
一种用于多位并联加压铸造装置的独立液面加压控制系统及方法.pdf

一吃****继勇

1/10
2/10
3/10

4/10

5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种用于多位并联加压铸造装置的独立液面加压控制系统及方法.pdf
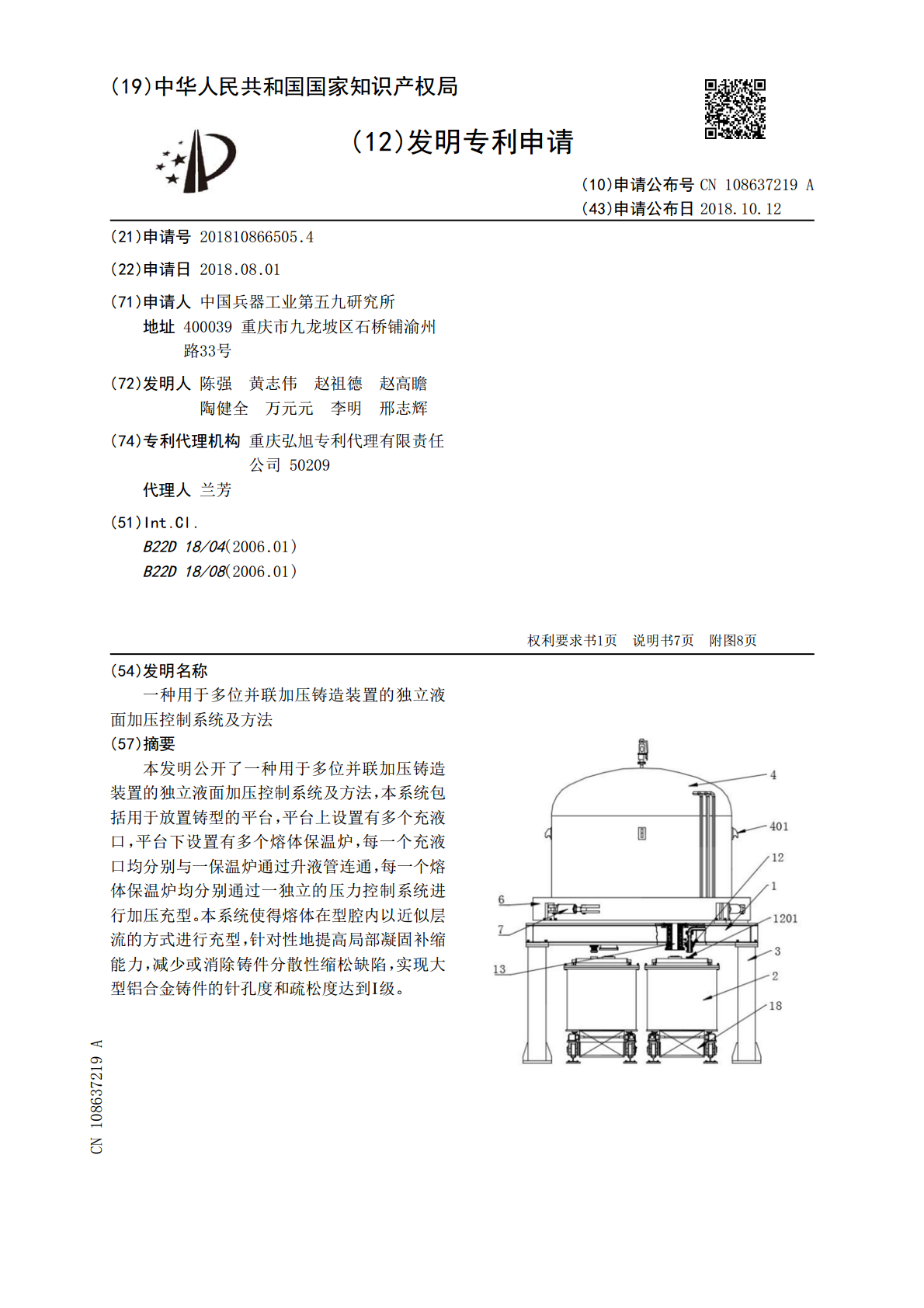
本发明公开了一种用于多位并联加压铸造装置的独立液面加压控制系统及方法,本系统包括用于放置铸型的平台,平台上设置有多个充液口,平台下设置有多个熔体保温炉,每一个充液口均分别与一保温炉通过升液管连通,每一个熔体保温炉均分别通过一独立的压力控制系统进行加压充型。