
一种负压连铸装置与负压连铸方法.pdf

冷霜****魔王


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种负压连铸装置与负压连铸方法.pdf
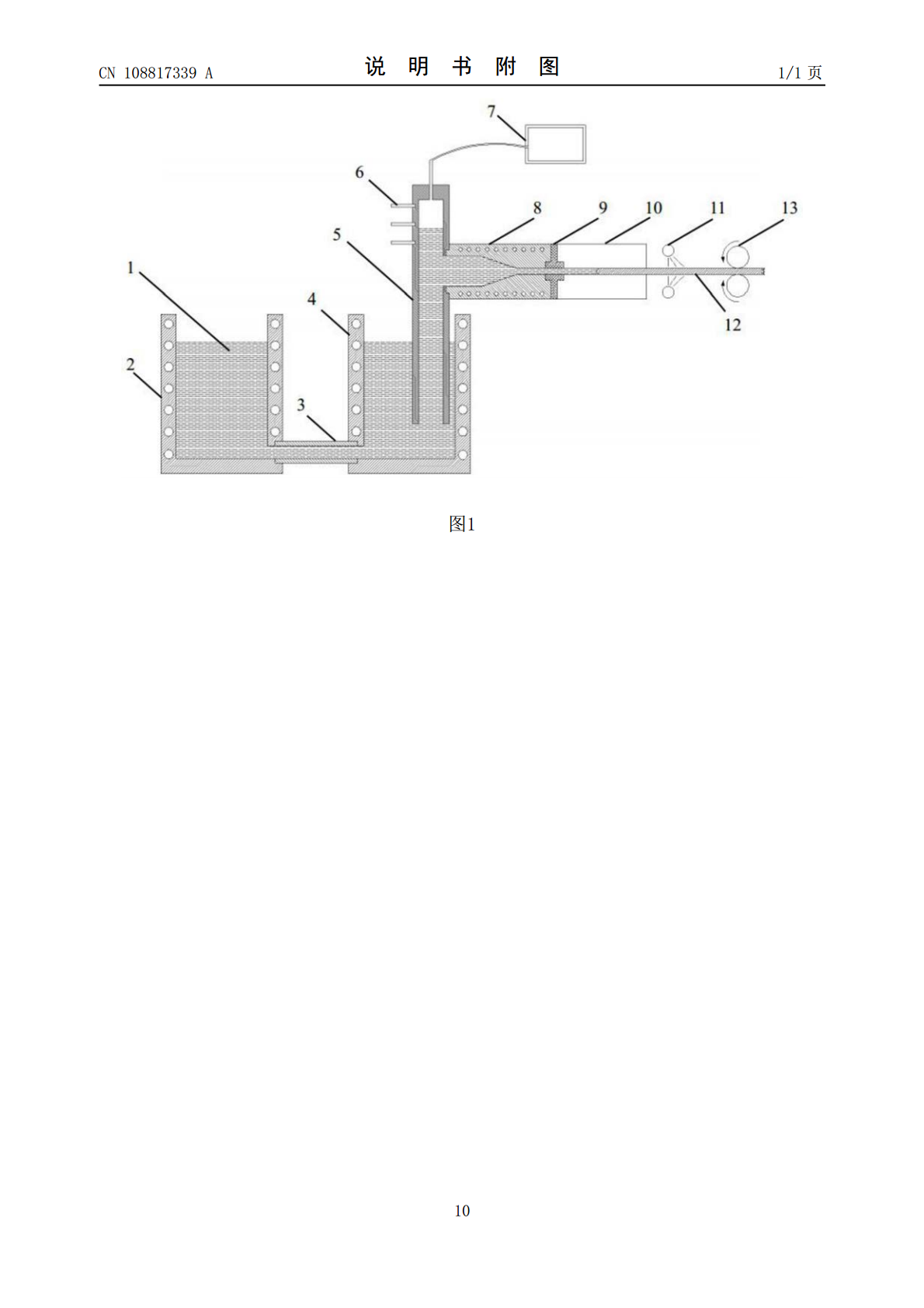
一种负压连铸装置与方法,属于金属铸造技术领域。本发明通过在连铸装置上安装抽气系统进行抽气,使导流管和铸型等共同构成的腔体内部形成负压,实现连铸过程中主动吸引金属熔体中和固液界面前沿的气体快速逸出金属熔体,有助于获得气体含量低的高质量金属铸坯。本发明的负压连铸装置结构简单、操作维修方便、生产效率高、适用范围广、制造成本低,能够安全、低成本、高效生产出各种规格、低气体含量、高质量的金属铸坯,特别适合于保温炉低于铸型的水平式连铸或下引式连铸。

负压吸铸新工艺.docx
负压吸铸新工艺负压吸铸新工艺摘要:本文讨论了负压吸铸新工艺在铸造行业中的应用。首先介绍了负压吸铸的基本原理和工艺流程,然后分析了其在材料选择、模具设计和铸件质量控制等方面的优势。