
耐磨堆焊工艺.pdf

Ja****44

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
耐磨堆焊工艺.pdf
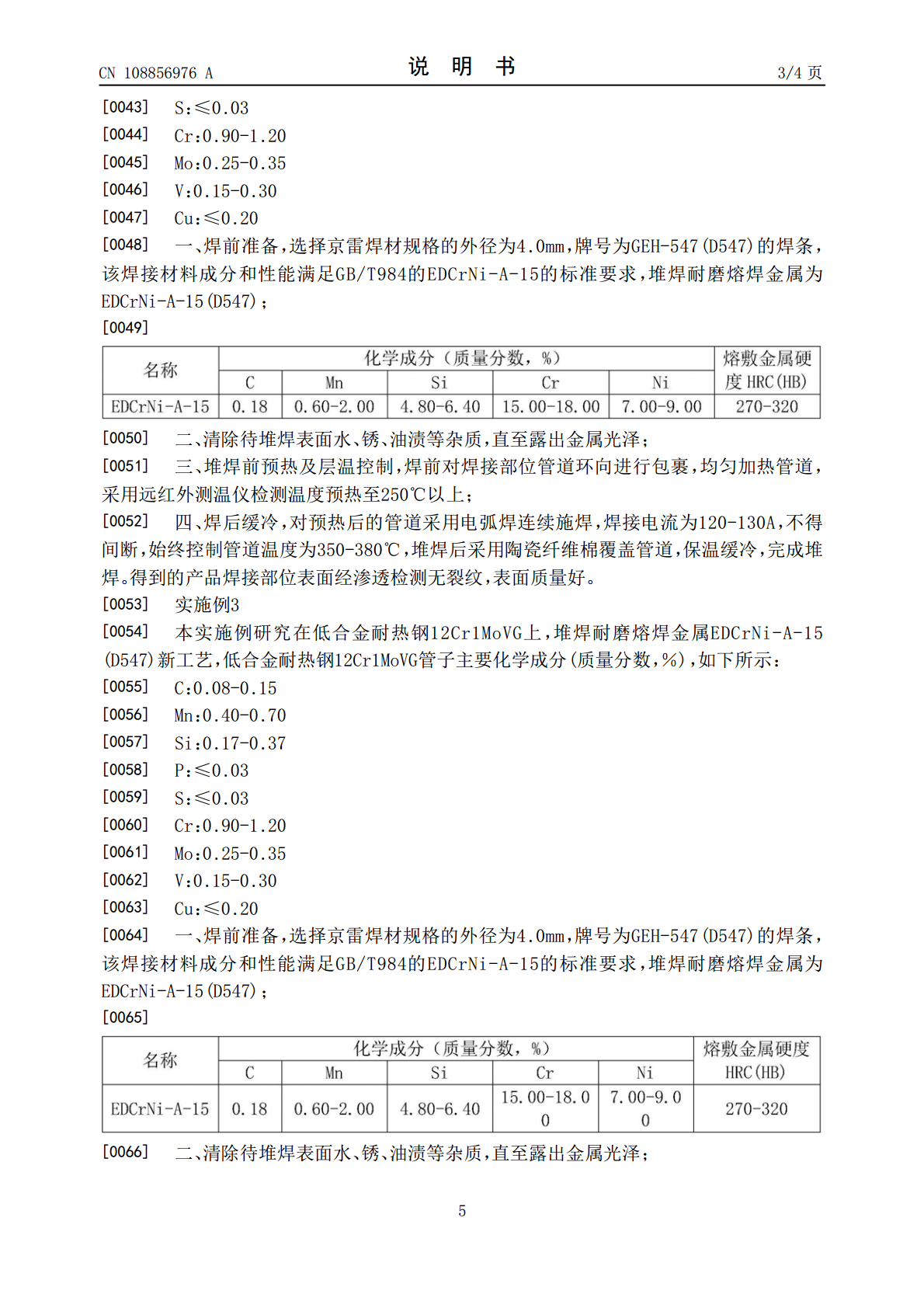
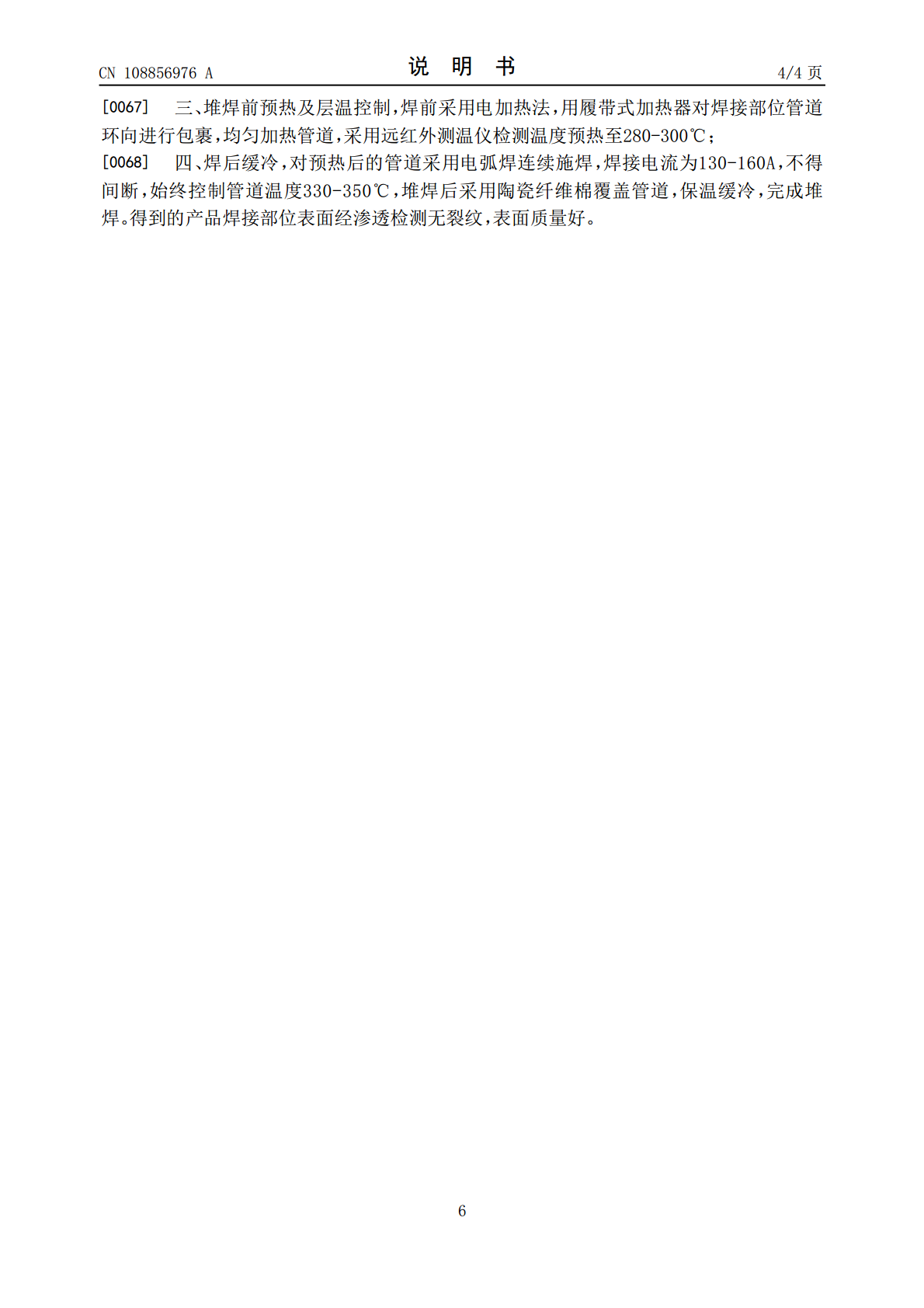
耐磨堆焊工艺,它涉及一种焊接工艺,它包括:一、焊前准备,选择合适的焊条和耐磨熔焊金属;二、清除待堆焊表面的杂质,直至露出金属光泽;三、堆焊前预热及层温控制,焊前对焊接部位的管道环向进行包裹,均匀加热管道;四、焊后缓冷,对预热后的管道连续施焊,不得间断,始终控制管道温度,堆焊后覆盖管道,保温缓冷,完成堆焊接。该工艺经过反复试验,调整工艺参数,通过焊前预热、焊后缓冷的措施,避免了焊接裂纹出现。

