
一种带有化学除氧系统的真空热处理炉.pdf

小云****66

1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种带有化学除氧系统的真空热处理炉.pdf
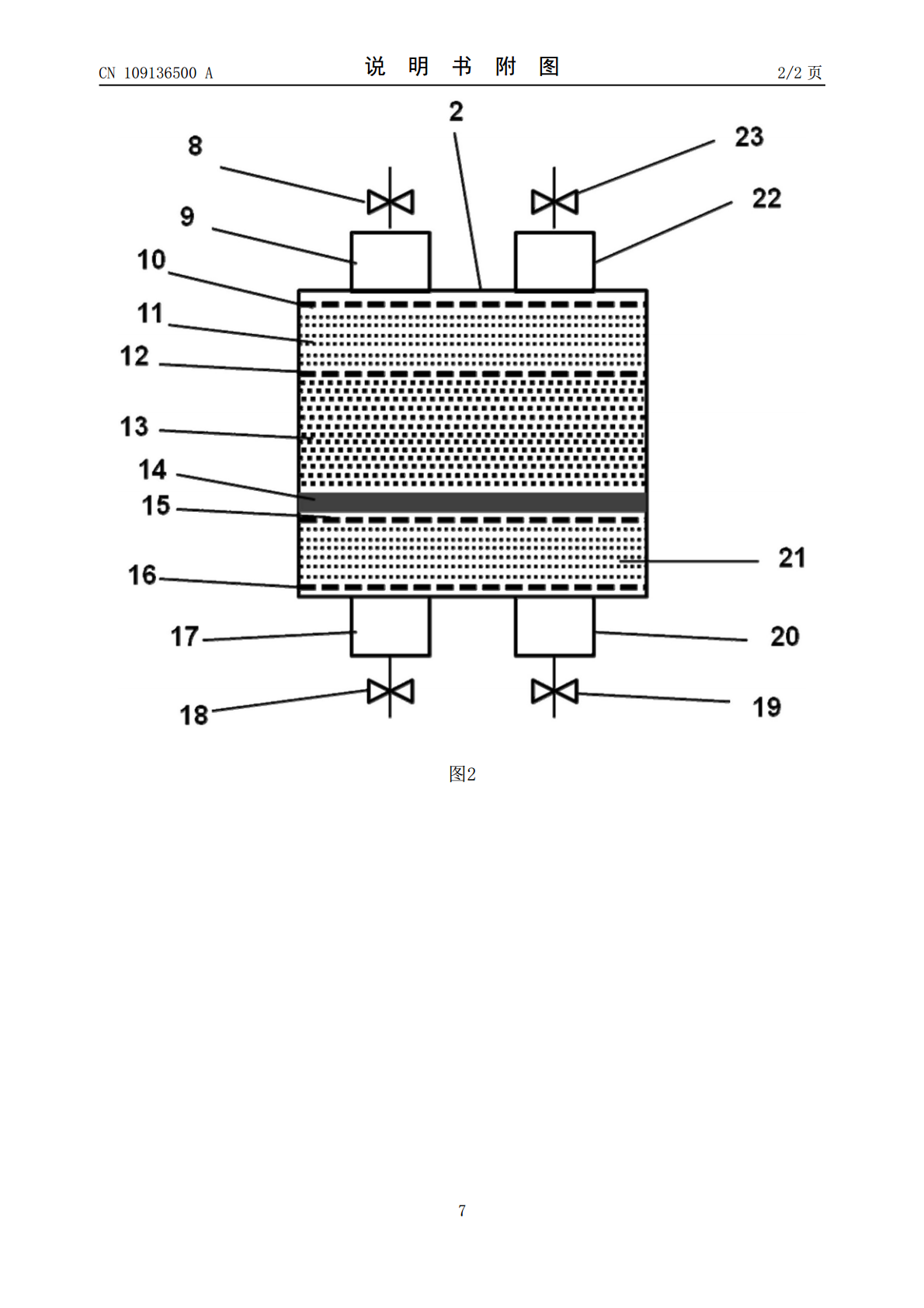
本发明涉及一种带有化学除氧系统的真空热处理炉,包括保护气源(1)、真空炉室(5)和真空泵(6),所述的保护(1)和真空泵(6)分别与真空炉室(5)连接,所述的真空热处理炉还包括除氧罐(2),所述的除氧罐(2)一端通过保护气进气阀(18)与保护气源(1)连接,另一端通过保护气出气阀(23)与真空炉室(5)连接,除氧罐(2)中装有除氧层(13)和加热器(14)。与现有技术相比,本发明在保护气源后方设置除氧罐,可使真空炉工作在10
新型热力真空除氧系统.pdf
本发明提供了一种新型热力真空除氧系统,所述新型热力真空除氧系统包括:软水箱(10);软水泵(20);省煤器(40);除氧器给水泵(30);除氧器(50);真空引射器(60);对除氧器进行减压的真空引射管路,连接所述软水箱(10)、软水泵(20)、真空引射器(60)和除氧器(50);向除氧器注水的注水管路,连接所述软水箱(10)、除氧器给水泵(30)、省煤器(40)和除氧器(50)。