
一种测量钢固、液相线温度的实验方法.pdf

慧娇****文章

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种测量钢固、液相线温度的实验方法.pdf
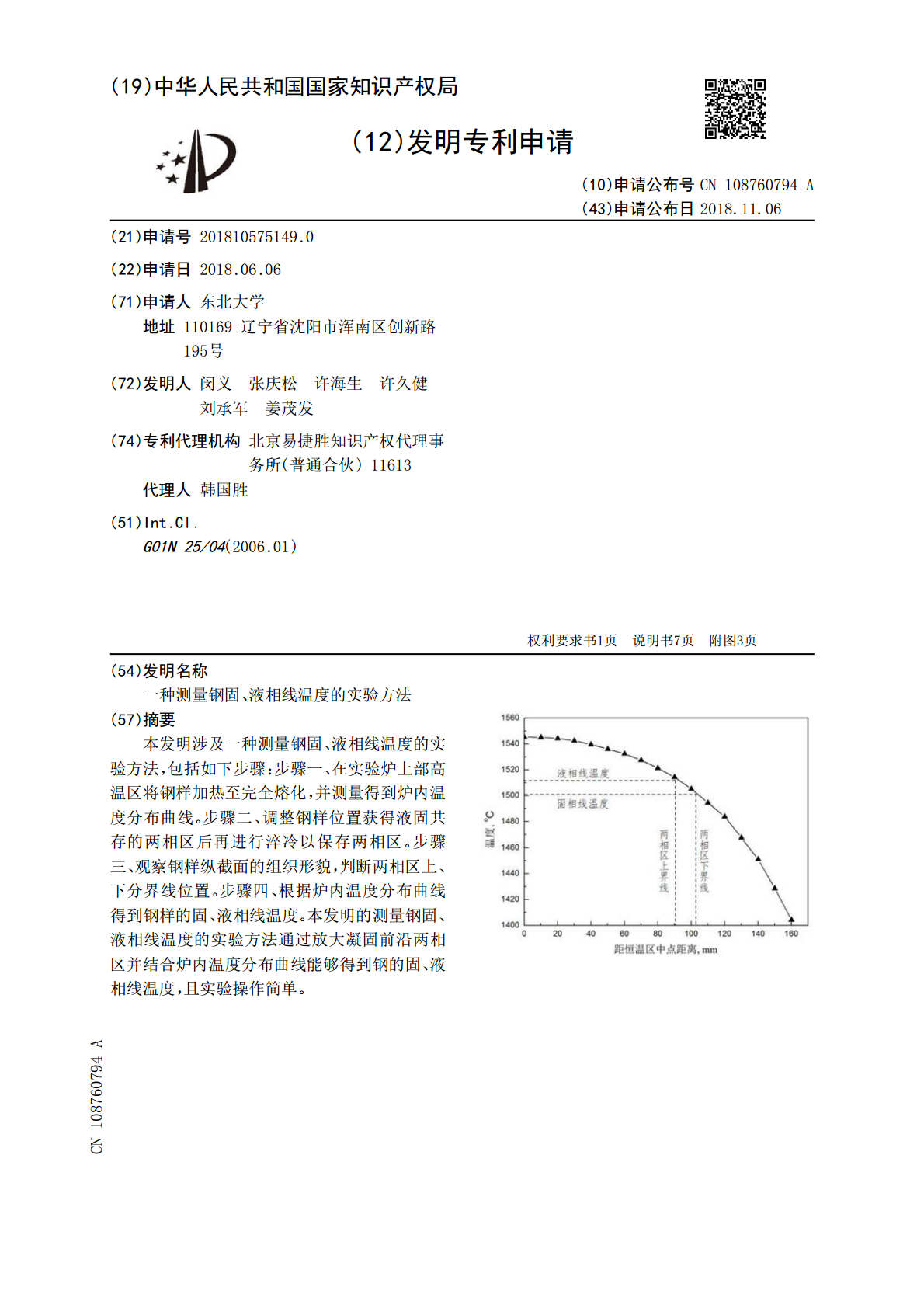
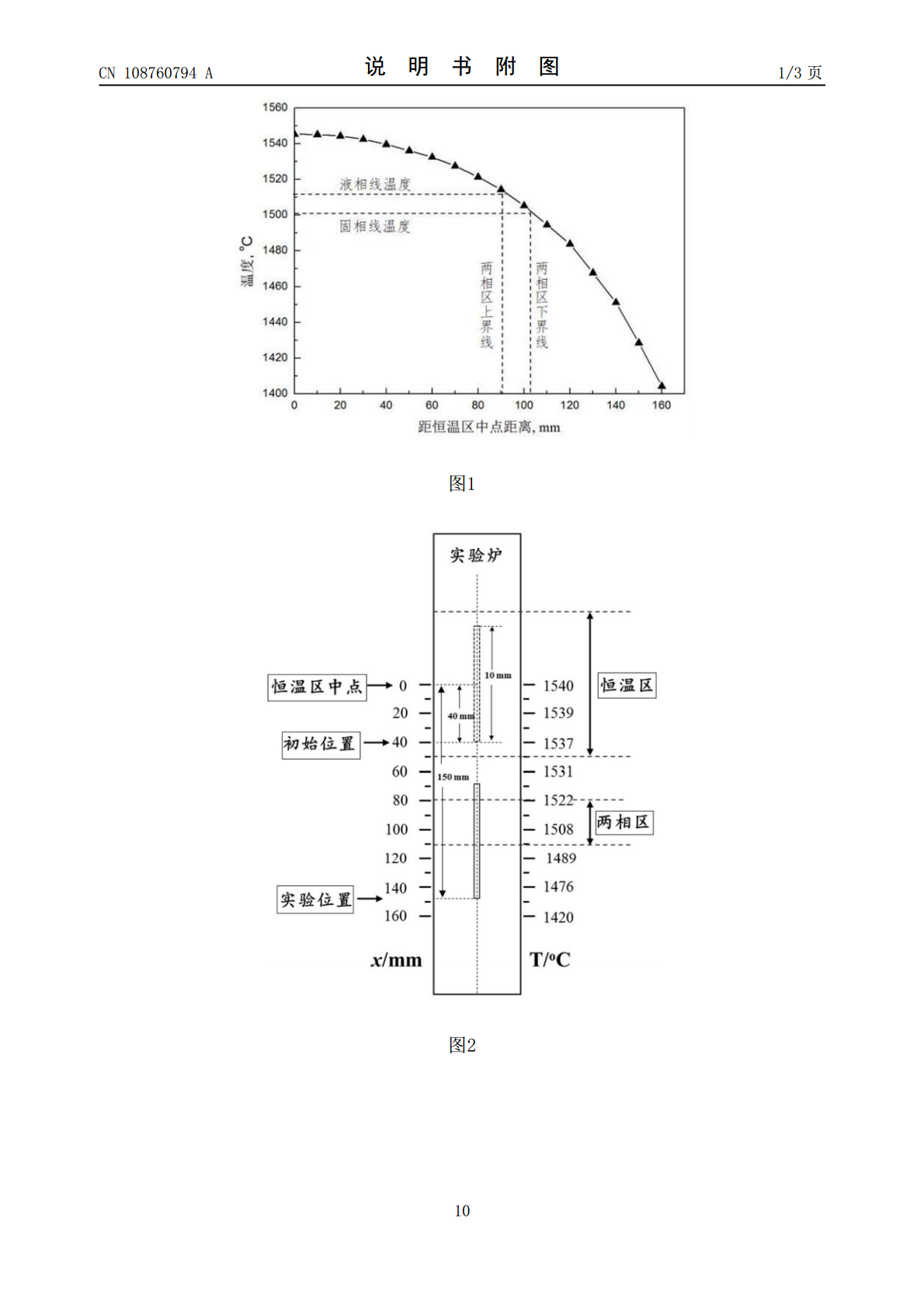
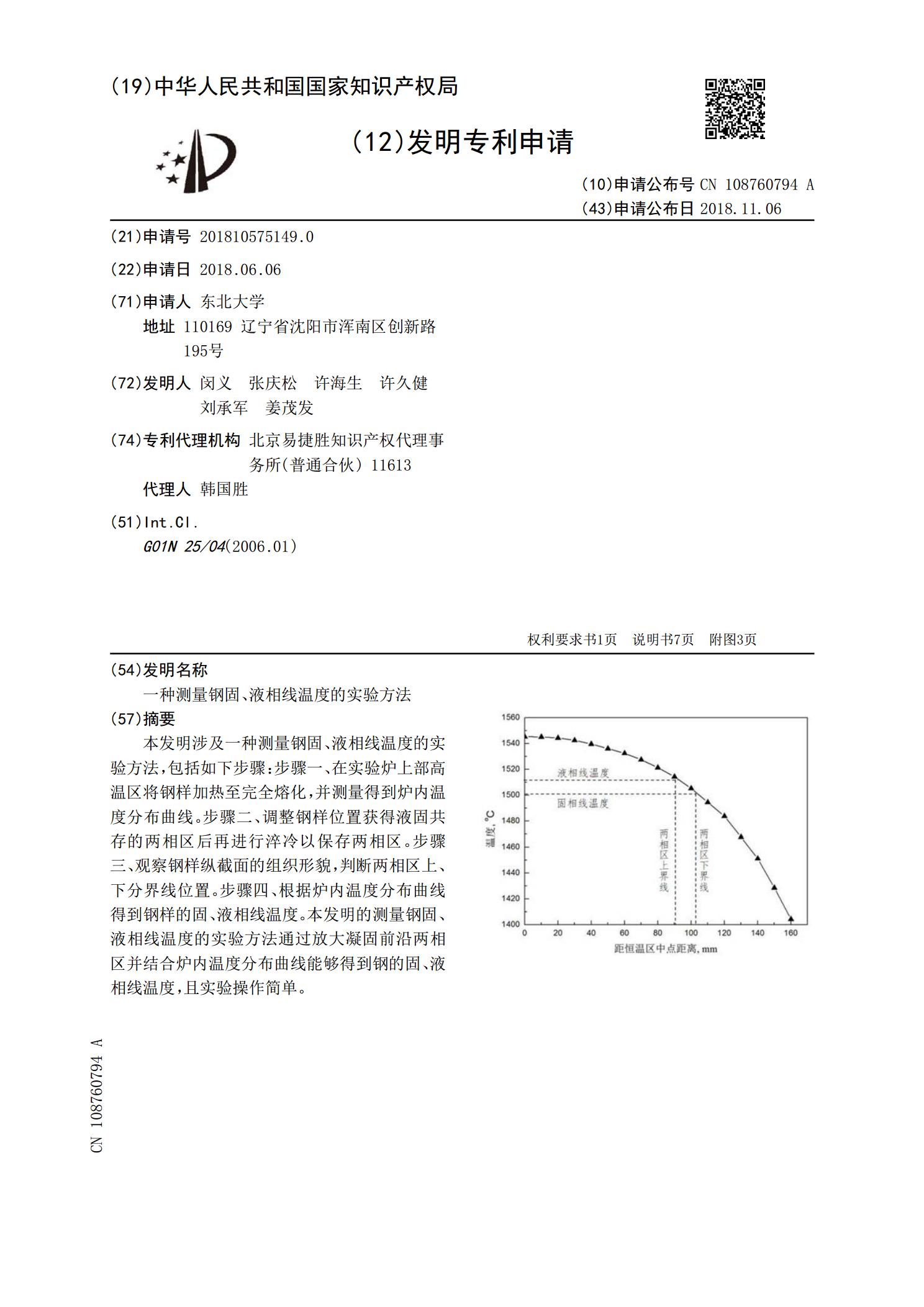
本发明涉及一种测量钢固、液相线温度的实验方法,包括如下步骤:步骤一、在实验炉上部高温区将钢样加热至完全熔化,并测量得到炉内温度分布曲线。步骤二、调整钢样位置获得液固共存的两相区后再进行淬冷以保存两相区。步骤三、观察钢样纵截面的组织形貌,判断两相区上、下分界线位置。步骤四、根据炉内温度分布曲线得到钢样的固、液相线温度。