
大规格双法兰铜合金轴套或铜合金轴瓦离心铸造方法.pdf

青团****青吖

1/10

2/10
3/10

4/10

5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
大规格双法兰铜合金轴套或铜合金轴瓦离心铸造方法.pdf
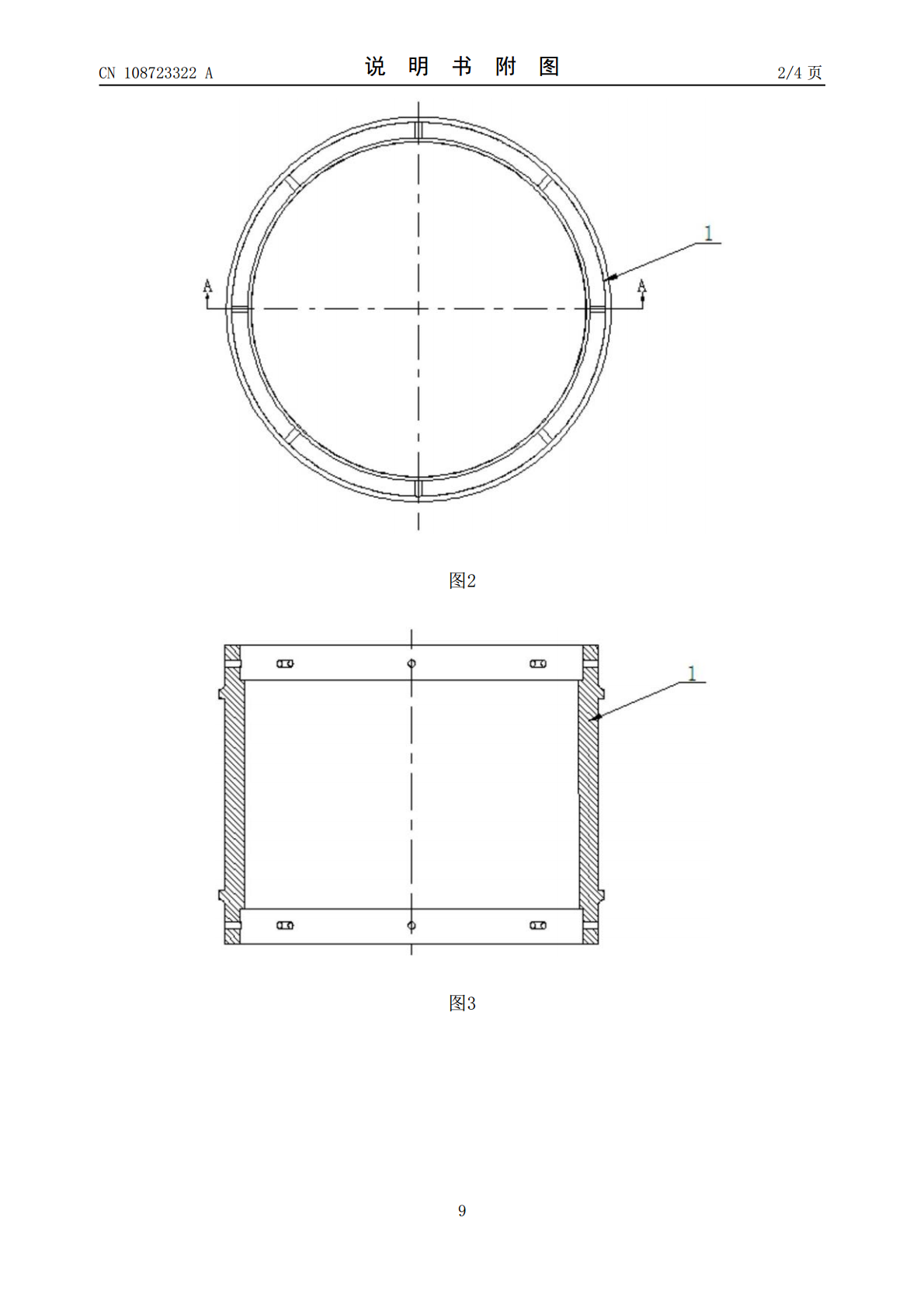
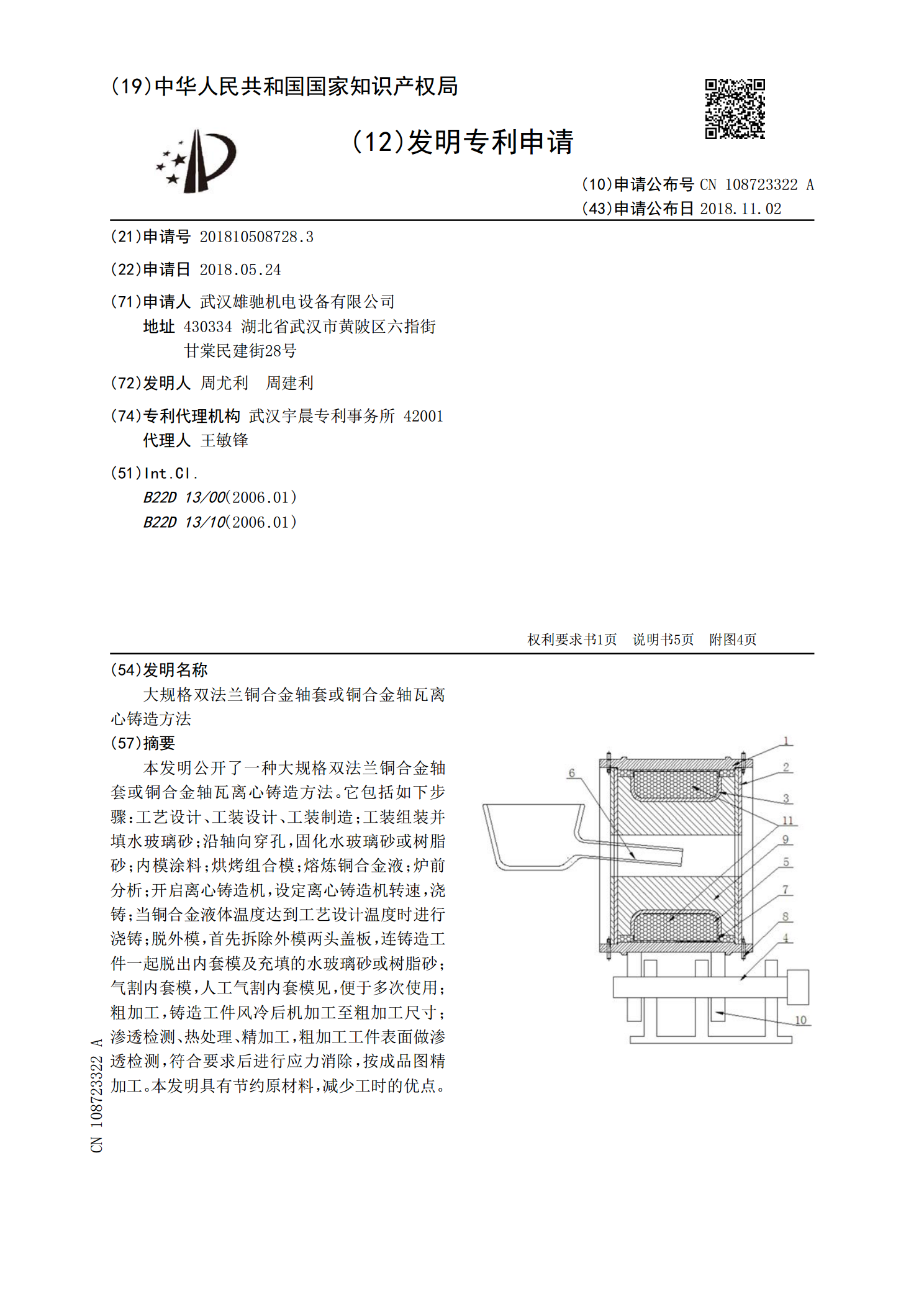
本发明公开了一种大规格双法兰铜合金轴套或铜合金轴瓦离心铸造方法。它包括如下步骤:工艺设计、工装设计、工装制造;工装组装并填水玻璃砂;沿轴向穿孔,固化水玻璃砂或树脂砂;内模涂料;烘烤组合模;熔炼铜合金液;炉前分析;开启离心铸造机,设定离心铸造机转速,浇铸;当铜合金液体温度达到工艺设计温度时进行浇铸;脱外模,首先拆除外模两头盖板,连铸造工件一起脱出内套模及充填的水玻璃砂或树脂砂;气割内套模,人工气割内套模见,便于多次使用;粗加工,铸造工件风冷后机加工至粗加工尺寸;渗透检测、热处理、精加工,粗加工工件表面做渗透

