
一种加热测温矿物绝缘电缆的生产线及其电缆制备方法.pdf

听容****55

1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种加热测温矿物绝缘电缆的生产线及其电缆制备方法.pdf
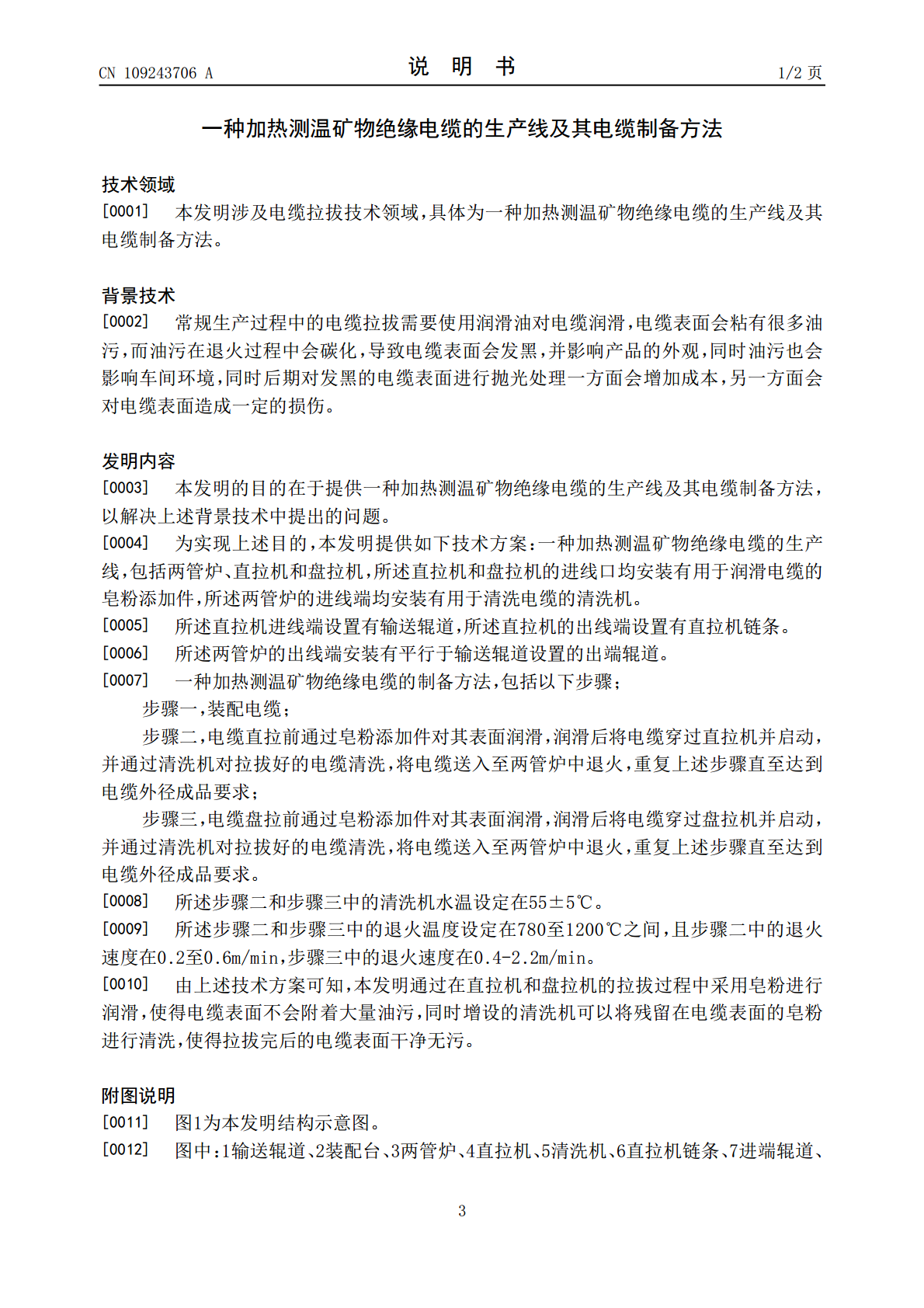
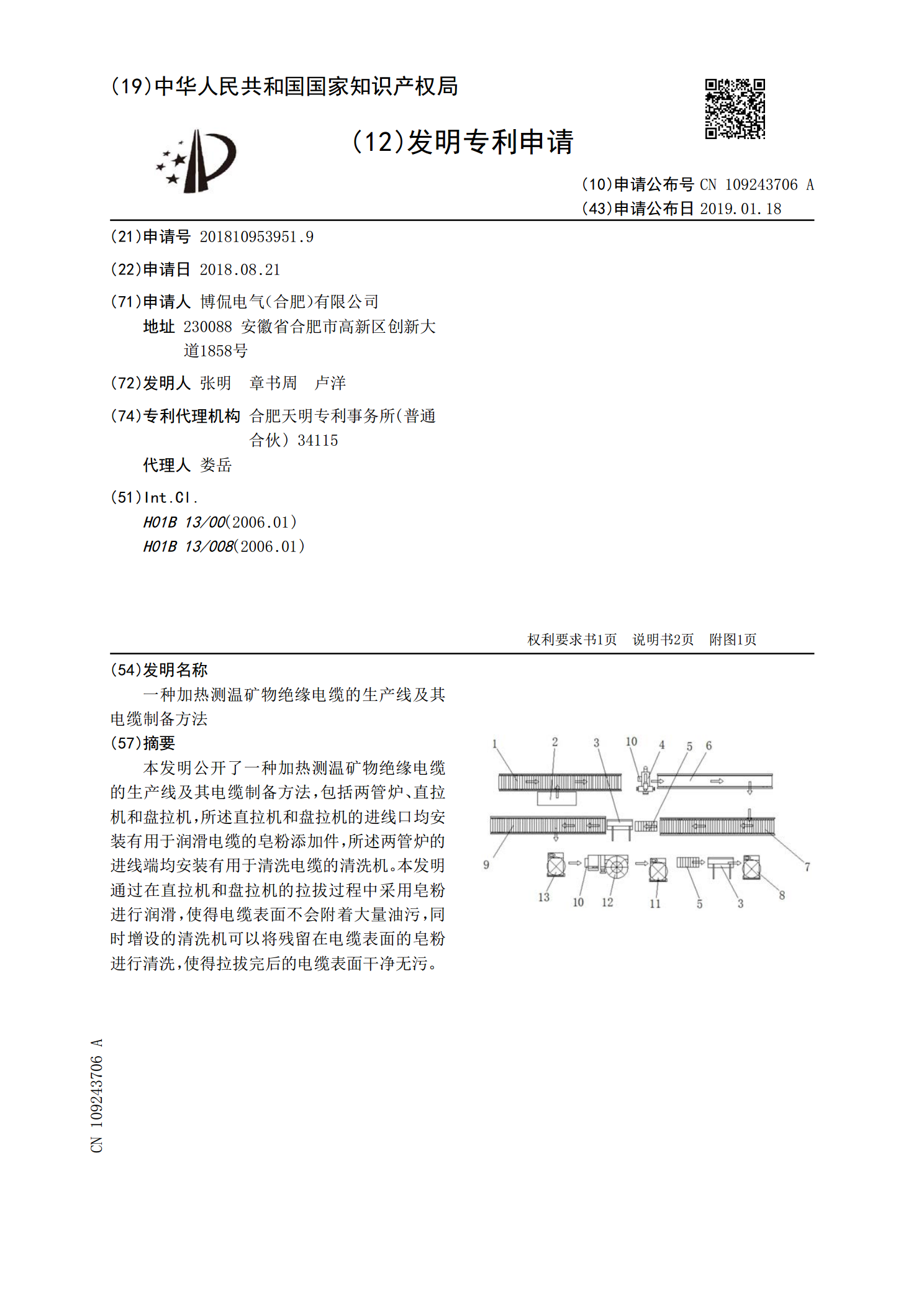
本发明公开了一种加热测温矿物绝缘电缆的生产线及其电缆制备方法,包括两管炉、直拉机和盘拉机,所述直拉机和盘拉机的进线口均安装有用于润滑电缆的皂粉添加件,所述两管炉的进线端均安装有用于清洗电缆的清洗机。本发明通过在直拉机和盘拉机的拉拔过程中采用皂粉进行润滑,使得电缆表面不会附着大量油污,同时增设的清洗机可以将残留在电缆表面的皂粉进行清洗,使得拉拔完后的电缆表面干净无污。
