
不锈钢水表壳体胚件及加工方法、不锈钢水表壳体和水表.pdf

努力****爱敏


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共29页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
不锈钢水表壳体胚件及加工方法、不锈钢水表壳体和水表.pdf
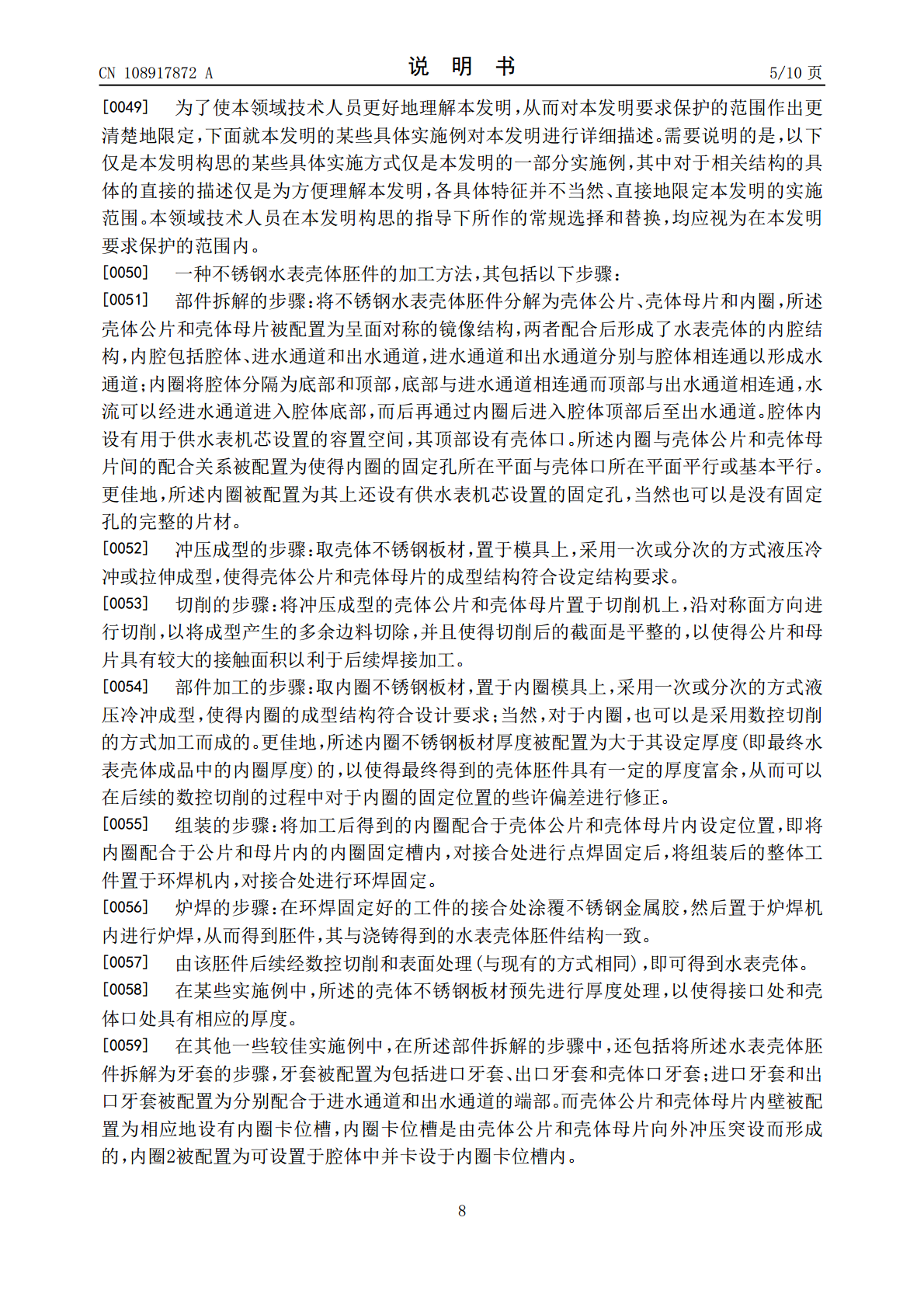
本发明公开了不锈钢水表壳体胚件及加工方法、不锈钢水表壳体和水表,该加工方法包括部件拆解、冲压成型、切削、部件加工、组装以及炉焊等步骤,该方法的亮点在于将待加工的胚件分解为壳体公片、壳体母片和内圈等部件,壳体公片