摇臂壳体堆焊耐磨材料的工艺试验.docx
摇臂壳体堆焊耐磨材料的工艺试验摘要:摇臂壳体是摆动支架装置的重要零部件,承受着曲轴的摆动力,长时间的工作使摇臂壳体易受磨损。为了解决这一问题,本文研究了摇臂壳体的堆焊管道及堆焊耐磨材料,通过工艺试验测试了不同焊接参数下的堆焊质量,以及不同耐磨材料的磨损性能,结果表明,堆焊层的成绩受到电流和电压等参数的影响,合适的堆焊参数能够保证焊接层的质量。而在耐磨材料的测试中,WC/Co-Cr有着较好的磨损性能,也是最为适用的一种耐磨材料。关键词:摇臂壳体,堆焊管道,焊接参数,耐磨材料引言:摇臂壳体是发动机的重要组成部

摇臂壳体堆焊耐磨材料的工艺试验.docx
摇臂壳体堆焊耐磨材料的工艺试验摇臂壳体堆焊耐磨材料的工艺试验摘要:摇臂壳体是摇臂式悬挂系统的核心部件之一,承担着传递力与承受载荷的重要任务。由于工作环境恶劣,容易出现磨损与疲劳断裂等问题,因此选择一种耐磨材料进行堆焊是解决这一问题的有效手段。本论文以摇臂壳体的耐磨材料堆焊工艺试验为主题,通过实验研究不同堆焊参数对堆焊层的显微组织、硬度和耐磨性能的影响,为优化摇臂壳体的耐磨性能提供了理论依据。1.引言摇臂式悬挂系统广泛应用于汽车、工程机械等领域,摇臂壳体是其中最重要的部件之一。在实际工作过程中,摇臂壳体常常

堆焊工艺制备复合耐磨材料.docx
堆焊工艺制备复合耐磨材料随着工业领域的不断发展,机械设备的使用量大大增加,机械设备的寿命和性能也成为人们极为关注的问题。耐磨材料是保障机械设备寿命和性能的重要标准之一。在这背景下,堆焊工艺制备复合耐磨材料受到越来越多的关注和研究。1堆焊工艺的基本原理堆焊是一种将金属材料加热并熔化,再将它们粘合在一起制造新的材料的方法。堆焊工艺用于制备复合耐磨材料,将高强度金属基材上堆焊上高硬度的耐磨合金材料,形成一种具有优异耐磨性能的复合材料。堆焊过程的焊接温度、时间和压力,会影响复合材料的耐磨性能和力学性能。2堆焊工艺

扶正器堆焊耐磨合金工艺.docx
扶正器堆焊耐磨合金工艺扶正器堆焊耐磨合金工艺摘要:随着工程技术的发展和使用需求的增加,对于耐磨材料的需求也日益提高。扶正器堆焊耐磨合金工艺是一种通过将耐磨合金材料添加到工件表面形成保护层的工艺。本文综述了扶正器堆焊耐磨合金工艺的原理、应用领域及其优缺点,并聚焦讨论了工艺参数对于合金层性能的影响。最后,对发展方向进行了展望。1.引言耐磨材料是一类具有出色耐磨性能和高温耐性能的材料,广泛应用于矿山设备、石油钻采设备、冶金设备等领域。扶正器堆焊耐磨合金工艺是一种先进的表面处理工艺,可以有效增强工件的耐磨性能。2