
生产石墨负极材料用方形石墨坩埚及加工方法.pdf

音景****ka

1/10

2/10
3/10
4/10

5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

生产石墨负极材料用方形石墨坩埚及加工方法.pdf
一种生产石墨负极材料用方形石墨坩埚及加工方法,结构牢固、容积大,可提高每炉次的产量,杂质、有害气体已得到充分挥发,从而使石墨负极材料品质得到保证,防止坩埚使用过程中变形、开裂,使用寿命长,生产成本低。包括四块石墨侧板、石墨底板和石墨盖板,所述四块石墨侧板合围成方形侧壁,其特殊之处在于:相邻的两块石墨侧板之间相互指接并粘合,在相邻的两块石墨侧板指接处设有上下贯通的销孔,在所述销孔内镶有等静压石墨销轴,相互对应的等静压石墨销轴和销孔之间间隙配合并粘合。组装后,经过固化、炭化,制得方形石墨坩埚。
一种锂电池负极材料生产用石墨坩埚.pdf
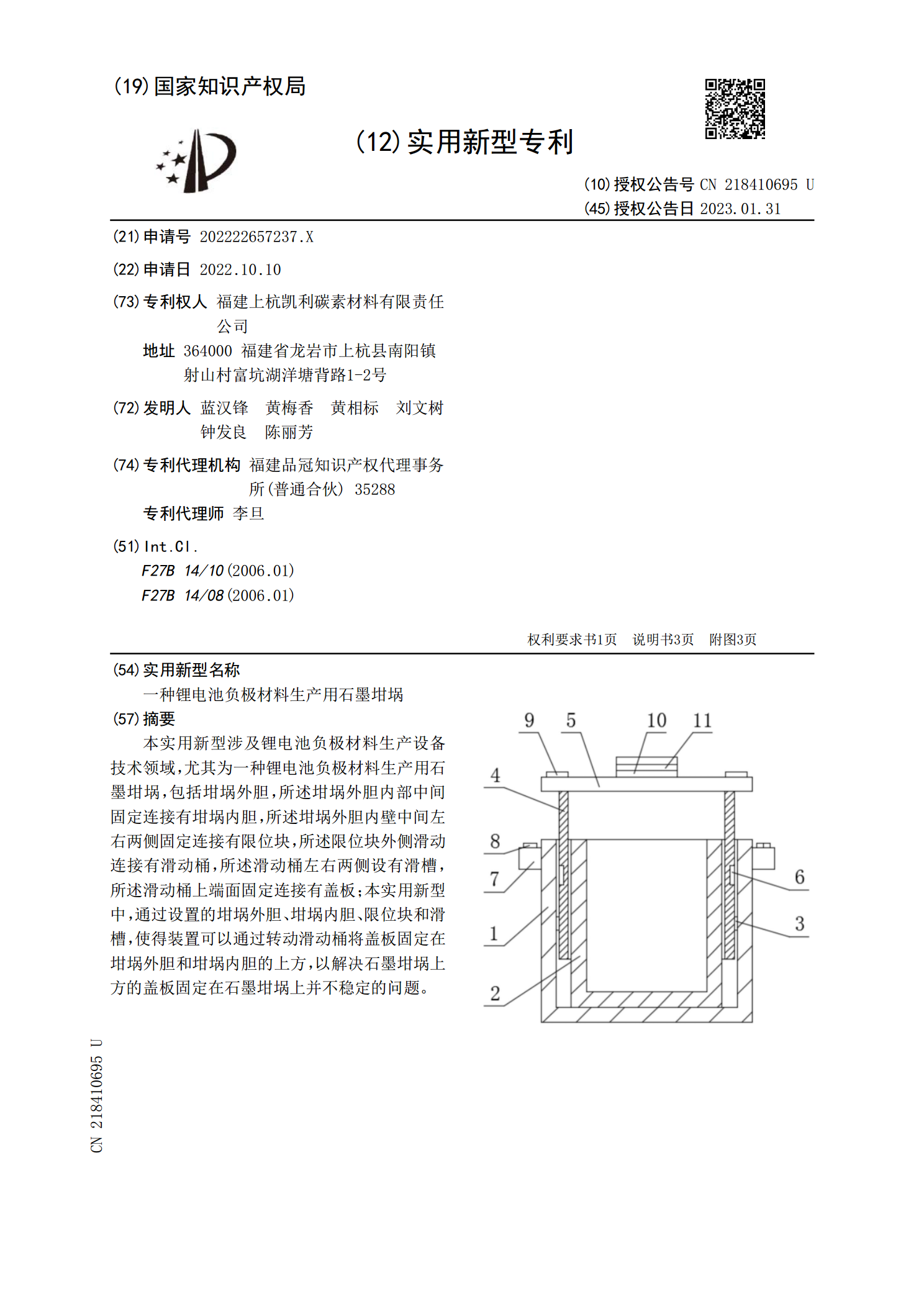
本实用新型涉及锂电池负极材料生产设备技术领域,尤其为一种锂电池负极材料生产用石墨坩埚,包括坩埚外胆,所述坩埚外胆内部中间固定连接有坩埚内胆,所述坩埚外胆内壁中间左右两侧固定连接有限位块,所述限位块外侧滑动连接有滑动桶,所述滑动桶左右两侧设有滑槽,所述滑动桶上端面固定连接有盖板;本实用新型中,通过设置的坩埚外胆、坩埚内胆、限位块和滑槽,使得装置可以通过转动滑动桶将盖板固定在坩埚外胆和坩埚内胆的上方,以解决石墨坩埚上方的盖板固定在石墨坩埚上并不稳定的问题。

