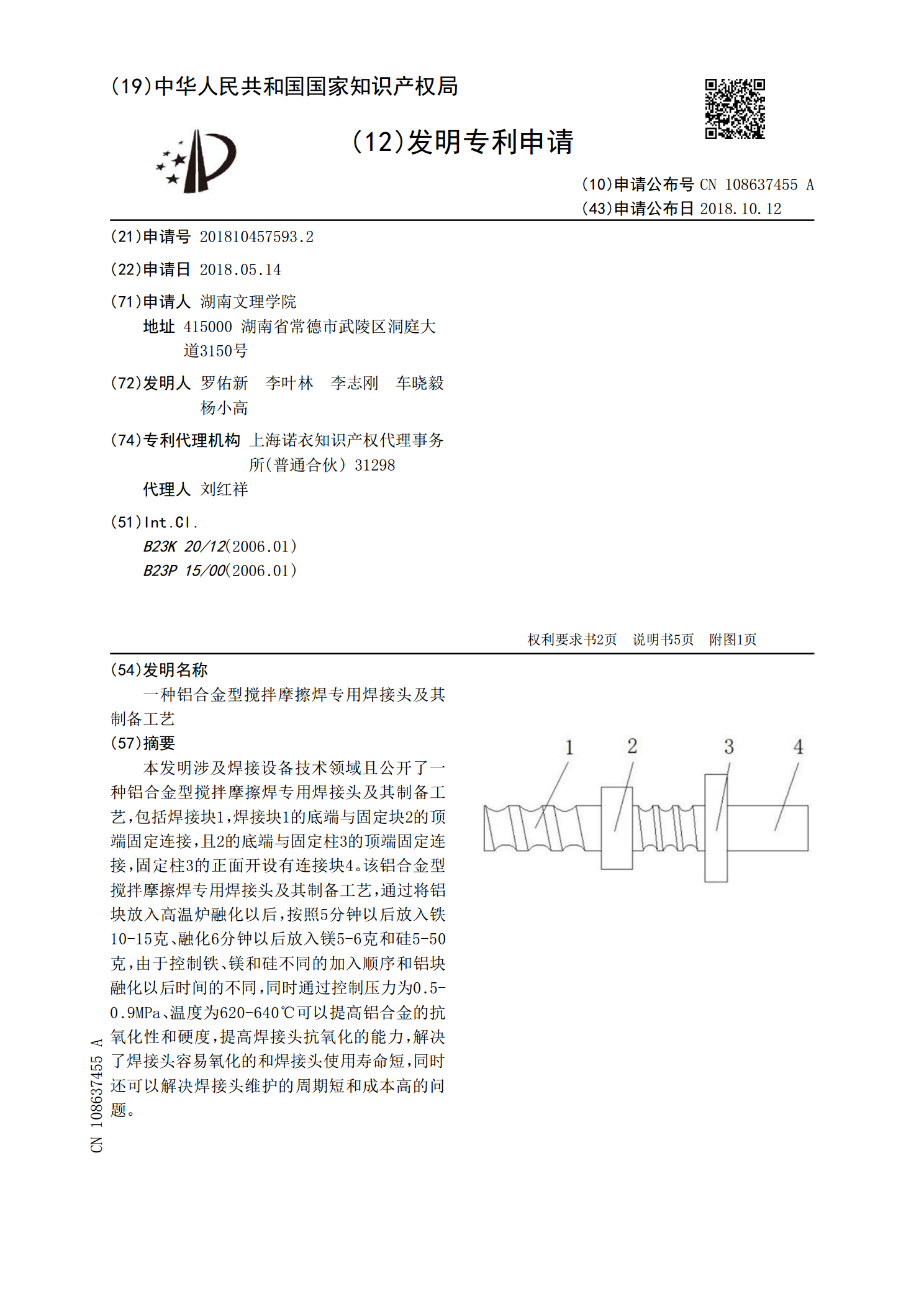
本发明涉及焊接设备技术领域且公开了一种铝合金型搅拌摩擦焊专用焊接头及其制备工艺,包括焊接块1,焊接块1的底端与固定块2的顶端固定连接,且2的底端与固定柱3的顶端固定连接,固定柱3的正面开设有连接块4。该铝合金型搅拌摩擦焊专用焊接头及其制备工艺,通过将铝块放入高温炉融化以后,按照5分钟以后放入铁10‑15克、融化6分钟以后放入镁5‑6克和硅5‑50克,由于控制铁、镁和硅不同的加入顺序和铝块融化以后时间的不同,同时通过控制压力为0.5‑0.9MPa、温度为620‑640℃可以提高铝合金的抗氧化性和硬度,提高焊