接下来,我们重点研究了负压吸铸在解决铸件缺陷和提高铸件质量方面的作用。最后,我们展望了负压吸铸技术的发展趋势和应用前景。关键词:负压吸铸;工艺流程;优势;铸造质量;发展趋势1.引言负压吸铸,顾名思义,就是通过负压的作用,将熔融的金属材料从铸件模具中吸出来,以实现铸造的目的。与传统的铸造工艺相比,负压吸铸具有快速、高效、环保等优势,

一种SCR铜杆连铸连轧铸机压轮装备改进方法.pdf
本发明公开了一种SCR铜杆连铸连轧铸机压轮装备改进方法,采取了降低热辐射和增加冷却设施双管齐下的方法对压轮、轴承座进行降温,即在不影响压力轮及周边装置运行的前提下,在主热辐射区域增设隔热罩,同时,增设一套冷却水喷淋装置实施降温的方法,其具有方法简单,效果明显,可行性高的特点。
基于负压定量吸取铅液的电池铸焊装置、方法及存储介质.pdf
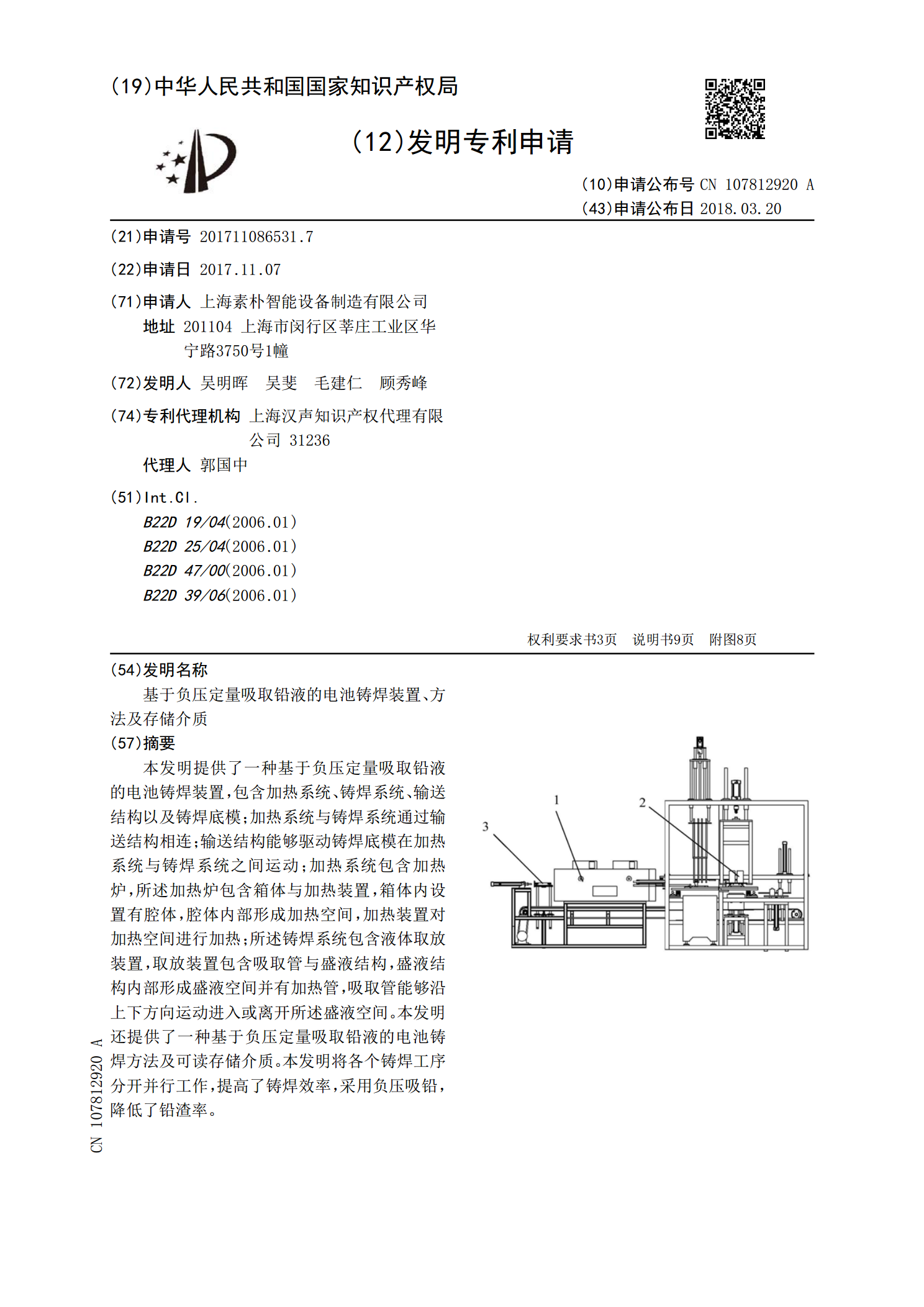
本发明提供了一种基于负压定量吸取铅液的电池铸焊装置,包含加热系统、铸焊系统、输送结构以及铸焊底模;加热系统与铸焊系统通过输送结构相连;输送结构能够驱动铸焊底模在加热系统