
一种正火高强度重型卡车牵引座铸钢及其制备方法.pdf

春波****公主

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种正火高强度重型卡车牵引座铸钢及其制备方法.pdf
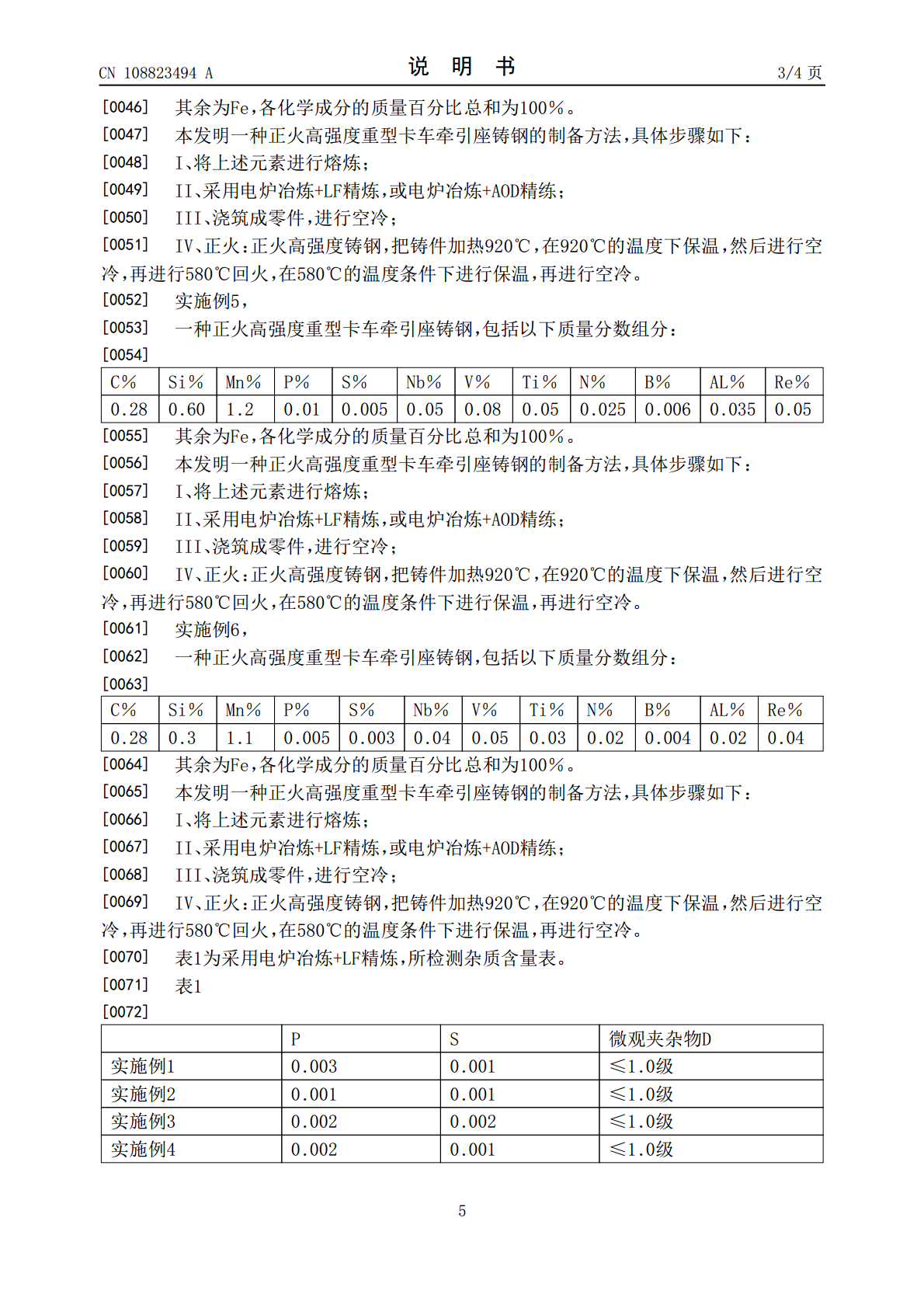
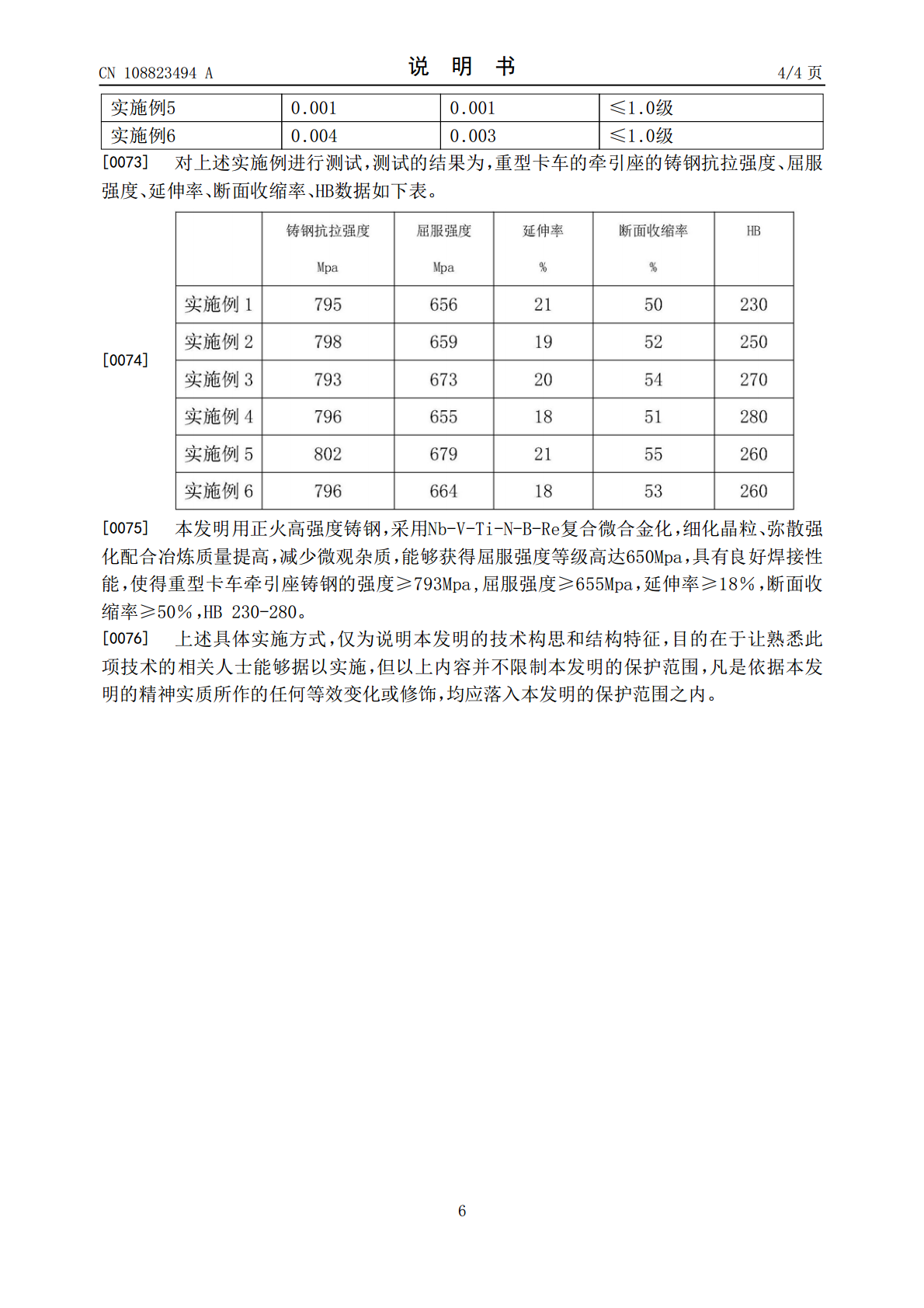
本发明公开了一种正火高强度重型卡车牵引座铸钢,包括以下质量分数组分:C0.23‑.28%;Si0.15‑0.60%;Mn1.0‑1.2%;P0.001‑0.01%;S0.001‑0.005%;Nb0.03‑0.05%;V0.03‑0.08%;Ti0.02‑0.05%;N0.01‑0.025%;B0.002‑0.006%;AL0.001‑0.035%;Re0.03‑0.05%;其余为Fe,各化学成分的质量百分比总和为100%。其制备方法,具体步骤如下:I、将上述元素进行熔炼;II、采
一种低合金高强度铸钢及其制备方法.pdf
本发明涉及一种低合金高强度铸钢及其制备方法,其化学成分质量百分比含量(wt%)为:C:0.30~0.38、Si:0.40~0.80、Mn:1.10~1.50、Cr:0.50~0.80、Ni:0.50~0.80、Mo:0.15~0.40、P≤0.03、S:≤0.03、Cu≤0.30,余量为铁。将废钢和生铁、硅铁、锰铁、电解镍、铬铁、钼铁按配料比例装炉熔炼,熔炼后浇注冷却成形为铸件,然后调质既得。本发明通过增加适量合金及调质处理,提高了铸件性能,而且节约了成本。
