
一种提高铸造铍铝合金延伸率的方法.pdf

是你****辉呀

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提高铸造铍铝合金延伸率的方法.pdf
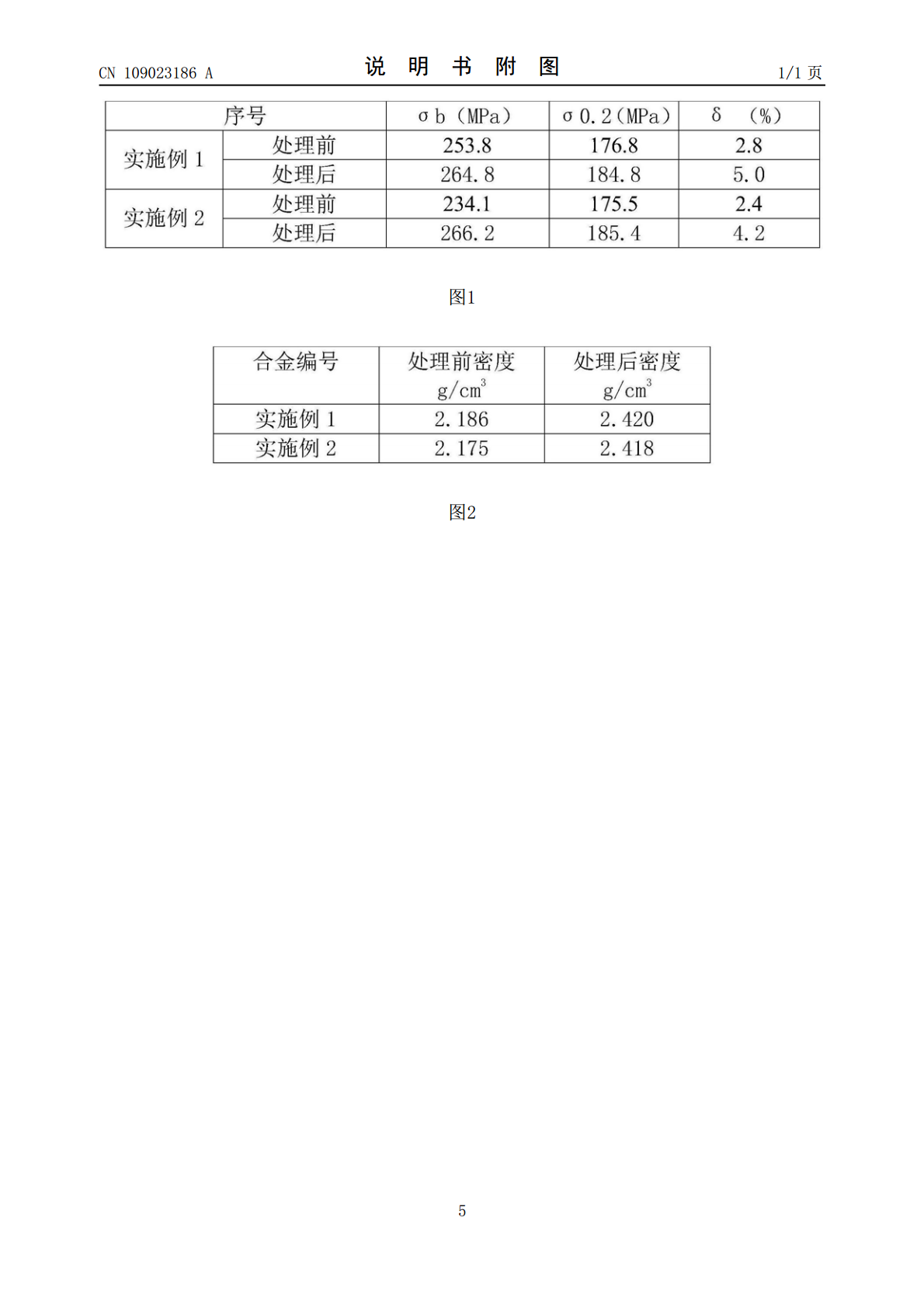
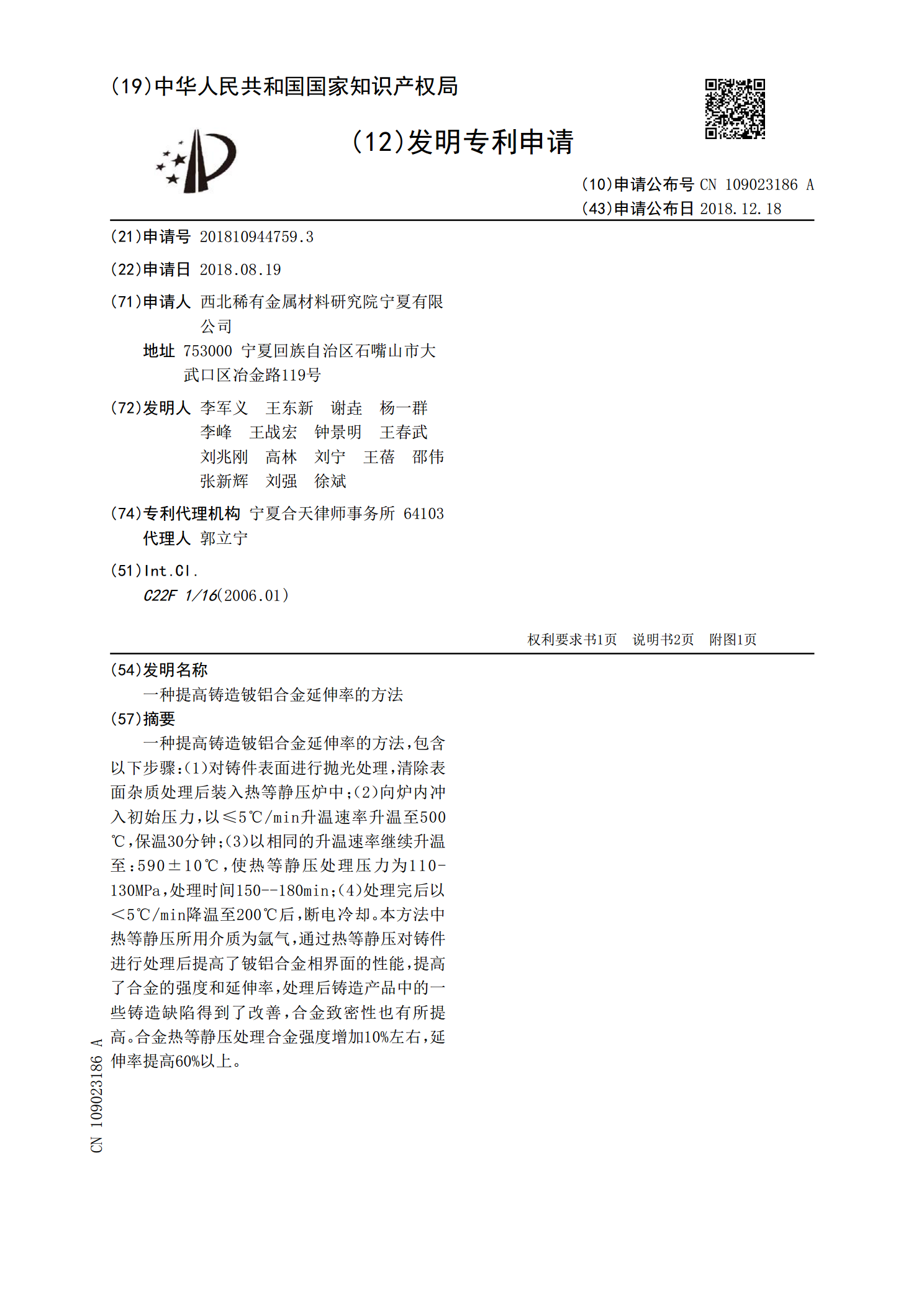
一种提高铸造铍铝合金延伸率的方法,包含以下步骤:(1)对铸件表面进行抛光处理,清除表面杂质处理后装入热等静压炉中;(2)向炉内冲入初始压力,以≤5℃/min升温速率升温至500℃,保温30分钟;(3)以相同的升温速率继续升温至:590±10℃,使热等静压处理压力为110‑130MPa,处理时间150‑‑180min;(4)处理完后以<5℃/min降温至200℃后,断电冷却。本方法中热等静压所用介质为氩气,通过热等静压对铸件进行处理后提高了铍铝合金相界面的性能,提高了合金的强度和延伸率,处理后铸造产品中的一