本发明的热力真空除氧系统,其节能性好,工作效率高,具有良好的回收余热的功能等优点。

一种真空热处理炉.pdf
本发明涉及一种真空热处理炉,属于热处理装备技术领域。该炉包括安置于保温外炉体中的垂向圆柱形真空内炉体,真空内炉体外表面环绕电加热管;保温外炉体设有上、中、下三处进风口和对应的三处垂向朝上出风管;进风口通过位于保温外炉体和真空内炉体之间的螺旋风道通往相应的出风管;螺旋风道至少环绕真空内炉体二周,由与真空内炉体外表面电加热管隔开的前段和与真空内炉体外表面电加热管共容的后段构成。本发明的电加热管直接加热真空内炉体,因此加热效率高。上、中、下三个螺旋风道可以酌情分别调控风速、风量,因此可以保证炉温均匀。采用闭环调
一种真空热处理炉.pdf
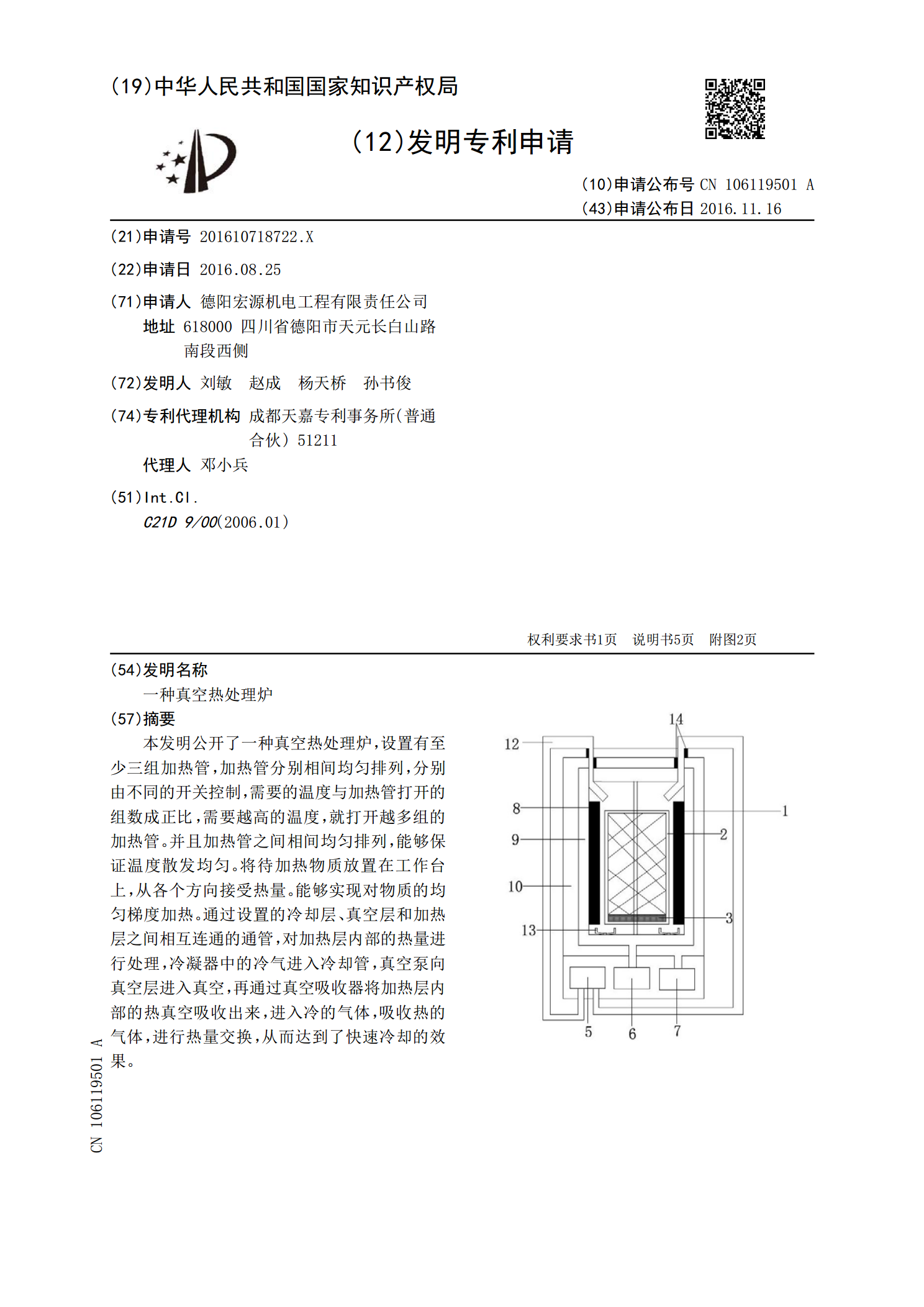