本系统使得熔体在型腔内以近似层流的方式进行充型,针对性地提高局部凝固补缩能力,减少或消除铸件分散性缩松缺陷,实现大型铝合金铸件的针孔度和疏松度达到Ⅰ级。

一种用于多位并联加压铸造装置的并联同步液面加压控制系统及方法.pdf
本发明公开了一种用于多位并联加压铸造装置的并联同步液面加压控制系统及方法,本体系包括用于放置铸型的平台,平台上设置有多个充液口,平台下设置有多个熔体保温炉,每一个充液口均分别与一熔体保温炉通过升液管连通,每一个保温炉均通过同一压力控制系统进行升压充型;在所述平台外还设置有对铸型进行密封的罩体。本系统具有具有压力控制精度高、缩短金属液充型流程、液面同步稳定程度高等特点。
一种用于多位并联加压铸造装置的保温炉机构及其方法.pdf
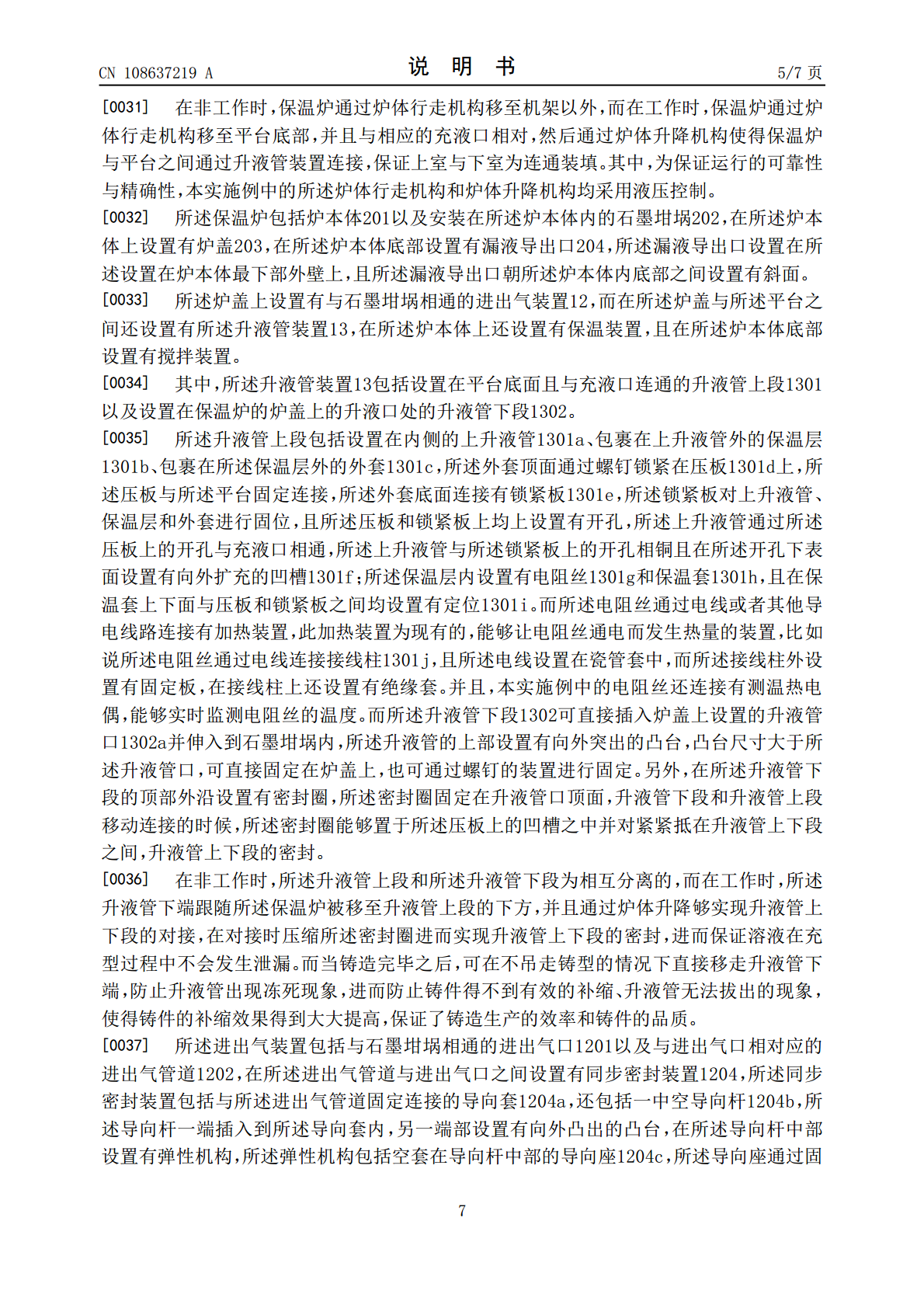
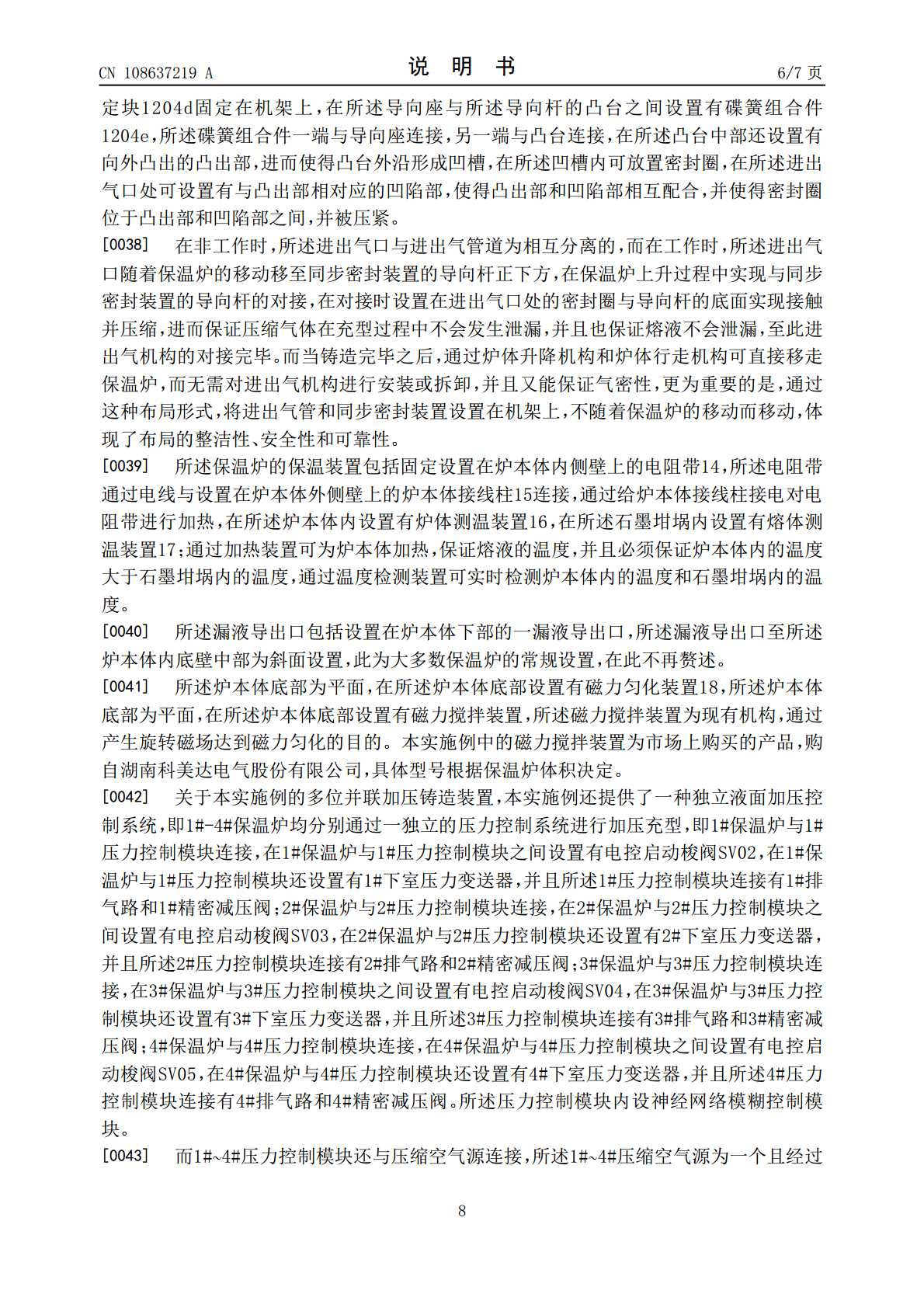
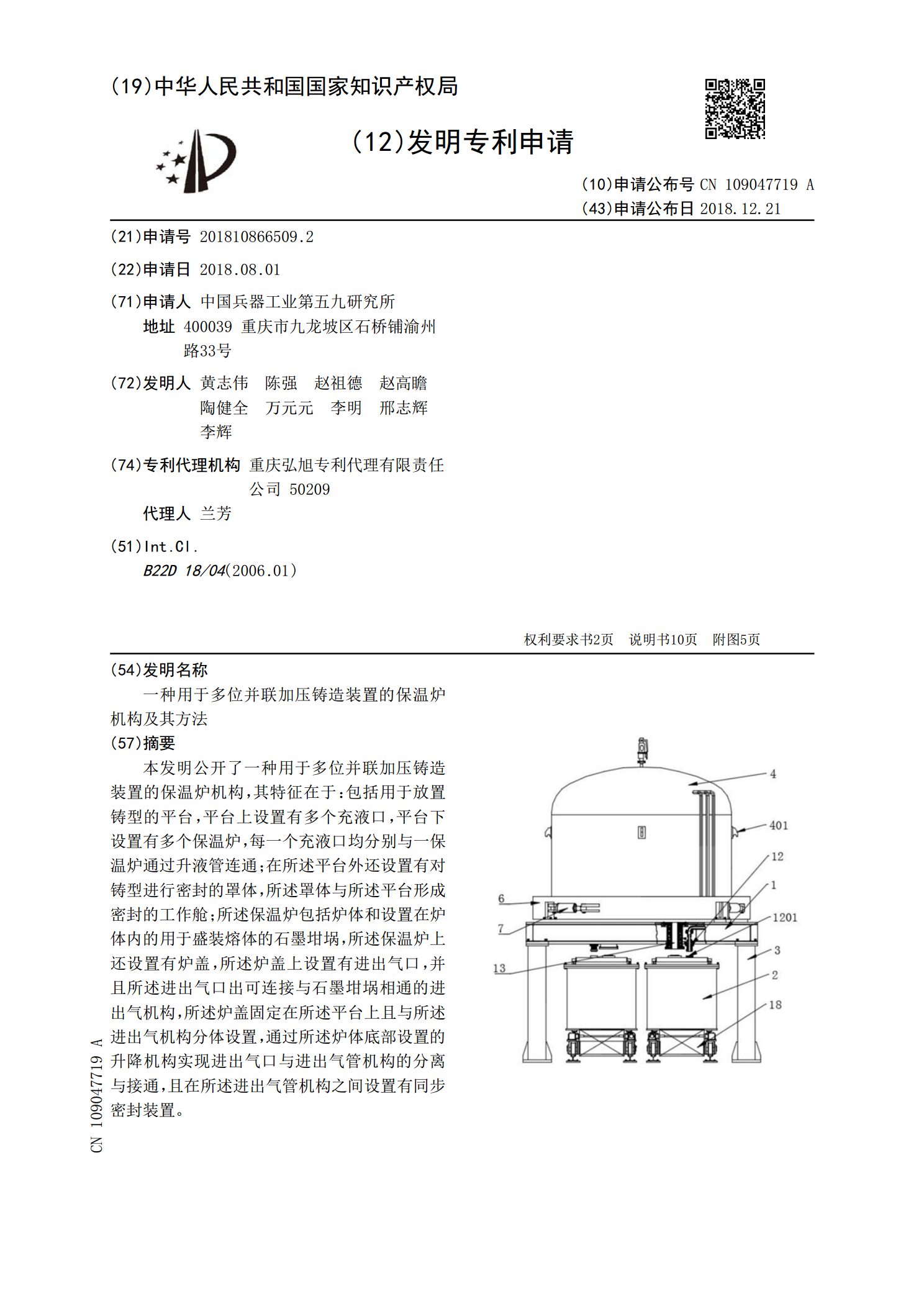
本发明公开了一种用于多位并联加压铸造装置的保温炉机构,其特征在于:包括用于放置铸型的平台,平台上设置有多个充液口,平台下设置有多个保温炉,每一个充液口均分别与一保温炉通过升液管连通;在所述平台外还设置有对铸型进行密封的罩体,所述罩体与所述平台形成密封的工作舱;所述保温炉包括炉体和设置在炉体内的用于盛装熔体的石墨坩埚,所述保温炉上还设置有炉盖,所述炉盖上设置有