
一种用于钢铁热轧工艺的高温防护涂料及其制备方法.pdf

萌运****魔王

1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于钢铁热轧工艺的高温防护涂料及其制备方法.pdf
本发明属于涂料技术领域,提供一种用于钢铁热轧工艺的高温防护涂料及其制备方法。其由水、无机氧化物粉末和分散剂配制而成,各组分质量份数如下:石英粉30~50份、锆英砂8~15份、勃姆石或硬水铝石6~9份、氧化镁晶须5~9份、碳化硼粉末0~4份、碳化硅粉末3~6份、低熔点玻璃粉15~25份、羟乙基纤维素0.3~0.5份、以及水。将原料研磨混合后记得到高温防护涂料。本发明适用于连续线喷涂使用,均匀性好,不易堵塞喷嘴,喷涂于高温钢坯上后可铺展形成致密保护层,在炉中不发生保护失效,出炉后能自动起皮剥落;同时工艺简单,

钢铁表面用水性耐高温涂料及其制备方法.pdf
本发明公开一种钢铁表面用水性耐高温涂料及其制备方法,包括按重量份计的下述组分:改性水性酚醛环氧乳液10?30份、水性有机硅乳液30?60份、分散剂0.4?1.0份、第一消泡剂0.05?0.1份、第二消泡剂0.2?0.3份、润湿剂0.5?1份、转锈剂1?5份、铝粉8?15份、增稠剂1?3份、防闪锈助剂0.3?0.8份、去离子水15?30份、填料10?30份、一号玻璃粉5?15份、二号玻璃粉5?15份和耐高温颜料3?15份。所述涂料可提供长期耐受400?600℃高温的钢铁表面用水性有机硅耐高温涂料,降低涂料的
一种耐高温涂料及其制备方法.pdf
