
一种薄壁带中厚高牌号灰铁铸件生产方法.pdf

一吃****新冬

1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种薄壁带中厚高牌号灰铁铸件生产方法.pdf
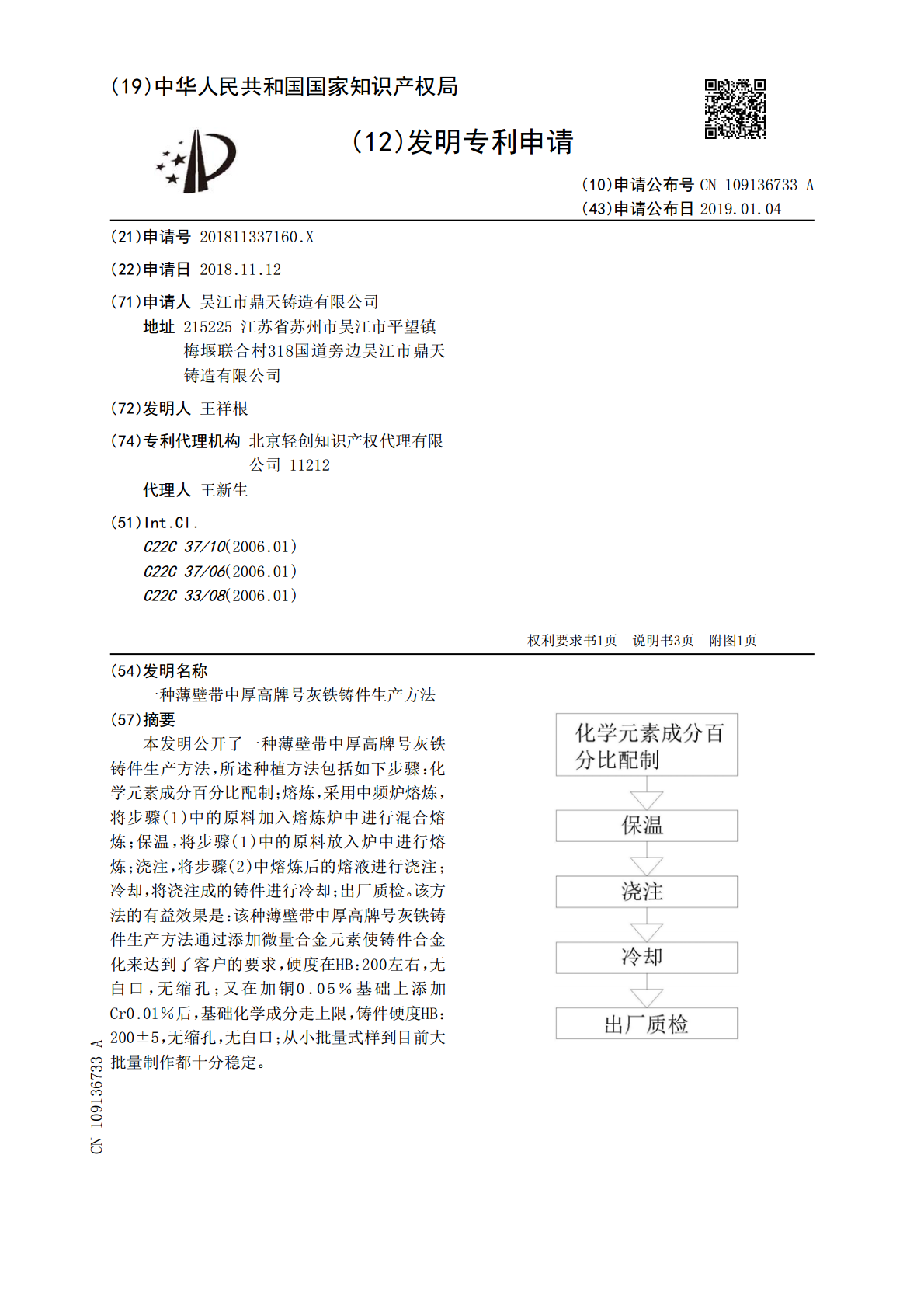
本发明公开了一种薄壁带中厚高牌号灰铁铸件生产方法,所述种植方法包括如下步骤:化学元素成分百分比配制;熔炼,采用中频炉熔炼,将步骤(1)中的原料加入熔炼炉中进行混合熔炼;保温,将步骤(1)中的原料放入炉中进行熔炼;浇注,将步骤(2)中熔炼后的熔液进行浇注;冷却,将浇注成的铸件进行冷却;出厂质检。该方法的有益效果是:该种薄壁带中厚高牌号灰铁铸件生产方法通过添加微量合金元素使铸件合金化来达到了客户的要求,硬度在HB:200左右,无白口,无缩孔;又在加铜0.05%基础上添加Cr0.01%后,基础化学成分走上限,铸

