
控制弹簧圆钢氧化铁皮厚度的热轧工艺.pdf

醉香****mm

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
控制弹簧圆钢氧化铁皮厚度的热轧工艺.pdf
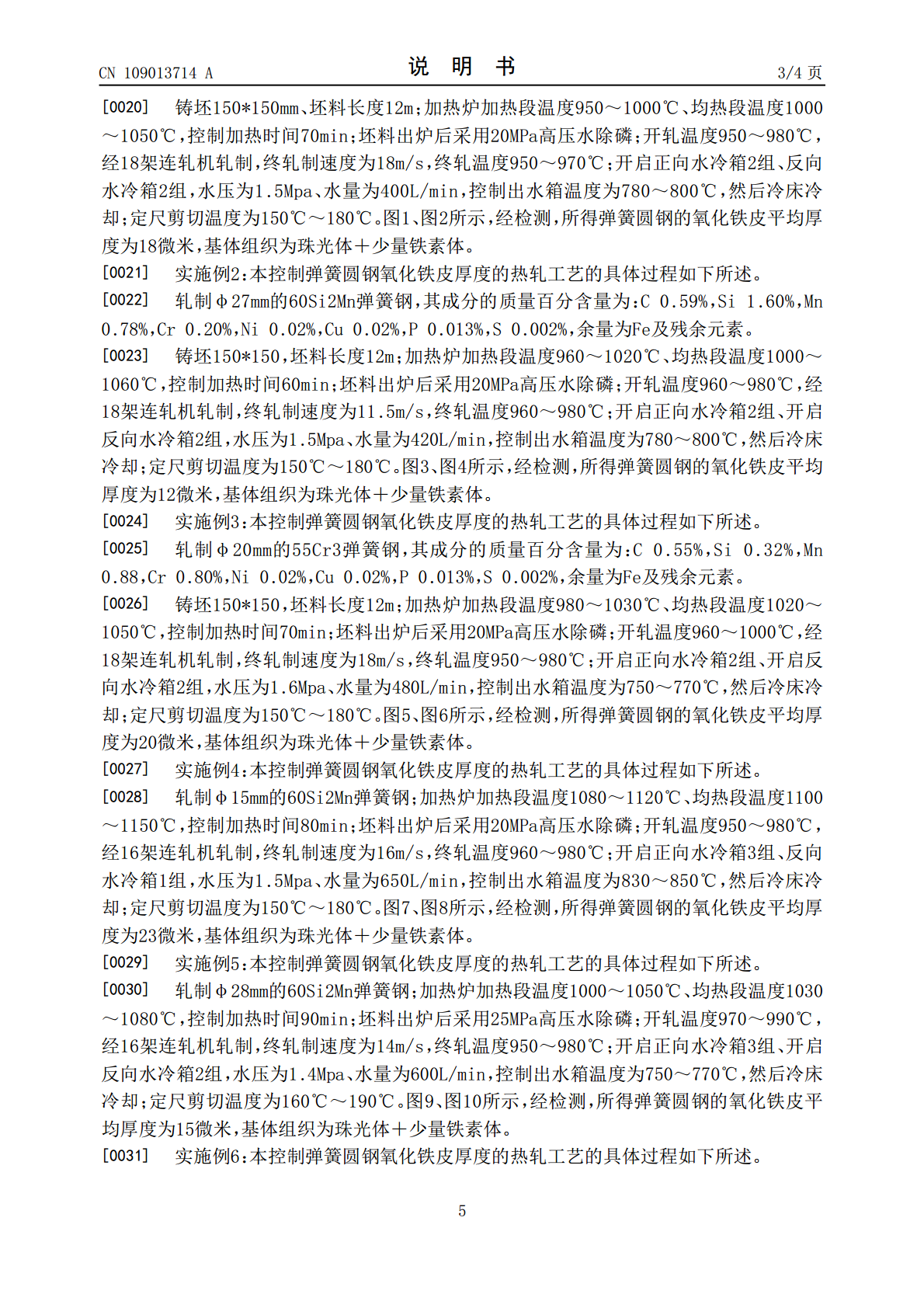
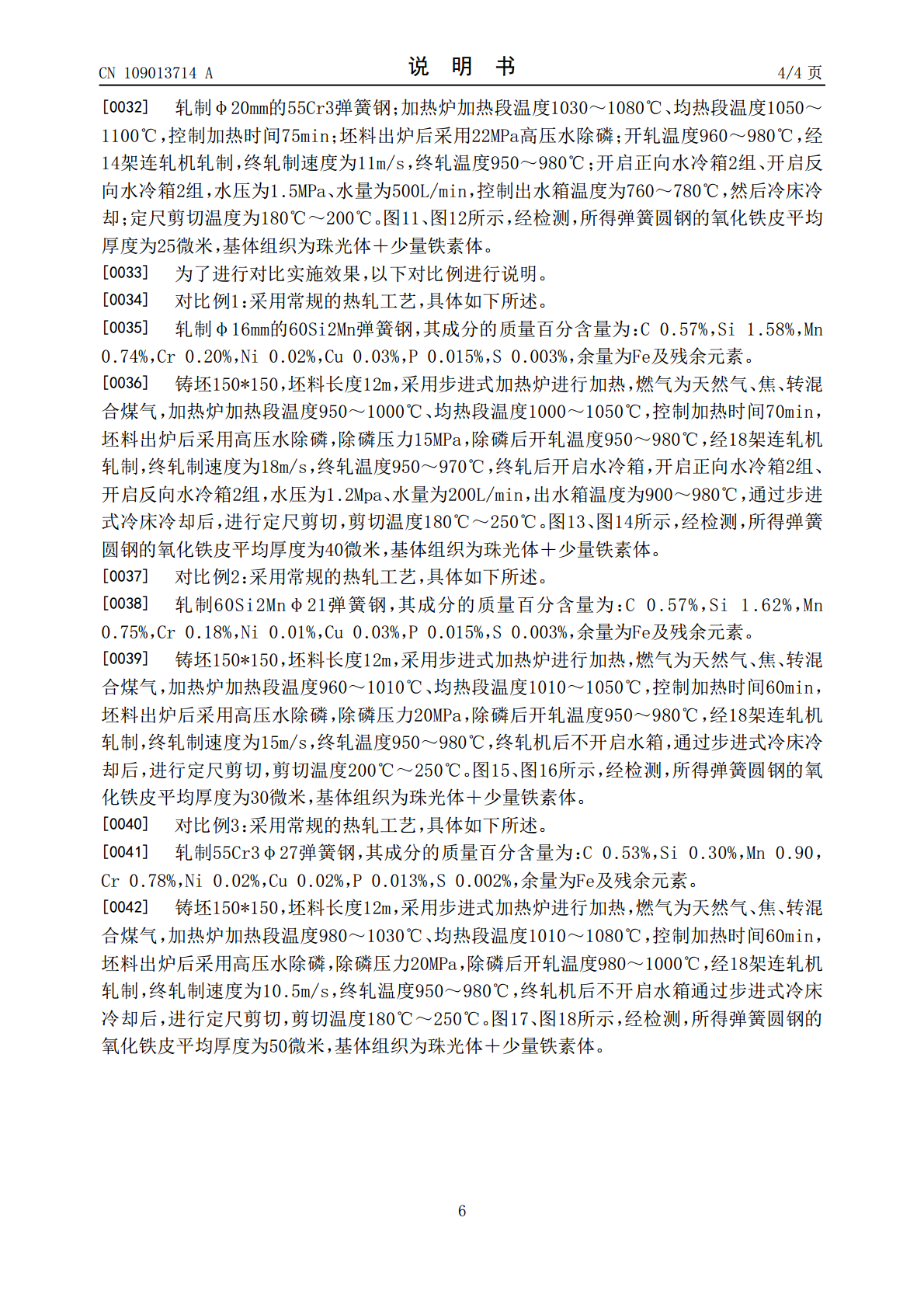
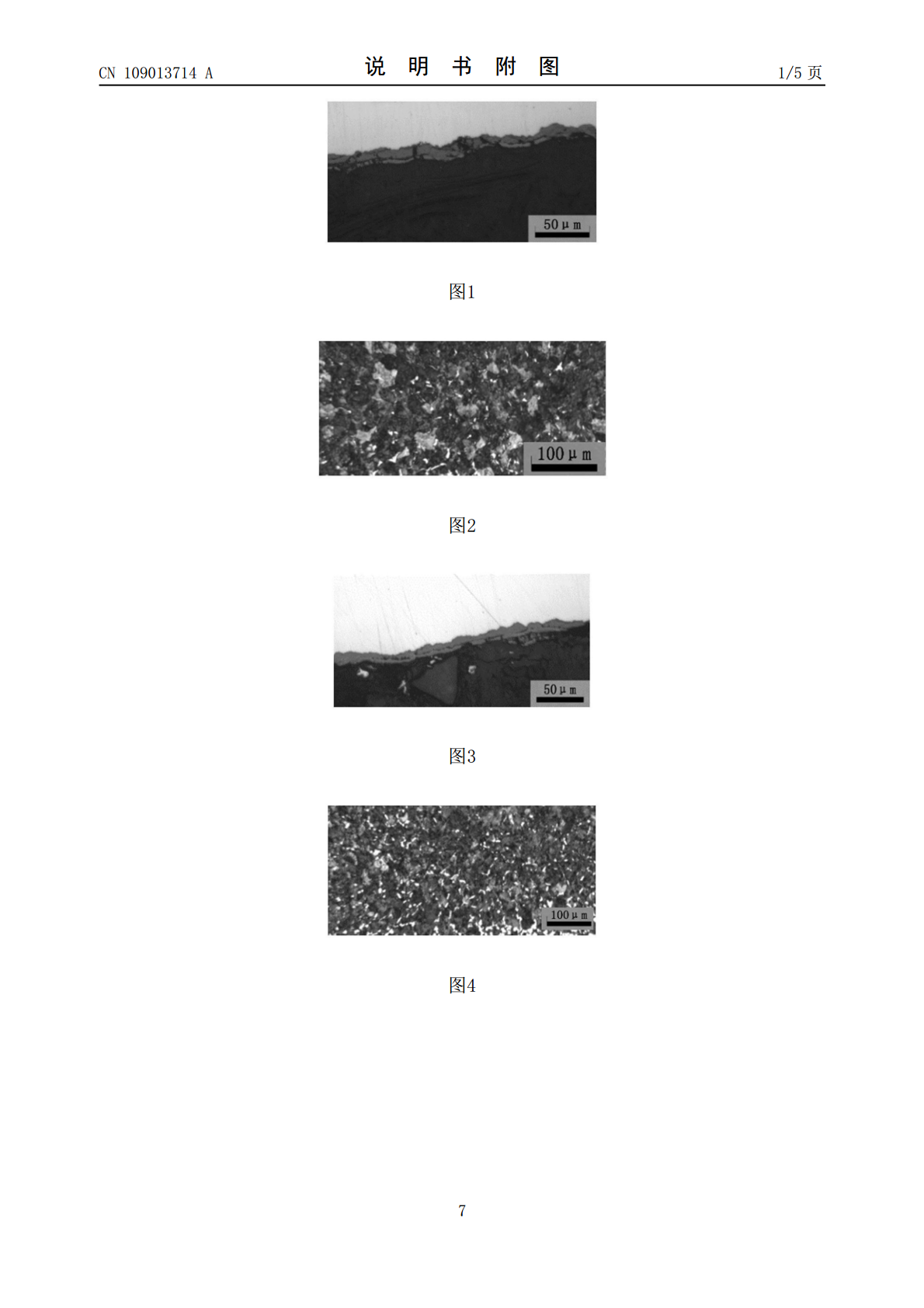
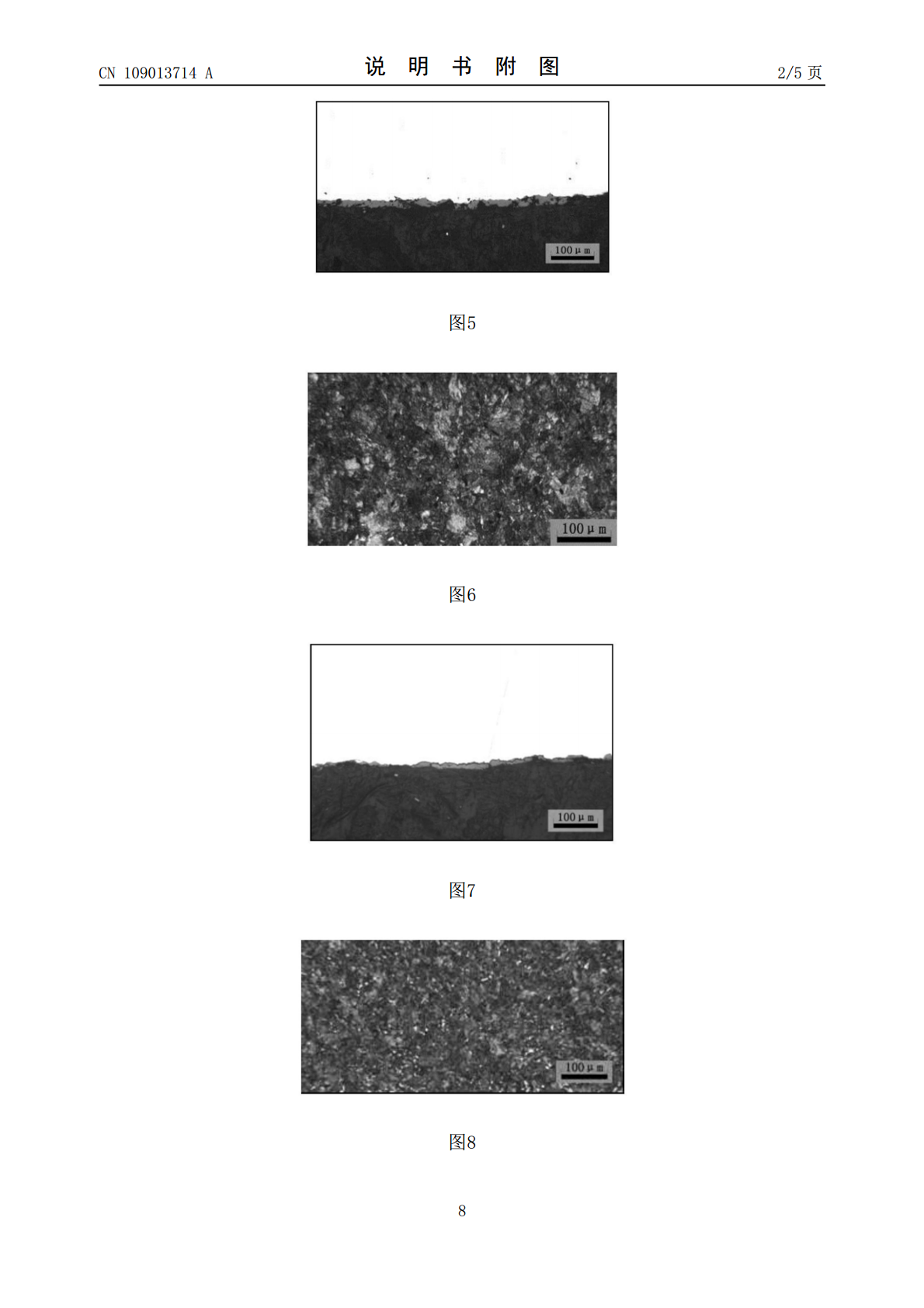