一种高强度焊接专用铸钢及其制备方法.pdf
本发明涉及一种高强度焊接专用铸钢及其制备方法,所述高强度焊接专用铸钢的化学成分重量百分比为:C0.17%~0.27%,Si0.2%~0.4%,Mn0.6%~0.9%,Cr0.8%~1.2%,S≤0.02%,P≤0.02%,Nb0.15%~0.3%,Ni0.05%~0.15%,余量为Fe。本发明旨在提供一种高强度焊接专用铸钢及其制备方法,制得的结构钢具有高强度,高的减重潜力和高的焊接性能。
一种高强度耐磨铸钢衬板及其制备方法.pdf
一种高强度耐磨铸钢衬板及其制备方法,属于铸造技术领域。采用电炉熔炼,用质量分数40~45%的高锰钢废料、43~48%的Q235废钢、8.5~9.2%的碳素铬铁、2.0~2.5%的钒铁和1.0~1.5%的硅钙钡铝合金配料,铸钢熔炼后,在钢包内加入铜镁合金颗粒、(Ti,W)C粉末和铸铁屑,衬板经热处理后获得基体组织上均匀分布的(Ti,W)C颗粒,使衬板具有高强度前提下,还具有优异的耐磨性,具有良好的使用效果。
一种铸钢及其制备方法.pdf
本发明公开了一种铸钢及其脱氧方法,本发明的应用稀土钙硅锰脱氧剂进行脱氧,该稀土钙硅锰脱氧剂具有在高温下极易与氧发生反应,脱氧效率高,同时调制细化晶粒,杜绝了铸件气孔,针孔等缺陷,提高了铸钢的机械性能。本发明的脱氧方法具有效率高,脱氧效果好的优点。