和母片被配置为呈面对称的镜像结构,两者配合后形成了水表壳体的内腔结构,腔体内设有用于供水表机芯设置的容置空间;内圈与壳体公片和母片间的配合关系被配置为使得内圈的固定孔所在平面与壳体口所在平面平行或基本平行;再使用不锈钢为材料进行液压冷冲成型,最后组装和焊接而得到壳体胚件。本发明采用更加安全的不锈钢材
一种水表壳体.pdf
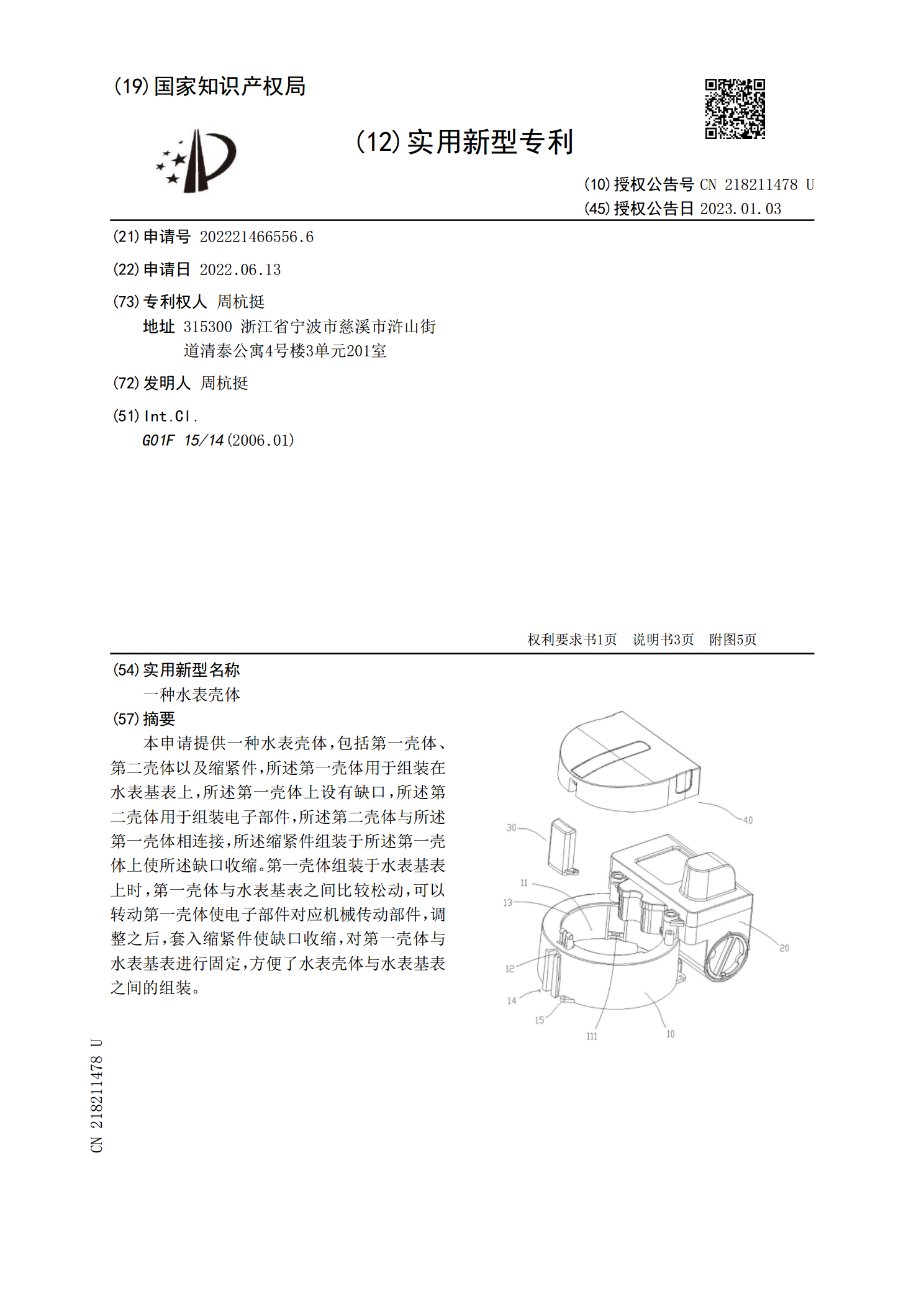
本申请提供一种水表壳体,包括第一壳体、第二壳体以及缩紧件,所述第一壳体用于组装在水表基表上,所述第一壳体上设有缺口,所述第二壳体用于组装电子部件,所述第二壳体与所述第一壳体相连接,所述缩紧件组装于所述第一壳体上使所述缺口收缩。