
燃煤有机热载体加热炉中的受压部件的制造工艺.pdf

映雁****魔王


1/10
2/10
3/10
4/10

5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
燃煤有机热载体加热炉中的受压部件的制造工艺.pdf
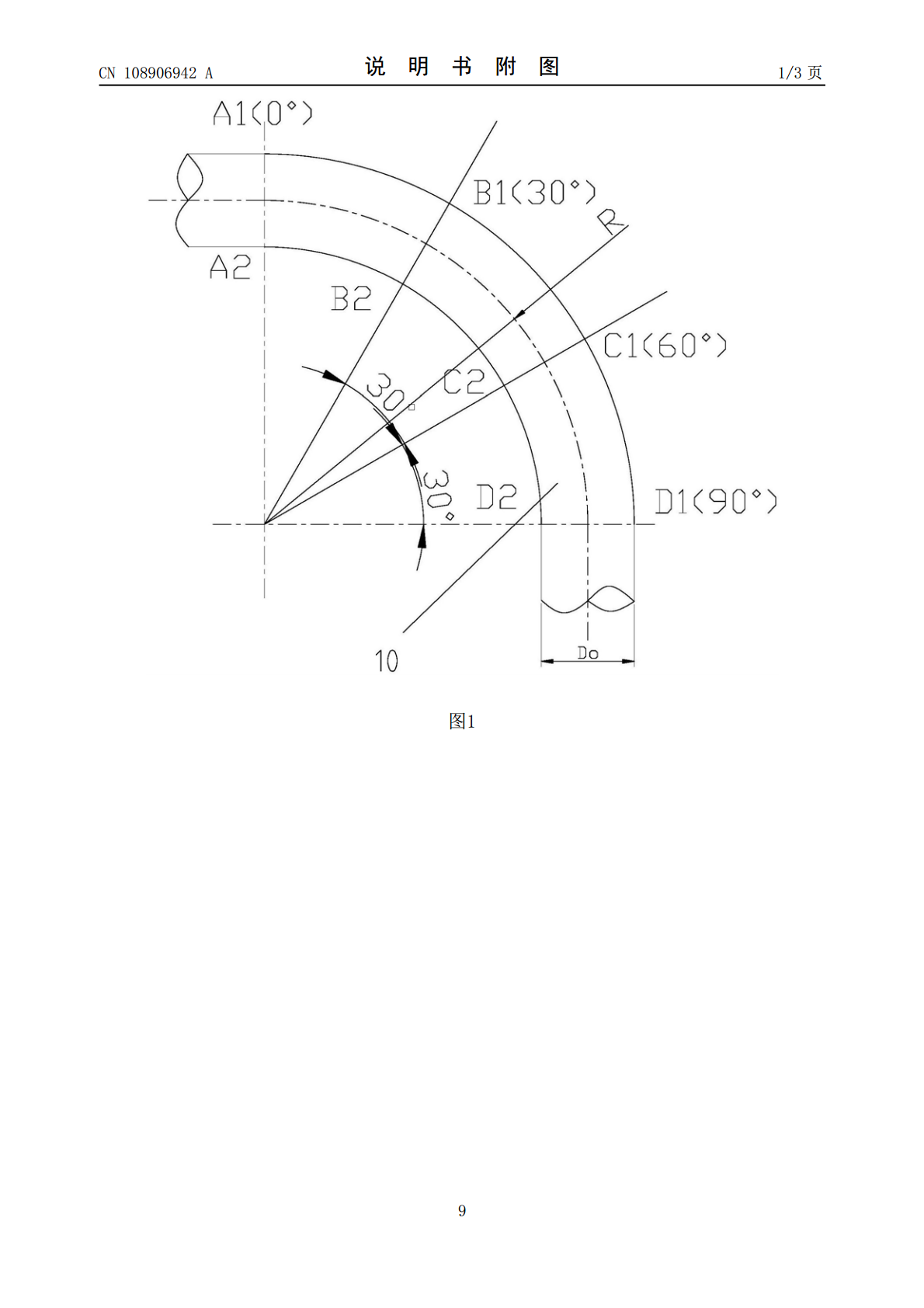
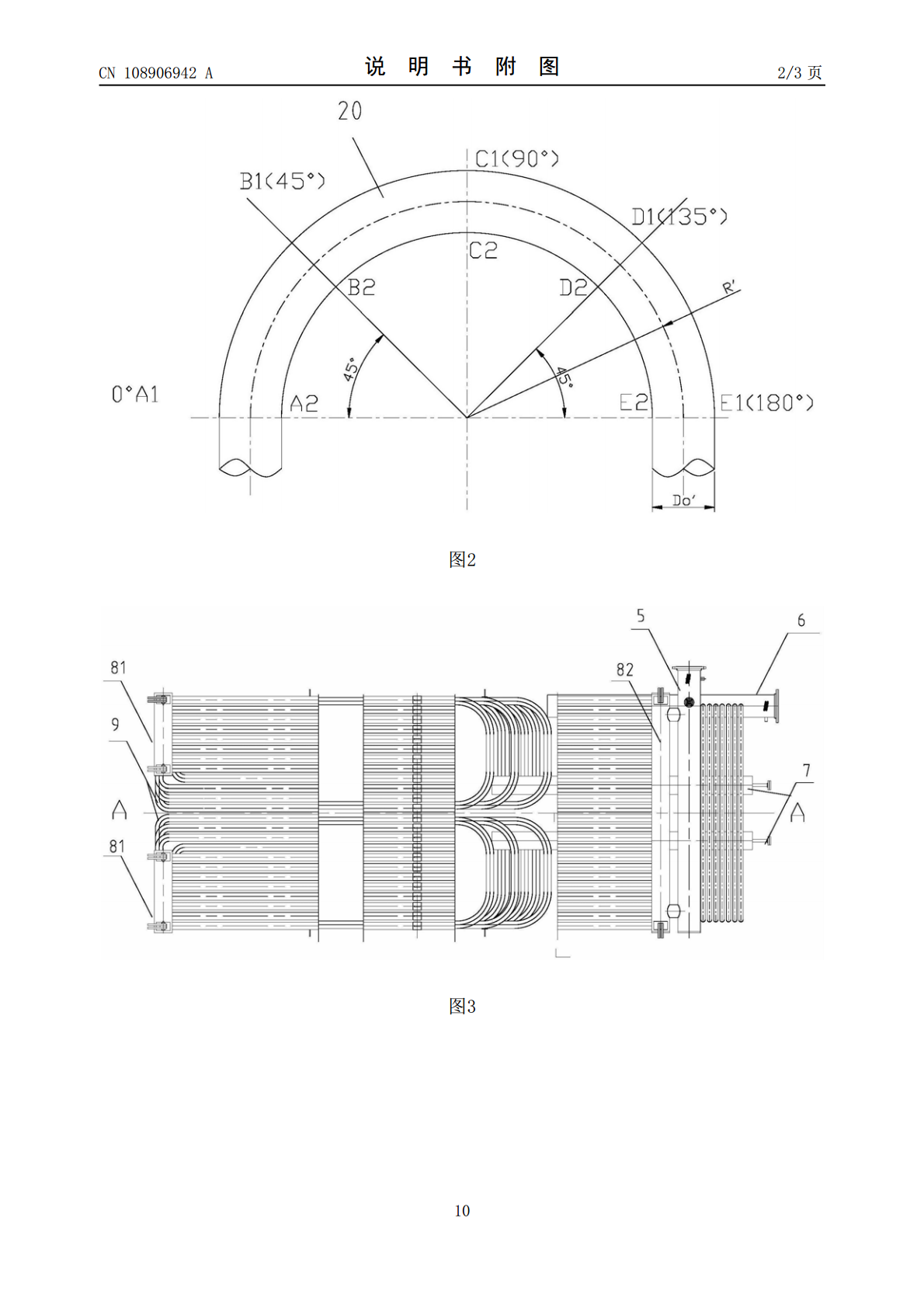
本发明公开了一种燃煤有机热载体加热炉中的受压部件的制造工艺,工艺步骤中含有步骤S1,步骤S1中包括辐射管段组中辐射段盘管的制作和对流管段组中对流蛇管的制作;其中,辐射段盘管的制作中弯曲部分的弯曲参数的确定方法如下:选择合适管径D