一种耐高温涂料及其制备方法,主要由以下成分组成:端羟基二甲基硅橡胶,TGIC固化剂,二酰氧庚烷二丁基锡,硼砂,聚磷酸铵耐温助剂,酸性氧化剂,砂纹剂,气相法白炭黑,透明氧化锌,石棉粉,纳米二氧化硅,氯化橡胶,二氧化钛,滑石粉,硫酸钡,防沉剂,消泡剂,颜料,钛石白粉,竹荪,水,乌梅,黄芪,茯苓,贝母,枳壳,当归,PVA,淀粉,氨水,AA、AAm混合物,过硫酸铵,亚硫酸氢铵,聚乙烯醇,交联剂,活性氧化镁,干酪素,氢氧化钠,对苯二酚,碱木素,硅烷偶联剂。本法制备的涂料,无异味,甲醛含量远低于国家标准,同时释放一种
一种燃煤锅炉高温高辐射率防护涂料及其制备方法.pdf
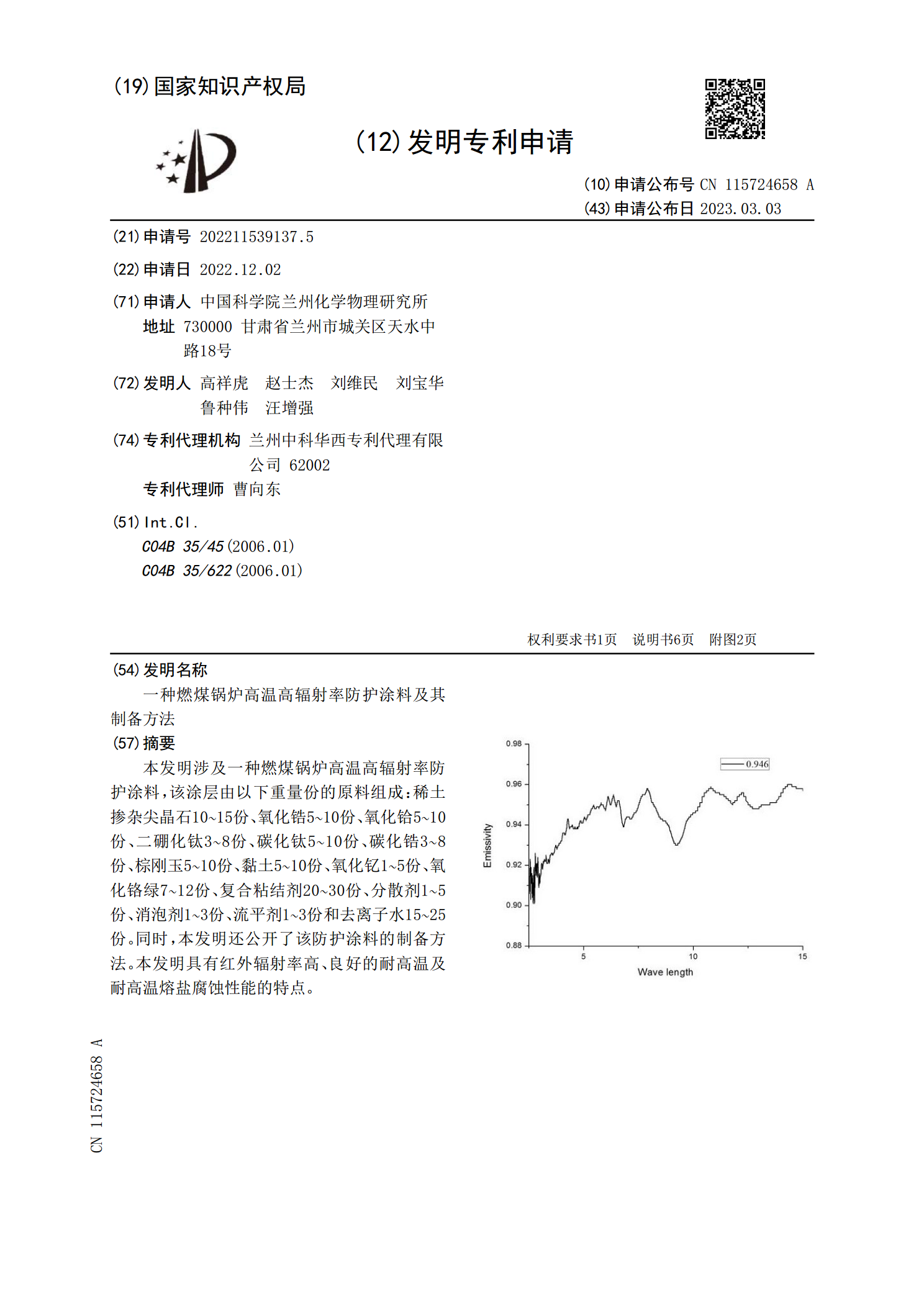
本发明涉及一种燃煤锅炉高温高辐射率防护涂料,该涂层由以下重量份的原料组成:稀土掺杂尖晶石10~15份、氧化锆5~10份、氧化铪5~10份、二硼化钛3~8份、碳化钛5~10份、碳化锆3~8份、棕刚玉5~10份、黏土5~10份、氧化钇1~5份、氧化铬绿7~12份、复合粘结剂20~30份、分散剂1~5份、消泡剂1~3份、流平剂1~3份和去离子水15~25份。同时,本发明还公开了该防护涂料的制备方法。本发明具有红外辐射率高、良好的耐高温及耐高温熔盐腐蚀性能的特点。

用于热风炉的耐高温涂料及其制备方法.pdf
本发明公开了一种用于热风炉的耐高温涂料及其制备方法,该制备方法包括:1)将河泥置于酸液中浸泡,然后过滤取滤饼以制得改性河泥;2)将硅胶、锆酸钠、稀土氧化物与改性河泥在超声条件下分散于有机溶剂中,然后过滤取滤饼以得到活化物;3)将有机硅、丙烯腈‑丁二烯‑苯乙烯共聚物、马来酸酐、有机溶剂、碳纤维、硅藻土、环糊精与活化物在高压、密闭的条件下进行接触反应以制得用于热风炉的耐高温涂料。通过该方法制得的涂料具有优异的耐高温和耐腐蚀性能,进而能够提高热风炉的使用寿命。