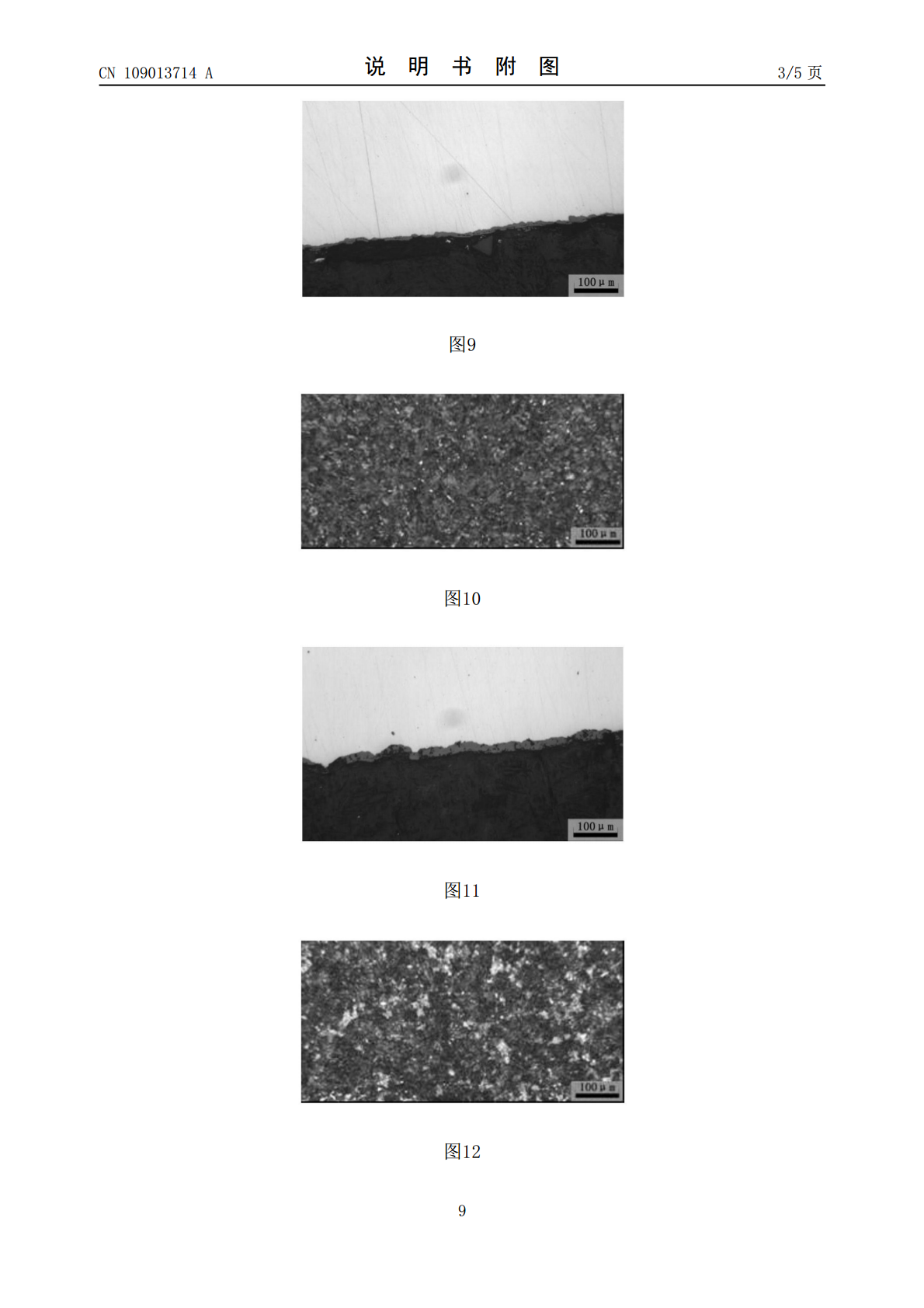
本发明公开了一种控制弹簧圆钢氧化铁皮厚度的热轧工艺,其包括加热、轧制和冷却过程,其特征在于,所述加热过程:加热段温度950~1120℃、均热段温度1000~1150℃,加热时间60~90min,出炉后高压水除磷;所述轧制过程:开轧温度950~1000℃;所述冷却过程:终轧后进水冷箱,出水箱温度为750~850℃,最后冷床冷却。本工艺有效降低了弹簧圆钢的氧化铁皮厚度,使其氧化铁皮厚度不大于25微米。本工艺将弹簧钢棒材表面的氧化铁皮控制在不大于25微米,热轧态金相组织仍为珠光体+少量铁素体,水冷后未出现马氏体