生产石墨负极材料用石墨化炉送电系统.pdf
本发明公开了一种生产石墨负极材料用石墨化炉送电系统,包括主体炉、底座、外壳、温度测试仪、控制器、电路开关和支撑架,所述主体炉底端固定安装有底座,所述主体炉侧面固定安装有外壳,所述外壳内部固定安装有电路开关,所述外壳内部位于电路开关底端固定安装有控制器,所述底座侧面设置有温度测试仪,所述控制器与温度测试仪电性连接,所述底座内部设置有支撑架,相对于传统的石墨化炉的送电设备,本设备在使用时可以更加稳定、快速的对设备内部的电压进行切换,且当设备内部温度过高时,可以快速的将电路进行关闭,防止造成一些不必要的损失,通

人造石墨负极材料生产用石墨化炉.pdf
本发明公开了一种人造石墨负极材料生产用石墨化炉,包括反应炉,反应炉的内部设置有反应板,反应炉的内部壳壁设置有导热箱,导热箱的内部设置有膨胀块,导热箱的顶部壳壁设置有第一传感器,反应炉的上方设置有水泵,第一传感器和水泵电性连接,水泵的输入端设置有吸水管,吸水管贯穿反应炉的壳壁,吸水管和反应炉的壳壁固定连接。本发明当装置运行时,启动反应板,再由出水管导入水箱的内部,在传输的过程中,对反应炉中的热量进行吸收,避免反应炉中的温度过高影响产品质量,当温度降低时,膨胀块会脱离第一传感器,从而使水泵停止运行,进而使降温
石墨负极材料的制备方法、石墨负极及其应用.pdf
本发明公开了一种石墨负极材料的制备方法、石墨负极及其应用,其制备方法,包括步骤:(1)制备焦骨料将若干种焦炭分别经粗破、磨粉和分级处理得到对应的若干种焦骨料;(2)制备改性焦炭于若干种焦骨料中分别加入酸性溶液,再搅拌后制得浆料,浆料经洗涤、抽滤、脱水烘干后得到对应的若干种第一物料;(3)制备第二物料将至少两种第一物料进行混合得第二物料,或将至少一种焦骨料和至少一种第一物料混合得第二物料;(4)包覆及石墨化将第二物料与包覆剂混合后进行造粒及石墨化。本发明通过先将前期处理的焦骨料进行酸性溶液改性处理,可得到兼