
一种铜基刹车片摩擦材料的制备方法.pdf

英瑞****写意

1/10

2/10
3/10

4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铜基刹车片摩擦材料的制备方法.pdf
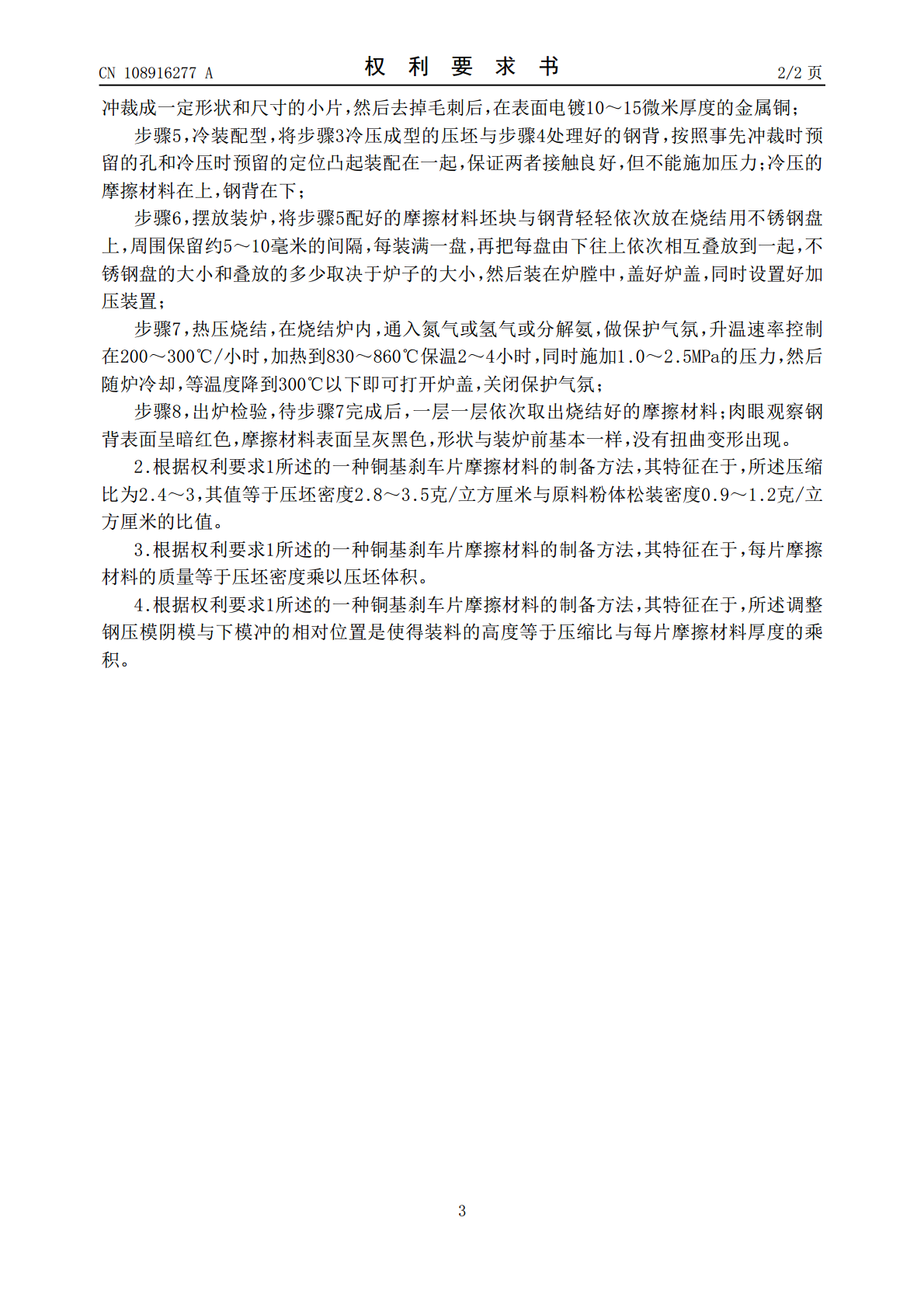
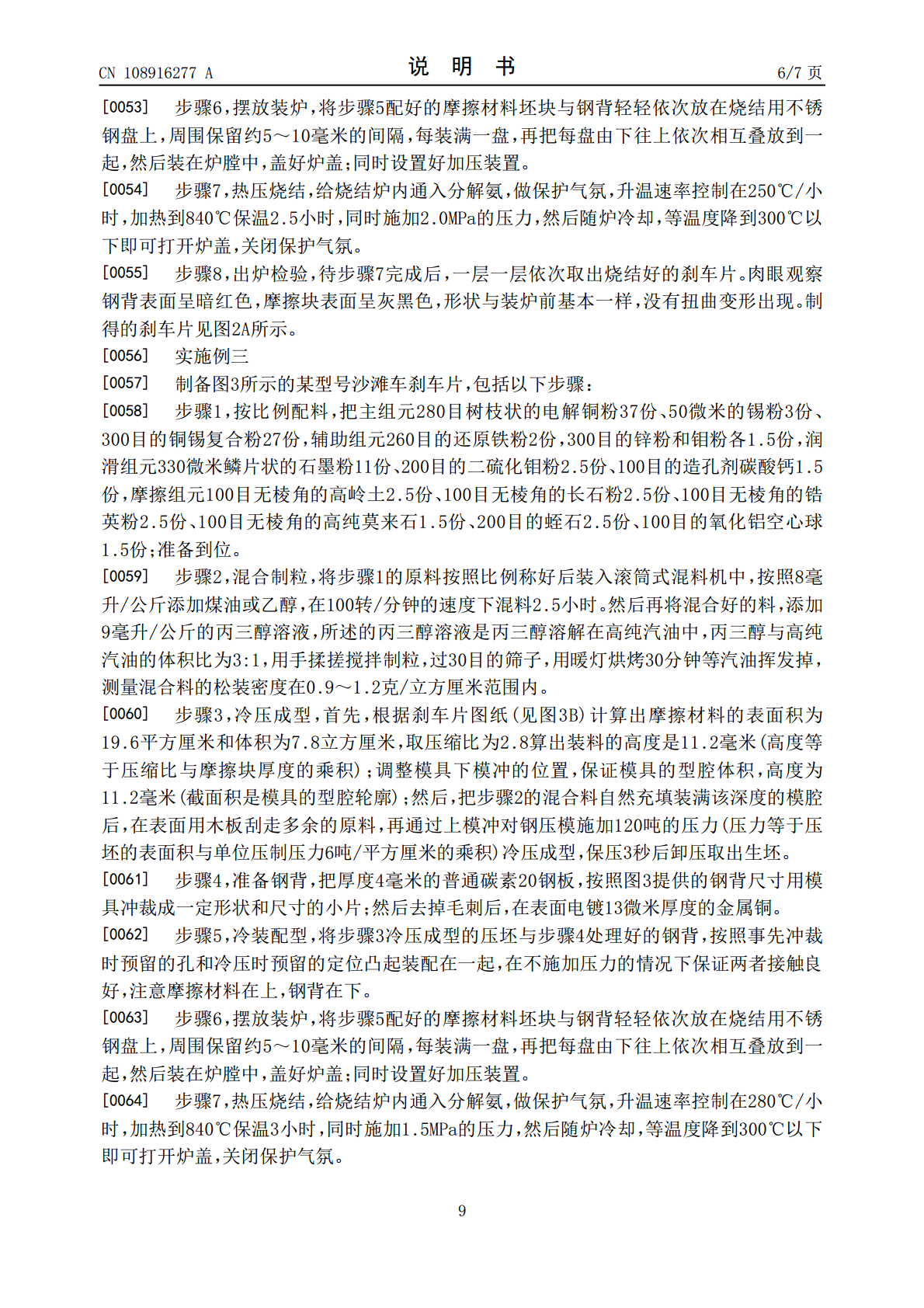
一种铜基刹车片摩擦材料的制备方法,步骤1,原料配制;步骤2,混合制粒;步骤3,冷压成型;步骤4,准备钢背;步骤5,冷装配型;步骤6,摆放装炉;步骤7,热压烧结;步骤8,出炉检验,本发明原料中采用较粗的鳞片状石墨,防止粉尘污染;添加复合耐磨组元,有利于提高摩擦材料的综合性能;添加一定比例的丙三醇混合溶液,并用手揉搓搅拌制粒,能够保证各个成分的均匀、稳定,且流动性好,压坯密度分布均匀、制品压坯强度高;高温加压烧结的工艺参数既能保证摩擦材料的性能要求,也能保证与钢背的连接强度;本发明所制备的铜基摩擦材料,工艺流