耐磨铜合金轴瓦材料的研究.docx
耐磨铜合金轴瓦材料的研究耐磨铜合金轴瓦材料的研究一、引言轴瓦是机械设备中常用的配件之一,其作用是在两个相对运动的零件之间提供支撑和摩擦减小的功能。由于轴瓦和配合轴承之间的摩擦、磨损是常见的问题,因此耐磨铜合金轴瓦材料的研究一直是学术界和工业界的关注焦点。本文将对耐磨铜合金轴瓦材料的研究进行探讨和分析。二、耐磨铜合金材料的特点耐磨铜合金是由铜和其他合金元素(如锡、铝、镍等)组成的一种材料,其具有以下特点:1.优秀的摩擦性能:耐磨铜合金具有较低的摩擦系数,可以减少机械设备在运行过程中的能量损失。2.良好的耐磨

铸造铜合金牌号表示方法.docx
铸造铜合金牌号表示方法铜合金是由铜及其他元素组成的合金材料。合金的牌号表示方法是对合金的成分、性能、用途等信息进行编码。在铸造铜合金领域,牌号的表示方法通常包括字母和数字的组合,这些组合代表着合金的具体特性和用途。本文将探讨铸造铜合金牌号表示方法的相关背景和应用。首先,我们来探讨铸造铜合金牌号表示方法的背景和意义。在铸造铜合金的生产和应用中,牌号是将合金的成分和性能进行分类和识别的重要工具。不同的牌号代表了不同的合金成分和性能特点,有助于人们正确选择和应用合金材料。牌号表示方法的推出,使得铸造铜合金领域的

铸造铜合金资料.doc
铸造锡青铜的化学成分(GB/T1176-1987)合金牌号合金名称化学成分(%)锡锌铅磷镍铜ZCuSn3Zn8Pb6Ni13—8—6—1锡青铜2.0~4.06.0~9.04.0~7.00.5~1.5其余ZCuSn3Zn11Pb43—11—4锡青铜2.0~4.09.0~13.03.0~6.0其余ZCuSn5Pb5Zn53—5—5锡青铜4.0~6.04.0~6.04.0~6.0其余ZCuSn10Pb110—1锡青铜9.0~11.50.5~1.0其余ZCuSn10Pb510—5锡青铜9.0~11.04.0~6.

铸造铜合金资料.doc
铸造锡青铜的化学成分(GB/T1176-1987)合金牌号合金名称化学成分(%)锡锌铅磷镍铜ZCuSn3Zn8Pb6Ni13—8—6—1锡青铜~~~~其余ZCuSn3Zn11Pb43—11—4锡青铜~~~其余ZCuSn5Pb5Zn53—5—5锡青铜~~~其余ZCuSn10Pb110—1锡青铜~~其余ZCuSn10Pb510—5锡青铜~~其余ZCuSn10Zn210—2锡青铜~~其余铸造锡青铜的杂质限量(GB/T1176-1987)合金牌号杂质限量,不大于(%)铁铝锑硅磷硫镍锡锌铅锰总和ZCuSn3Zn8P