工艺参数对50836082铝合金搅拌摩擦焊T型接头组织与性能的影响.docx
工艺参数对50836082铝合金搅拌摩擦焊T型接头组织与性能的影响搅拌摩擦焊是一种新型的无焊接接头技术,已被广泛应用于航空航天、汽车、高速列车等领域。50836082铝合金是一种高强度、耐腐蚀性好的铝合金,具有广泛的应用前景。本文以50836082铝合金搅拌摩擦焊T型接头为研究对象,探讨工艺参数对接头组织与性能的影响。一、工艺参数搅拌摩擦焊的工艺参数包括搅拌头压力、转速、焊接时间和力,以及预热温度、焊接速度等。其中,搅拌头压力和转速是影响接头质量的主要因素。1.搅拌头压力搅拌头压力是指搅拌头在接头表面施加

一种用于优角接头搅拌摩擦焊焊具.pdf
本发明公开了一种用于优角接头搅拌摩擦焊焊具,本发明提供的焊具包含:轴肩、搅拌针、轴承。轴肩与搅拌针之间通过轴承实现相对运动,搅拌针旋转,轴肩静止,用于优角(大于180°)角接头搅拌摩擦焊。轴肩沿焊接方向具有流线形状的特殊外形,焊接前端呈船型张开,减小焊接阻力,后端贴实接头,起到碾压、成形焊缝作用;轴肩沿焊缝截面方向呈近似接头的优角,具有包拢材料的型面特征。搅拌针与轴肩同轴装配,两者具有合适的间隙,并设计特殊的螺纹结构和塑化材料停留空间。通过本发明,可以实现优角接头搅拌摩擦焊,焊缝保持优角外形,并且焊缝几乎

2524铝合金的搅拌摩擦焊对接工艺.docx
2524铝合金的搅拌摩擦焊对接工艺摘要:搅拌摩擦焊是一种新型的固态连接技术,可以实现铝合金零件的高强度、高质量的连接。本文以2524铝合金的搅拌摩擦焊对接工艺为研究对象,通过调整焊接参数,对焊接接头的力学性能、显微组织和断口形貌进行了分析。结果表明,合适的焊接参数可以实现2524铝合金的优质连接,为相关领域的研究和应用提供了理论依据。关键词:搅拌摩擦焊;铝合金;2524;对接工艺一、引言搅拌摩擦焊是一种固态连接技术,通过在焊接接触面上施加搅拌力和摩擦热,使两个铝合金零件实现高强度的连接。相较于传统的焊接方

铝合金搅拌摩擦焊对搭接接头Hook缺陷研究.docx
铝合金搅拌摩擦焊对搭接接头Hook缺陷研究摘要:本文重点研究了铝合金搅拌摩擦焊对搭接接头Hook缺陷的解决方法。通过实验分析,我们发现缺陷主要由焊接参数和材料准备不当等原因造成。为了消除这些问题,我们提出了优化焊接参数和材料处理方法的建议,并推荐使用原位扫描电子显微镜方法对焊接接头进行检测和分析。我们认为将这些措施整合在一起,可以提高铝合金搅拌摩擦焊对搭接接头的质量和稳定性。关键词:铝合金搅拌摩擦焊;搭接接头;Hook缺陷引言:铝合金搅拌摩擦焊(FSW)作为一种新兴的焊接方法,具有许多优点,例如焊缝结构致