一种铜基刹车片材料的制备方法、产品及应用.pdf
本发明公开了一种铜基刹车片材料的制备方法、产品及应用,涉及粉末冶金材料技术领域。方法包括以下步骤:步骤1,将铜和铁制备成铜铁合金粉体,将铜和锡制备成铜锡合金粉体;步骤2,以所述铜铁合金粉体和铜锡合金粉体作为主组元,与润滑组元、摩擦组元和辅助组元混合,得到混合料;步骤3,将所述混合料压制成生坯;步骤4,将所述生坯进行气压烧结,得到烧结好的铜基刹车片。本发明方法解决了现有铜基刹车片材料摩擦系数稳定性差、摩擦系数数值低(不足0.5)、耐磨性也较差的技术问题,具有无污染,工艺流程简单,成本低的优点。
一种铜基刹车片材料的制备方法、产品及应用.pdf
本发明公开了一种铜基刹车片材料的制备方法、产品及应用,涉及粉末冶金材料技术领域。方法包括以下步骤:步骤1,将铜和铁制备成铜铁合金粉体,将铜和锡制备成铜锡合金粉体;步骤2,以所述铜铁合金粉体和铜锡合金粉体作为主组元,与润滑组元、摩擦组元和辅助组元混合,得到混合料;步骤3,将所述混合料压制成生坯;步骤4,将所述生坯进行气压烧结,得到烧结好的铜基刹车片。本发明方法解决了现有铜基刹车片材料摩擦系数稳定性差、摩擦系数数值低(不足0.5)、耐磨性也较差的技术问题,具有无污染,工艺流程简单,成本低的优点。

一种铁铜基复合摩擦材料的制备方法.pdf
一种铁铜基复合摩擦材料的制备方法,原料经过配料混合后,经冷压后再高温热压烧结获得,采用450~550MPa的压强进行模压成型;将压坯置于加热炉并于氮气保护气氛中进行加压烧结,烧结工艺为:1000℃、2.5~2.8MPa压力下保温2~3h,随炉冷却;本发明的摩擦材料经冷压后再高温热压烧结获得,发挥铁铜两者各自的优点,同时,将比模量、比强度高的碳纤维,应用到铁铜基摩擦材料中,增强基体强度,提高冲击韧性,减小制动噪音,摩擦系数合适,高温耐磨性优良。
一种耐高温铜基冶金摩擦材料的制备方法.pdf
本发明涉及一种耐高温铜基冶金摩擦材料的制备方法,属于材料加工技术领域。本发明称量铜粉、镍粉、锡粉、钼粉、钛粉、氧化铝、氧化硅和二硫化钼置于球磨罐中,球磨过筛,得基体粉末,将基体粉末置于模具中,压制,脱模得坯料并置于马弗炉,保温煅烧后,静置冷却至室温,得煅烧材料;将煅烧材料粉碎并球磨,过筛得球磨粉末,称量钨酸钠水溶液、球磨粉末、碳纳米管和乙二醇置于烧杯中,超声分散,得分散液并按质量比,将盐酸滴加至分散液中,滴加完成后,再油浴加热,晶化处理并过滤,得滤饼并真空干燥,收集干燥滤饼并置于管式气氛炉中,保温煅烧,即