本发明公开了一种真空热处理炉,设置有至少三组加热管,加热管分别相间均匀排列,分别由不同的开关控制,需要的温度与加热管打开的组数成正比,需要越高的温度,就打开越多组的加热管。并且加热管之间相间均匀排列,能够保证温度散发均匀。将待加热物质放置在工作台上,从各个方向接受热量。能够实现对物质的均匀梯度加热。通过设置的冷却层、真空层和加热层之间相互连通的通管,对加热层内部的热量进行处理,冷凝器中的冷气进入冷却管,真空泵向真空层进入真空,再通过真空吸收器将加热层内部的热真空吸收出来,进入冷的气体,吸收热的气体,进行热
小型管式炉除水除氧系统.pdf
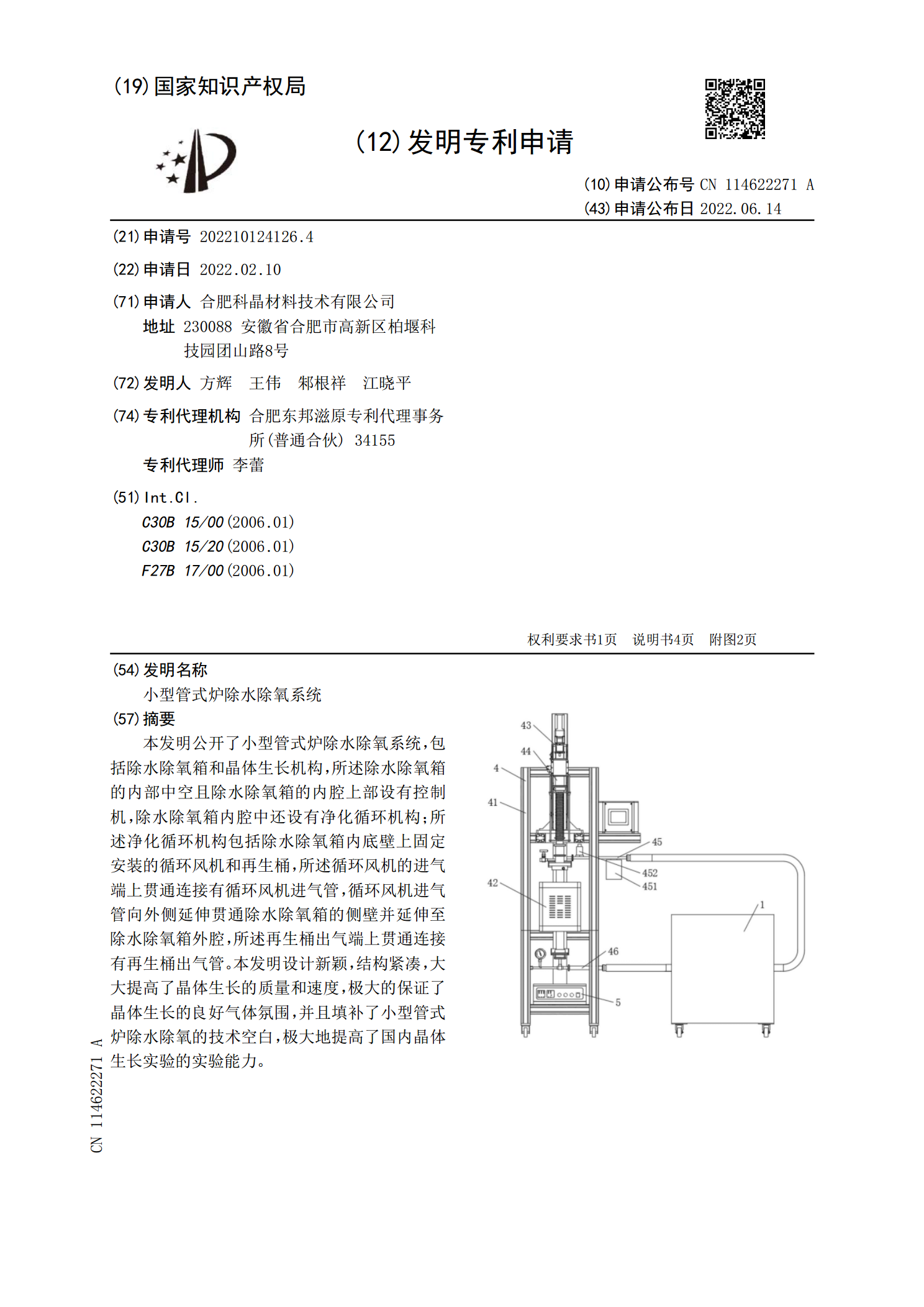
本发明公开了小型管式炉除水除氧系统,包括除水除氧箱和晶体生长机构,所述除水除氧箱的内部中空且除水除氧箱的内腔上部设有控制机,除水除氧箱内腔中还设有净化循环机构;所述净化循环机构包括除水除氧箱内底壁上固定安装的循环风机和再生桶,所述循环风机的进气端上贯通连接有循环风机进气管,循环风机进气管向外侧延伸贯通除水除氧箱的侧壁并延伸至除水除氧箱外腔,所述再生桶出气端上贯通连接有再生桶出气管。本发明设计新颖,结构紧凑,大大提高了晶体生长的质量和速度,极大的保证了晶体生长的良好气体氛围,并且填补了小型管式炉除水除氧的技