热轧工艺参数和供氧差异对氧化铁皮结构和厚度的影响.docx
热轧工艺参数和供氧差异对氧化铁皮结构和厚度的影响热轧工艺是金属加工中一种常用的方法,它通过高温下对金属进行塑性变形,使其形成所需的形状和尺寸。在热轧的过程中,由于金属表面与空气接触,氧化铁皮通常会在金属表面形成,而这些氧化铁皮的存在会对材料的性能和使用造成很大的影响。因此,在热轧工艺中,减少氧化铁皮对材料的影响是一项非常重要的研究方向。在本文中,我们将研究热轧工艺参数和供氧差异对氧化铁皮结构和厚度的影响。首先,我们需要了解氧化铁皮的形成机制。在金属表面与空气接触时,金属与空气中的氧发生反应,形成氧化物。在

热轧低碳钢氧化铁皮厚度的数值模拟及微观形貌的研究.docx
热轧低碳钢氧化铁皮厚度的数值模拟及微观形貌的研究随着工业的不断发展,钢材已经成为了人们生产生活中不可或缺的材料。然而,钢材生产中不可避免地会出现氧化铁皮的形成,因为空气中的氧气会与钢材表面的铁原子发生氧化反应。这种氧化铁皮会影响钢材表面的质量,并对后续的加工工艺造成一定的影响。因此,对低碳钢氧化铁皮厚度进行数值模拟及微观形貌的研究具有重要的意义。一、氧化铁皮的形成原理从化学角度来看,氧化铁皮是钢材表面的氧、水、二氧化碳与铁原子发生反应形成的聚氧化铁膜。这个过程可以被称作钢铁氧化反应。随着反应的进行,这种聚