一种铸造铍铝合金氦弧焊的焊接方法.pdf
本发明提供一种铸造铍铝合金氦弧焊焊接的方法其包括:焊前对工件进行焊前处理,开破口,打磨表面,清洗;工件焊前预热处理;焊丝制备、选用和焊前处理;用300型氩弧焊机,采用氦气保护进行焊接;焊后的工件在马弗炉内进行缓慢降温,可实现单面焊接双面成型,焊接强度与母材基本相当。氦弧焊焊接铸造铍铝合金由于氦气的电离电压(用以衡量电离能)高于氩气,因此氦弧焊的能量密度更高,焊接深度更高,对于厚5到10mm的钢板,可以实现单面焊双面成形,生产效率高。

一种铸造铍铝合金用模壳的制备方法.pdf
本发明公开了一种铸造铍铝合金用模壳的制备方法,包括:步骤一、得到模型数据;步骤二、得到3D模型并进行渗蜡处理后干燥;步骤三、采用70~100℃中温蜡压制浇道和浇冒口并粘接到干燥后的3D模型上组数后采用红蜡粘接排气口和试样棒;步骤四、依次对粘接后的3D模型进行挂面层、过渡层和加固层进行沾浆和挂砂处理在外部缠绕铁丝,得到含蜡料和模料的铸造铍铝合金用模壳后干燥;步骤五、对干燥后的含蜡料和模料的铸造铍铝合金用模壳进行高温软化脱蜡处理;步骤六、将高温软化脱蜡处理后的含蜡料和模料的铸造铍铝合金用模壳送入冷炉后依次进行

提高铝合金延伸率初探.docx
提高铝合金延伸率初探标题:提高铝合金延伸率初探摘要:铝合金是一种重要的金属材料,由于其轻巧、高强度和良好的可加工性,在工业应用中得到广泛应用。然而,铝合金的延伸率相对较低,限制了其在某些特定领域的应用。本文针对提高铝合金的延伸率进行了初步探索,总结了几种常见的延伸率提高方法,并讨论了各种方法的优缺点以及潜在应用领域。1.引言2.铝合金的延伸率及其影响因素2.1铝合金的延伸率概述2.2影响铝合金延伸率的因素3.延伸率提高方法3.1添加合金元素3.2热处理工艺3.3机械加工技术3.4微组织调控方法4.方法优缺
一种镁铝合金铸造方法及镁铝合金铸造调位方法.pdf
一种镁铝合金铸造方法及镁铝合金铸造调位方法,涉及合金加工技术领域,本发明为了解决现有的如何保证镁铝合金铸件在压铸过程中存在的液态镁铝合金燃烧、使用覆盖剂阻燃存在危害和镁铝合金的缺肉、含有气泡的问题。一种镁铝合金压铸装置,包括夹持构件和压铸模具;所述夹持构件包括上支撑架、支撑台、上打板、上模板、上连杆、复位弹簧、上夹板、导向套、下支撑架、支撑台、导向杆、下夹板和偏转构件;所述上支撑架的下端设置有上支撑台,上支撑台的上、下端面依次设置有上打板和上模板。本发明解决了液态镁铝合金燃烧、使用覆盖剂阻燃存在危害和镁铝