
一种短流程生产铜门带工艺.pdf

一条****淑淑

1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种短流程生产铜门带工艺.pdf
一种短流程生产铜门带工艺,配料→上引连铸→初轧→退火→成品轧制→退火、清洗→成品剪切→包装入库;配料:采用紫铜旧料称重后投入熔炼炉;上引连铸:熔炼后打开熔炼炉与保温炉之间连通管道上的阀门,使铜液经连通管道流入保温炉内,采用热电偶控制保温炉内铜液温度,采用上引连铸法生产出12×1050mm的T2带坯,重量7吨,将带坯卷取;第三步,初轧:带坯不经过双面铣铣面,直接在1250型号的四辊可逆初轧机上进行轧制,轧制厚度根据成品厚度决定,确保成品轧制总加工率不低于50%;降低了加工成本,工艺流程的缩短,上引连铸炉体较
铜门着色工艺流程及铜门着色问题.docx
铜门着色工艺流程及铜门着色问题诸多人不明白铜门,是怎样着色旳,目前就让上海高爵门窗旳技术人员来告诉大家铜门着色工艺流程及铜门着色问题。通过着色旳铜门,由于更具有美感,且其使用、欣赏价值比较高,因而受到人们旳普遍欢迎。着色铜除有漂亮旳外观,作为装饰外,还可以提高铜旳耐磨性和耐蚀性,因此,着色技术开发了表面处理又一新领域。一1、处理工艺:除油除锈除氧化皮——水洗——酸洗抛光——水洗——中和——水洗——着色处理——水洗——干燥及其他后处理2、酸洗抛光推荐使用铜材酸洗抛光液进行处理。目旳是使黄铜表面具有光泽。3、
一种双金属复合带材短流程高效生产工艺.pdf
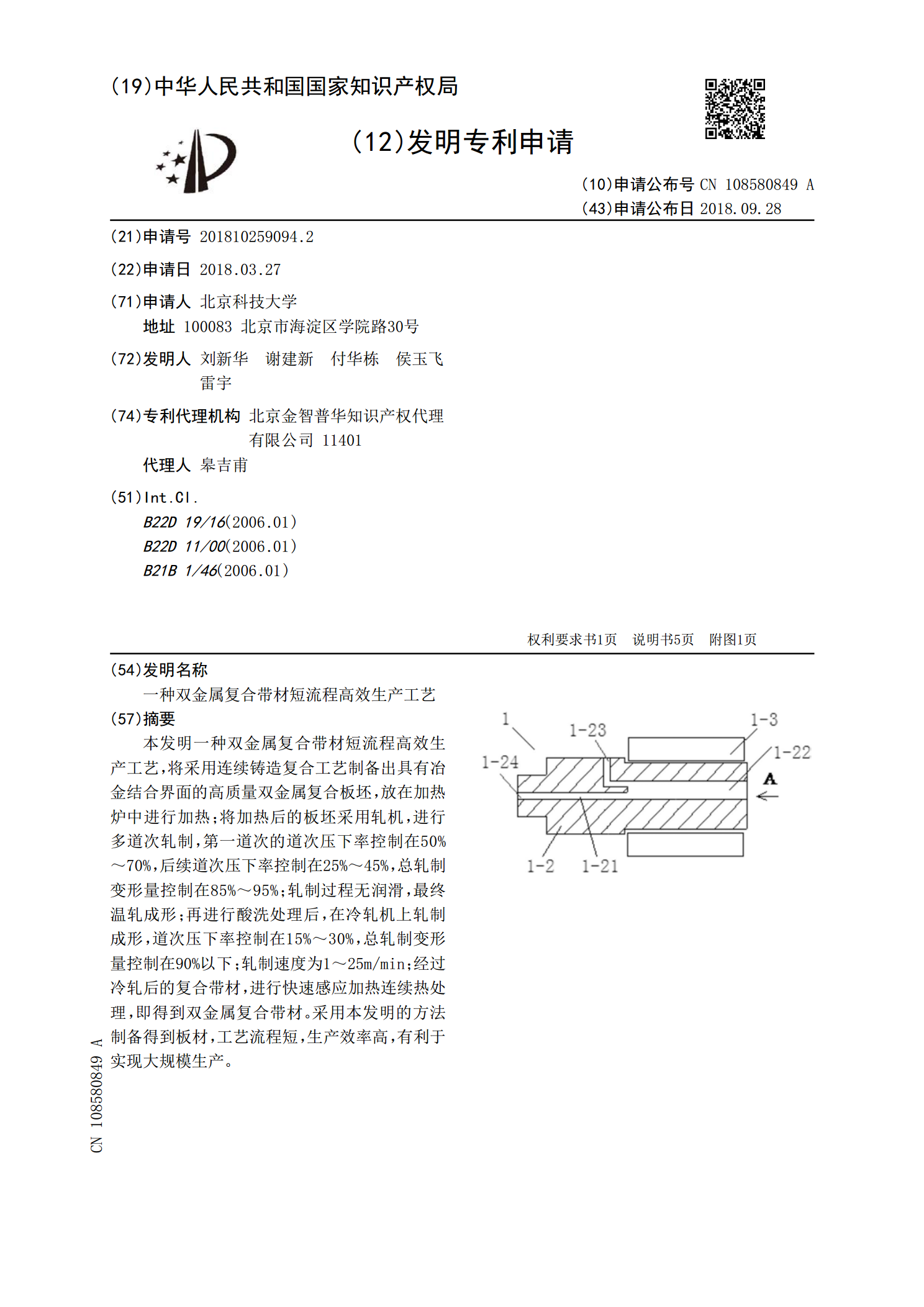
本发明一种双金属复合带材短流程高效生产工艺,将采用连续铸造复合工艺制备出具有冶金结合界面的高质量双金属复合板坯,放在加热炉中进行加热;将加热后的板坯采用轧机,进行多道次轧制,第一道次的道次压下率控制在50%~70%,后续道次压下率控制在25%~45%,总轧制变形量控制在85%~95%;轧制过程无润滑,最终温轧成形;再进行酸洗处理后,在冷轧机上轧制成形,道次压下率控制在15%~30%,总轧制变形量控制在90%以下;轧制速度为1~25m/min;经过冷轧后的复合带材,进行快速感应加热连续热处理,即得到双金属复