第一壳体组装于水表基表上时,第一壳体与水表基表之间比较松动,可以转动第一壳体使电子部件对应机械传动部件,调整之后,套入缩紧件使缺口收缩,对第一壳体与水表基表进行固定,方便了水表壳体与水表基表之间的组装。
一种不锈钢水表表壳及水表.pdf
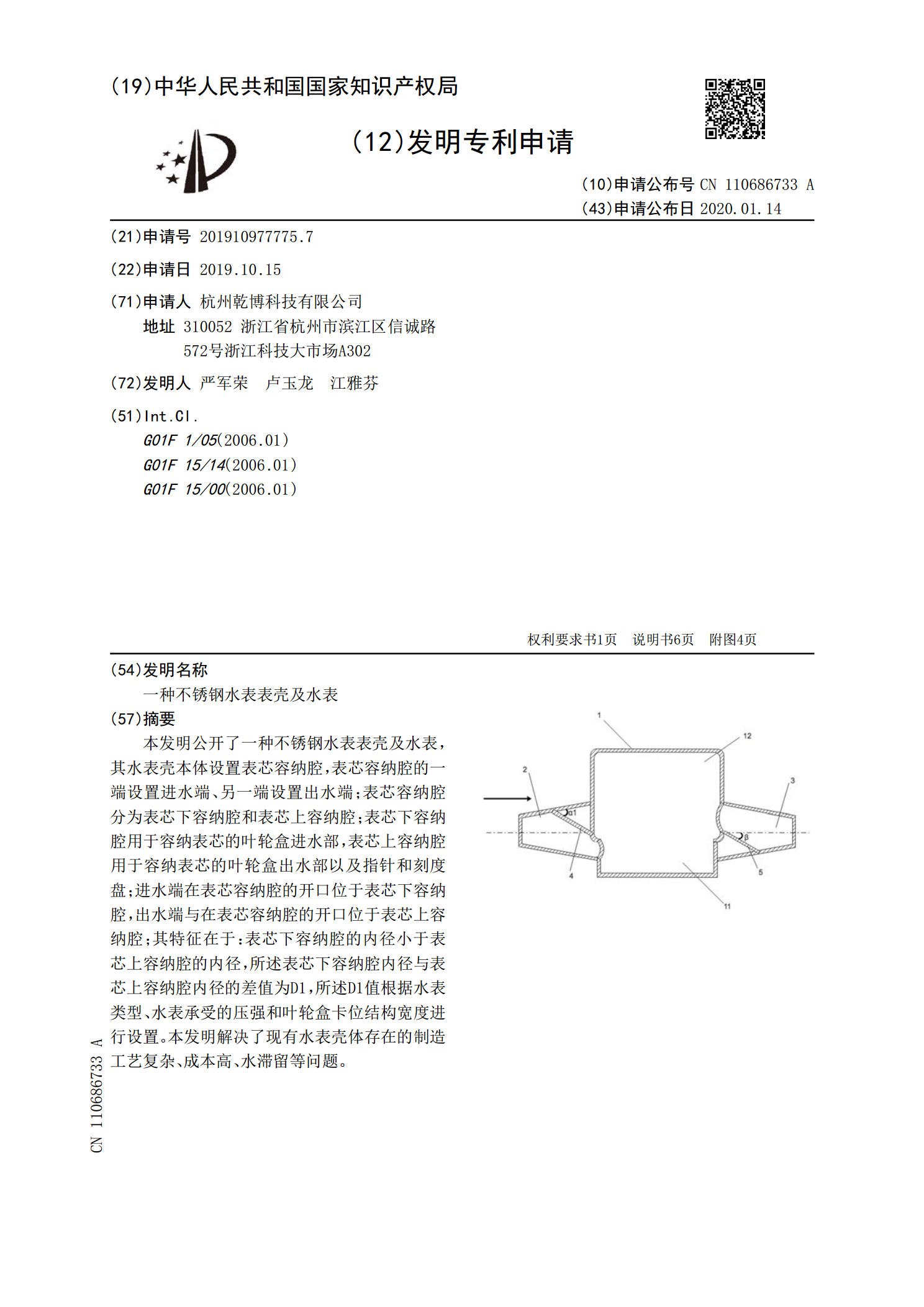
本发明公开了一种不锈钢水表表壳及水表,其水表壳本体设置表芯容纳腔,表芯容纳腔的一端设置进水端、另一端设置出水端;表芯容纳腔分为表芯下容纳腔和表芯上容纳腔;表芯下容纳腔用于容纳表芯的叶轮盒进水部,表芯上容纳腔用于容纳表芯的叶轮盒出水部以及指针和刻度盘;进水端在表芯容纳腔的开口位于表芯下容纳腔,出水端与在表芯容纳腔的开口位于表芯上容纳腔;其特征在于:表芯下容纳腔的内径小于