一种矿物绝缘防火电缆的生产线及其电缆制备方法.pdf
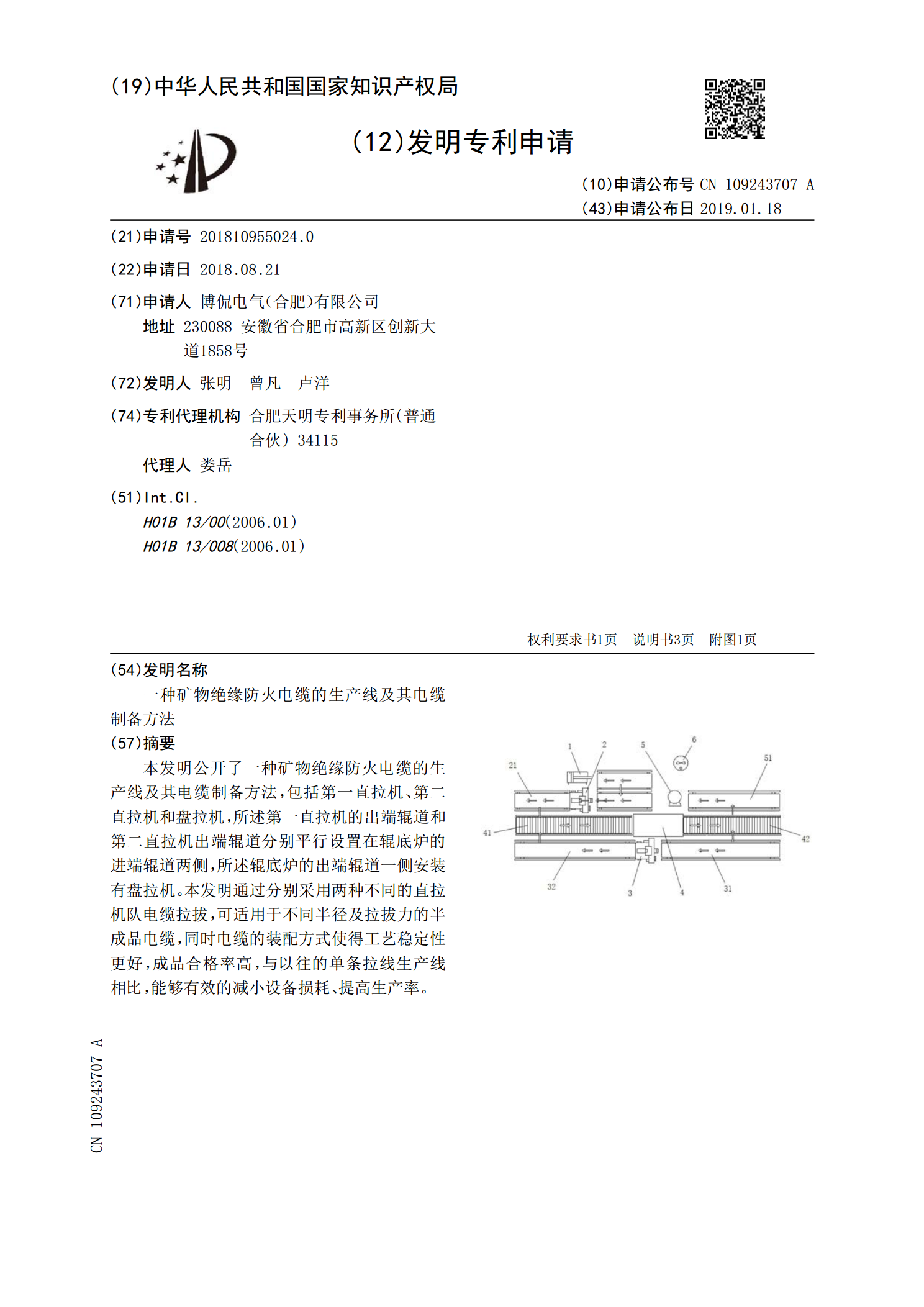
本发明公开了一种矿物绝缘防火电缆的生产线及其电缆制备方法,包括第一直拉机、第二直拉机和盘拉机,所述第一直拉机的出端辊道和第二直拉机出端辊道分别平行设置在辊底炉的进端辊道两侧,所述辊底炉的出端辊道一侧安装有盘拉机。本发明通过分别采用两种不同的直拉机队电缆拉拔,可适用于不同半径及拉拔力的半成品电缆,同时电缆的装配方式使得工艺稳定性更好,成品合格率高,与以往的单条拉线生产线相比,能够有效的减小设备损耗、提高生产率。

一种新型矿物绝缘电缆及其制备方法.pdf