与铸焊系统之间运动;加热系统包含加热炉,所述加热炉包含箱体与加热装置,箱体内设置有腔体,腔体内部形成加热空间,加热装置对加热空间进行加热;所述铸焊系统包含液体取放装置,取放装置包含吸取管与盛液结构,盛液结构内部形成盛液空间并有加热管,吸取管能够沿上下方向运动进入或离开所述盛液空间。本发明还提供了一种基于负压定量吸取铅液的电池铸焊方法及可读存
一种负压装置.pdf
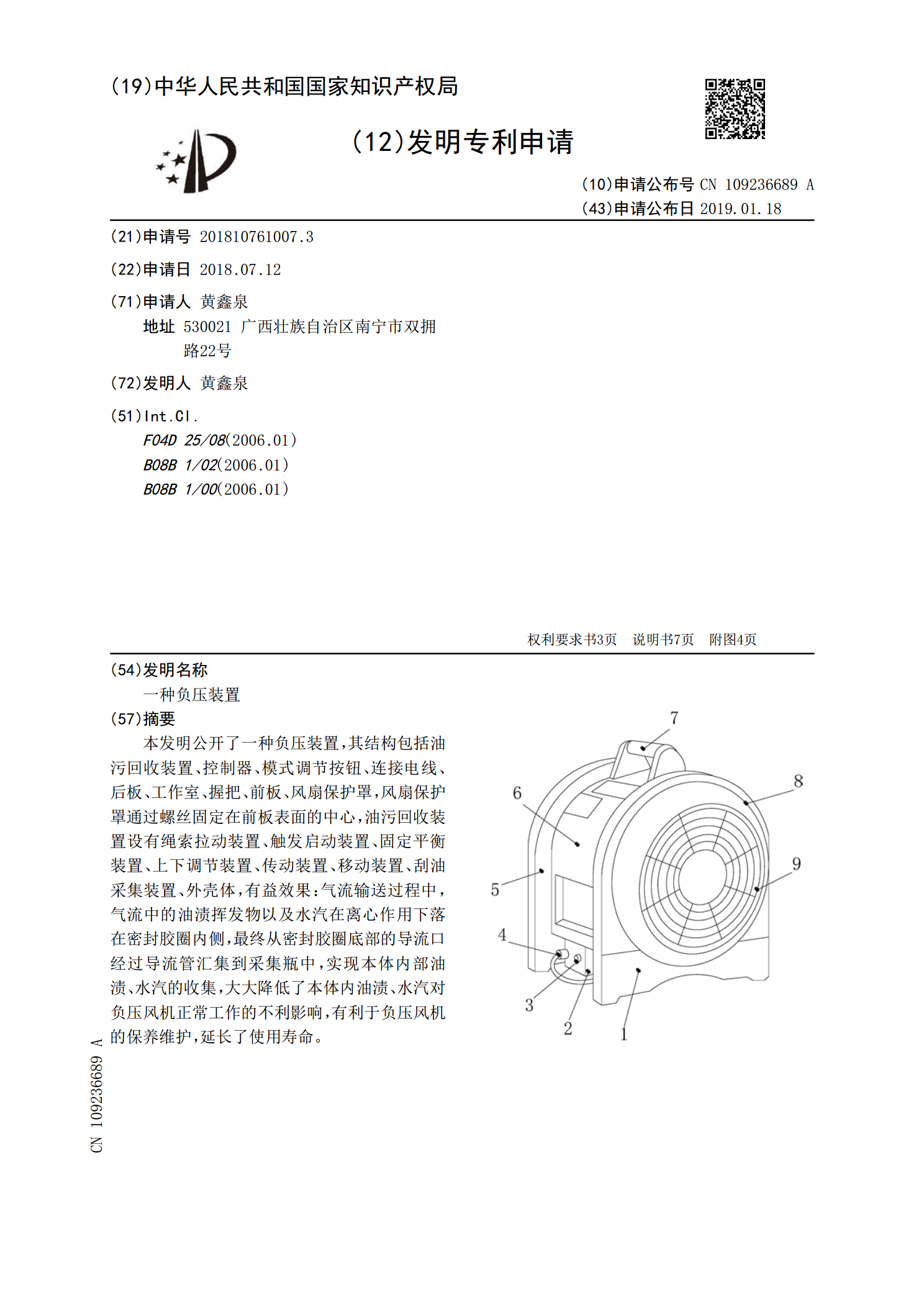
本发明公开了一种负压装置,其结构包括油污回收装置、控制器、模式调节按钮、连接电线、后板、工作室、握把、前板、风扇保护罩,风扇保护罩通过螺丝固定在前板表面的中心,油污回收装置设有绳索拉动装置、触发启动装置、固定平衡装置、上下调节装置、传动装置、移动装置、刮油采集装置、外壳体,有益效果:气流输送过程中,气流中的油渍挥发物以及水汽在离心作用下落在密封胶圈内侧,最终从密封胶圈底部的导流口经过导流管汇集到采集瓶中,实现本体内部油渍、水汽的收集,大大降低了本体内油渍、水汽对负压风机正常工作的不利影响,有利于负压风机的