燃煤有机热载体炉工艺.doc
浙江帝龙新材料股份有限企业YLL-7000MA燃煤有机热载体加热炉安装工艺杭州宏伟设备承装有限企业工程技术部二O一二年十月一、有机燃煤热载体炉施工组织设计1、工程概况:浙江帝龙新材料股份有限企业有机热载体锅炉安装1.1工程名称:浙江帝龙新材料股份有限企业有机热载体锅炉安装1.2建设单位:浙江帝龙新材料股份有限企业1.3施工单位:杭州宏伟设备承装有限企业1.4工程内容:YLL-7000MA型锅炉1台1.5生产厂家:常州能源设备总厂有限企业1.6指导思想:严格执行国家有关原则,保证施工质量,保证工期,为顾客提

燃煤粉有机热载体锅炉.pdf
本发明提供了一种燃煤粉有机热载体锅炉,包括下部炉膛、上部炉膛、对流区、余热锅炉,其特征在于下部炉膛的长度小于燃烧区火焰的长度,下部炉膛的一侧设置有送气装置,使燃烧区火焰弯曲呈L形,下部炉膛的换热区的横截面呈U字形,上部炉膛采用双矩形的盘管结构,上部炉膛设置有两个形状大小相同的矩形盘管组件,对流区由三组盘管并联而成,余热锅炉的上部设置有烟气收集区,所述烟气收集区的横截面呈圆形,并且从上到下逐渐增大。

生物质有机热载体加热炉系统.pdf
本发明涉及一种生物质有机热载体加热炉系统,包括锅炉、进料装置、送风装置和烟气排放处理系统,本发明的有益效果是:进料量可控、燃料燃烧效率高、热效率显著提升、烟气除尘彻底、出口烟温低且有效避免燃料回火,安全环保。
间接加热的有机热载体加热炉.pdf
间接加热的有机热载体加热炉,属于锅炉热力设备领域,主要适用于需要低压、高温工作加热的工业场合。其主要实现方法是这样的:首先,设置一罐形壳体,壳体内注水,作为传热介质,然后,在炉身壳体上半部内置加热盘管,可流动有机热载体,在壳体下半部内设火筒,火筒末端设一燃烧器,正常工作时,燃烧器燃烧,将壳体内的水加热,热水将加热盘管内的导热油加热;由于所述结构的特点,炉内高温火焰不直接接触装有有机热载体的部件,所以,本发明的优势在于,提高了有机热载体炉的安全性,延长了有机热载体的使用寿命。