本发明公开了一种新型矿物绝缘电缆,包括主干电缆、支线电缆和连接装置;所述主干电缆的中段设置有切口部分;所述支线电缆的端部设置有连接线芯,所述连接线芯与所述切口部分的缆芯固定连接;所述连接装置包括C型夹、其用于紧夹主干电缆和支线电缆的连接处;绝缘带,其完全缠绕包裹所述切口部分的缆芯、支线电缆的连接线芯、以及主干电缆和支线电缆的连接处及C型夹;保护盒,其内壁设置有氧化铝耐火隔热层,所述保护盒上预留有注塑孔;所述保护盒与所述主干电缆、支线电缆之间的间隙设置有注塑填充体。本发明的最大特点就是主干电缆和支线电缆在生
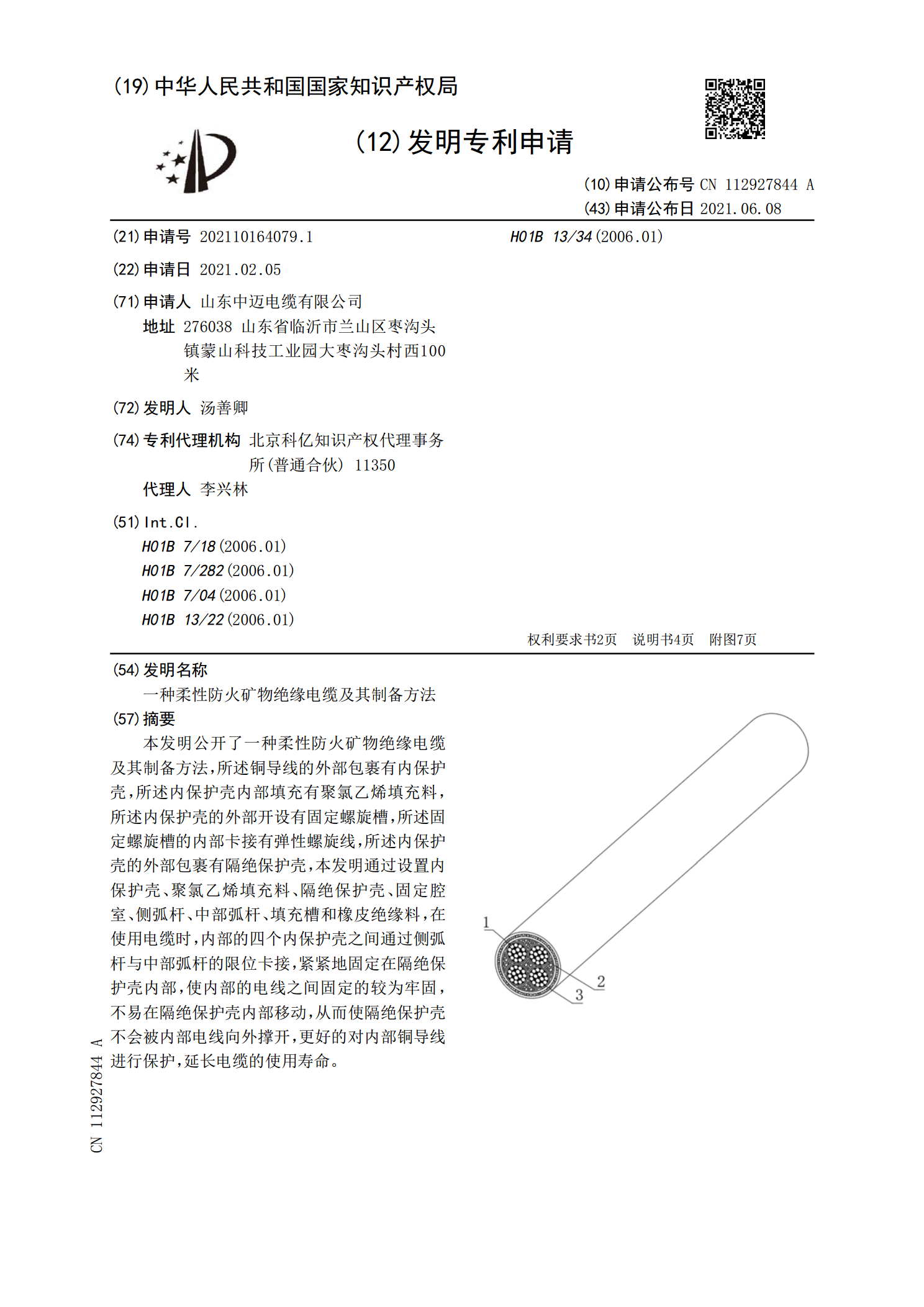
一种柔性防火矿物绝缘电缆及其制备方法.pdf
本发明公开了一种柔性防火矿物绝缘电缆及其制备方法,所述铜导线的外部包裹有内保护壳,所述内保护壳内部填充有聚氯乙烯填充料,所述内保护壳的外部开设有固定螺旋槽,所述固定螺旋槽的内部卡接有弹性螺旋线,所述内保护壳的外部包裹有隔绝保护壳,本发明通过设置内保护壳、聚氯乙烯填充料、隔绝保护壳、固定腔室、侧弧杆、中部弧杆、填充槽和橡皮绝缘料,在使用电缆时,内部的四个内保护壳之间通过侧弧杆与中部弧杆的限位卡接,紧紧地固定在隔绝保护壳内部,使内部的电线之间固定的较为牢固,不易在隔绝保护壳内部移动,从而使隔绝保护壳不会被内部
矿物绝缘加热电缆.ppt
看完以下文字,希望您能对电热带有所了解,对您选型有所帮助。矿物绝缘电缆结构及特点8、耐低温,在低温下施工不脆断,易于冬季施工和维修。3.2技术性能指标3.2.1产品基本参数:规格型号:MI2-50直径:4电压等级:220V功率:50W/m使用寿命:不低于10年外壳材料:不锈钢加热材料:铜镍合金3.2.2产品性能参数温度范围:最高维持温度:400℃;