一种高强度薄壁灰铁铸件的制备方法.pdf
本发明公开了一种高强度薄壁灰铁铸件的制备方法,通过采用3~8%生铁、50~65%废钢和27~42%回炉料作为熔化铁液的配比原料,采用熔炼、一次增碳、一次孕育、二次增碳、二次孕育、浇铸、型内孕育和退火的工艺方法,得到高强度薄壁灰铁铸件,其化学成分按质量百分比计为:C:2.9~3.5,Si:1.4~2.1,Mn:0.7~1.1,P:≤0.05,S:≤0.08,Cu:≤0.03,Sn:0.031~0.043,RE:0.01~0.03,余量Fe和不可避免杂质。本发明的制备方法,不仅能制备得到高强度薄壁灰铁铸件,而

一种高强度薄壁灰铁铸件的制备方法.pdf
本发明提供了一种高强度薄壁灰铁铸件的制备方法,包括以下步骤:(1)熔炼;(2)高温精炼;(3)孕育:铁液出炉温度控制在1530‑1545℃,浇包内孕育,孕育剂为SiC‑Zr‑Fe中间合金,SiC‑Zr‑Fe中间合金中SiC的质量含量为20‑30%,单质Zr的质量含量为7‑15%,余量为Fe;SiC‑Zr‑Fe中间合金的加入量为铁液质量的0.4‑0.55%;(4)浇注:浇注温度控制在l460‑1490℃浇注;本发明通过特定的孕育剂,有效改善了石墨形态和细化晶粒,对于提高灰铁铸件强度、硬度有显著作用,同时铸件
灰铁铸件的制备方法.pdf
本发明涉及一种铸造方法,具体涉及一种灰铁铸件的制备方法;步骤包括:配料,熔炼,孕育剂调整,造型浇注,落砂处理,所述原料配比为:生铁10~20%,废钢35~45%,硅铁0.6~0.8%,增碳剂1~1.3%,其余回炉料;本发明通过减少生铁的加入量并且增加废钢在配料中的比例,同时加入增碳剂补充碳含量,采用两次孕育,使得铸件中的化学成分满足要求,替代了通过添加合金来提高强度的过程,降低了成本,而且生产出的HT250达到国家标准。

大型高牌号灰铁机体铸造工艺设计.docx
大型高牌号灰铁机体铸造工艺设计摘要灰铁作为一种低成本、好机加工性、易铸造的金属材料,广泛应用于制造各类机械配件。因此,在机械工业中,灰铁的铸造工艺设计显得尤为重要。本文以大型高牌号灰铁机体的铸造工艺为研究对象,结合实际生产,分析灰铁机体的铸造特点和工艺流程,探讨了采用模具铸造的工艺方案,包括模具材料选择、充型系统设计等,最终得出了一套可行的大型高牌号灰铁机体铸造工艺。关键词:灰铁机体;铸造工艺;模具铸造;充型系统AbstractGrayiron,asalow-cost,well-machinable,an