表芯上容纳腔的内径,所述表芯下容纳腔内径与表芯上容纳腔内径的差值为D1,所述D1值根据水表类型、水表承受的压强和叶轮盒卡位结构宽度进行设置。

一种NB水表壳体快速成型加工方法.pdf
本发明公开了一种NB水表壳体快速成型加工方法,包含如下步骤:将水表壳体模具放入真空炉内,并将真空炉上升到一定温度后保持;对真空炉内的水表壳体模具进行环氧树脂的浇铸;将浇铸完毕后的水表壳体模具继续抽真空一定时间后,将水表壳体模具转移至热风循环烘箱;自然冷却后进行脱模,形成环氧树脂制成的NB水表壳体;将壳体静置在无尘环境24小时后外部进行第一次合金粉末的喷涂;放入烘箱,自然冷却后,静置在无尘环境,进行第二次合金粉末的喷涂;放入热风循环烘箱,待NB水表壳体自然冷却后,即可,该加工方法不但能够使NB水表壳体快速成
一种水表的壳体安装装置.pdf
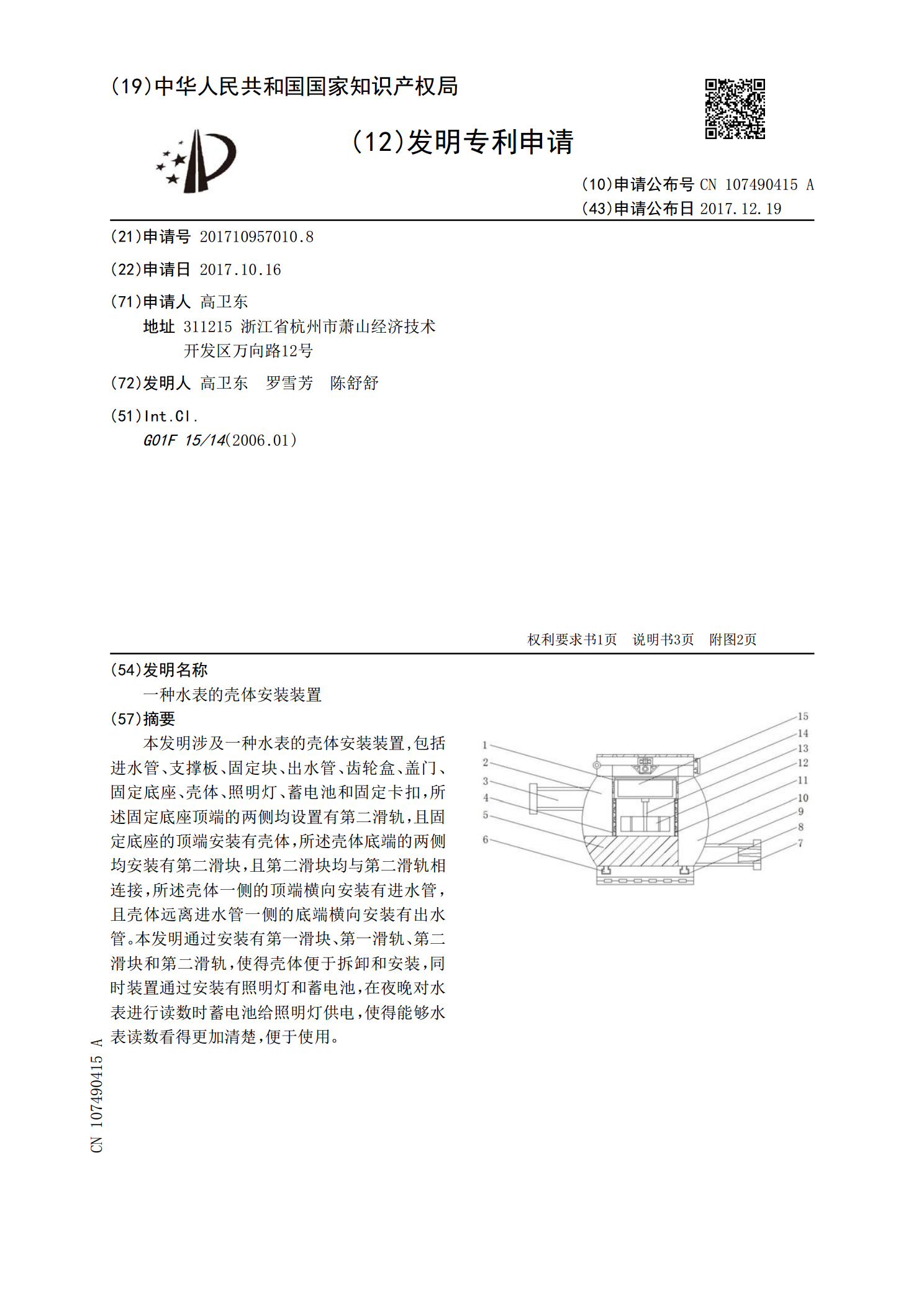
本发明涉及一种水表的壳体安装装置,包括进水管、支撑板、固定块、出水管、齿轮盒、盖门、固定底座、壳体、照明灯、蓄电池和固定卡扣,所述固定底座顶端的两侧均设置有第二滑轨,且固定底座的顶端安装有壳体,所述壳体底端的两侧均安装有第二滑块,且第二滑块均与第二滑轨相连接,所述壳体一侧的顶端横向安装有进水管,且壳体远离进水管一侧的底端横向安装有出水管。本发明通过安装有第一滑块、第一滑轨、第二滑块和第二滑轨,使得壳体便于拆卸和安装,同时装置通过安装有照明灯和蓄电池,在夜晚对水表进行读数时蓄电池给照明灯供电,使得能够水表读