热轧带钢氧化铁皮控制研究.docx
热轧带钢氧化铁皮控制研究热轧带钢是一种广泛应用于建筑、机械制造、汽车等领域的重要金属材料。然而,在热轧带钢的生产过程中,常常会出现氧化铁皮的问题,这会严重影响带钢的质量和性能。因此,对热轧带钢氧化铁皮的控制进行研究具有重要的理论和实际意义。氧化铁皮是在热轧带钢表面形成的一层铁氧化物覆盖物,主要由铁、氧及其他元素组成。氧化铁皮的产生是由于热轧带钢在高温下与空气中的氧气反应,导致钢表面生成铁氧化物。产生氧化铁皮的原因主要有以下几个方面:首先,热轧带钢在高温下与空气中的氧气反应是氧化铁皮生成的主要原因。热轧带钢

热轧中厚板氧化铁皮控制技术.docx
热轧中厚板氧化铁皮控制技术热轧中厚板氧化铁皮控制技术随着工程建设和制造业的发展,中厚板在各个领域的应用越来越广泛。而热轧中厚板的氧化铁皮问题一直是制约其质量的主要因素之一。氧化铁皮不仅会影响中厚板的机械性能和表面质量,还会增加加工难度,影响生产效率和成本,因此生产过程中控制氧化铁皮的形成是十分重要的。本文将从中厚板氧化铁皮的形成机理出发,探讨控制氧化铁皮的技术手段和方向。一、中厚板氧化铁皮的形成机理热轧中厚板在高温下和氧气接触时会发生氧化反应,从而在表面形成一层氧化铁皮。氧化铁皮的主要成分是铁氧化物,主要