一种直接生产纯净铁水的短流程工艺.pdf
本发明提供了一种直接生产纯净铁水的短流程工艺,该方法是基于通过含铁矿粉和还原气体直接还原生产液态纯铁水的工艺。还原过程中不需要添加煤粉等固体还原剂。该直接熔融还原流程工艺包括:将含铁矿粉经过预还原和预热处理;将所制还原气体等离子化并预热处理;将含铁矿粉、还原气体、富氧气体、熔剂以及增碳剂一并喷入冶炼炉中,发生气液熔融还原反应,生成纯净铁水。本发明改善了传统高炉工艺复杂的流程,减小了投资成本以及污染性气体的排放,将氢冶金的概念熔融进来,具备优良前景。

一种短流程宽幅铜带生产装置及其生产工艺.pdf
本发明公开了一种短流程宽幅铜带生产装置及其生产工艺,装置包括基座和设在基座上的熔铸炉和收卷机,还包括牵引机和剪切机,所述牵引机设在熔铸炉和收卷机之间,所述剪切机设在牵引机和收卷机之间,所述熔铸炉包括熔炼炉和保温炉,所述保温炉的出口处设有结晶器。工艺,包括步骤:将铜料投放在熔炼炉中,熔炼炉中的铜液通过暗孔进入保温炉中;保温炉中铜液通过结晶器结晶形成铜带出来,铜带通过冷却水槽进行冷却;铜带在经过牵引机进行牵引,铜带穿过剪切机输送至收卷机进行收卷;收卷后的铜带放卷,进行粗轧-退火-中轧-退火-精轧-退火-清洗-