本发明的测量钢固、液相线温度的实验方法通过放大凝固前沿两相区并结合炉内温度分布曲线能够得到钢的固、液相线温度,且实验操作简单。

一种炉前钢种液固相线温度快速检测装置及方法.pdf
一种炉前钢种液固相线温度快速检测装置及方法,属于冶金工业检测技术领域。该装置包括,传感器、测枪、测枪接口电缆、凝固过程测温仪、测枪支架;测枪(2)和测量接口电缆(3)相连,测枪接口电缆(3)和凝固过程测温仪(4)相连。检测步骤包括:在传感器和测枪分析情况下准备好装置,然后连通传感器和测枪,接下来人工通过测枪将传感器插入到钢水中一定时间,再通过测枪将传感器从钢水中拔出,仪器会实时测得传感器中钢水凝固过程中的温度,并适时识别出液相线温度和固相线温度。优点在于,装置结构简单,操作方便,实用性强。
玻璃液相线温度检测方法.pdf
本发明提供了一种玻璃液相线温度检测方法,包括如下步骤:步骤一:将待测玻璃在T<base:Sub>1</base:Sub>温度下熔融,第一次保温,制备熔融玻璃;将熔融玻璃冷却至T<base:Sub>2</base:Sub>,第二次保温,然后冷却至15℃~30℃,制备冷却玻璃;步骤二:观察冷却玻璃是否析晶或分相:若冷却玻璃的表面或内部出现析晶或分相,则将T<base:Sub>2</base:Sub>的值增加A,重复步骤一,直至冷却玻璃的表面或内部没有出现析晶与分相;若冷却玻璃的表面或内部没有出现析晶与分相,则

一种钢包内钢液温度补偿方法.pdf
本发明提供一种钢包内钢液温度补偿方法,转炉采取挡渣措施,盛钢时钢包内壁温度控制在900-1000℃;转炉出钢结束后,按照每吨钢3-7kg的比例,向钢包内钢液顶面上加入由工业铝粉或铝粒、粉碎后的冶金废料氧化铁皮以及冶金石灰筛下料粉干混均匀形成的增温剂,并盖好保温盖。本发明不需对钢包及设备进行任何改造,无需增加其他设施及更多投资,不改变钢包的结构,通过向钢液中加入由冶金废料组成的增温剂,对钢包顶渣物性进行改质,利用反应生成的化学热,弥补钢液的温度损失,从而可减少钢液的温降20.1℃。具有工艺简单,便于操作,投

一种电弧炉炼钢在线测量钢液温度的测温系统及测温方法.pdf
本发明属电弧炉炼钢领域,涉及一种电弧炉炼钢在线测量钢液温度的测温系统及测温方法,该装置包括控制系统、供气系统和采集系统;该方法利用电弧炉炉壁喷枪喉口作为红外测温装置的测量窗口,并利用电弧炉炉壁喷枪喷吹测温气体产生的超音速气体射流,排开炉膛内的含烟炉气,穿透钢液表面的泡沫渣层,在钢液和传感器之间建立起稳定的钢液温度特征信号传输通道,实现电弧炉炼钢过程炉内钢液温度的连续或间断在线测量,本发明适用于电弧炉冶炼过程钢液温度检测,可有效测量电弧炉冶炼过程中钢液温度,测量装置响应速度快,使用寿命长,测量精度高,减少测