进出气口,并且所述进出气口出可连接与石墨坩埚相通的进出气机构,所述炉盖固定在所述平台上且与所述进出气机构分体设置,通过所述炉体底部设置的升降机构实现进

一种用于大型铝合金铸件的多位并联加压铸造装置及方法.pdf
本发明公开了一种用于大型铝合金铸件的多位并联加压铸造装置及方法,该装置包括平台,所述平台顶面为工作面,所述平台底部安置有保温炉,其特征在于:所述保温炉为两个或两个以上且每一个保温炉分别通过相互独立的升液装置与工作面相应的充液口连接,所述保温炉通过升液控制系统可实现独立或任意组合同步液面加压控制,在所述工作面上还设置有罩体,所述罩体与所述工作面形成密封的工作舱,还设置有对所述工作舱和/或保温炉的抽真空系统和惰性气体置换系统。本发明的装置具有自动化程度高、操作流程清晰、稳定性高、适用性强等特点。

一种用于液氦杜瓦的自加压装置及加压方法.pdf
一种用于液氦杜瓦的自加压装置及加压方法,旨在解决现有技术中液氦杜瓦加压方式容易造成氦气浪费,加压操作的成本较高的技术问题。本发明包括用以储存低温液化气体的杜瓦,杜瓦通过第一管道与外设的换热活塞连通,第一管道上设有增压阀门,换热活塞包括换热腔室和可在换热腔室中往复滑动的活塞杆,第一管道包括外管和内管,外管和内管中的气体流动相互独立,换热腔室包括第一侧壁和第二侧壁,第一侧壁上设有进气阀门,第二侧壁上设有排气阀门,进气阀门与外管远离杜瓦的一端通过第二管道相连,排气阀门与内管远离杜瓦的一端通过第三管道相连,内管的