
一种捕蜡装置以及应用该装置的真空烧结炉.pdf

是你****馨呀


1/10

2/10
3/10
4/10

5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种捕蜡装置以及应用该装置的真空烧结炉.pdf
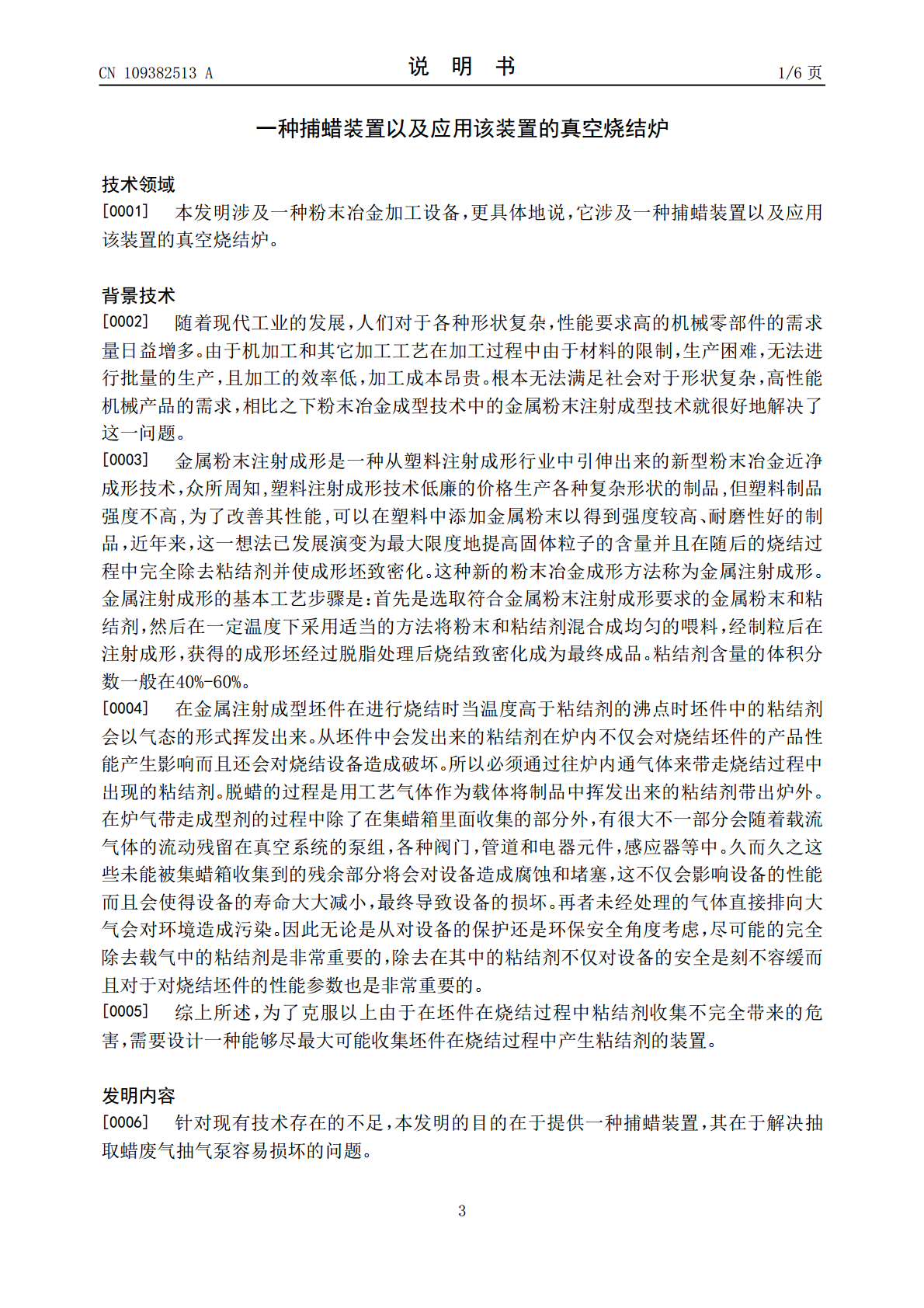
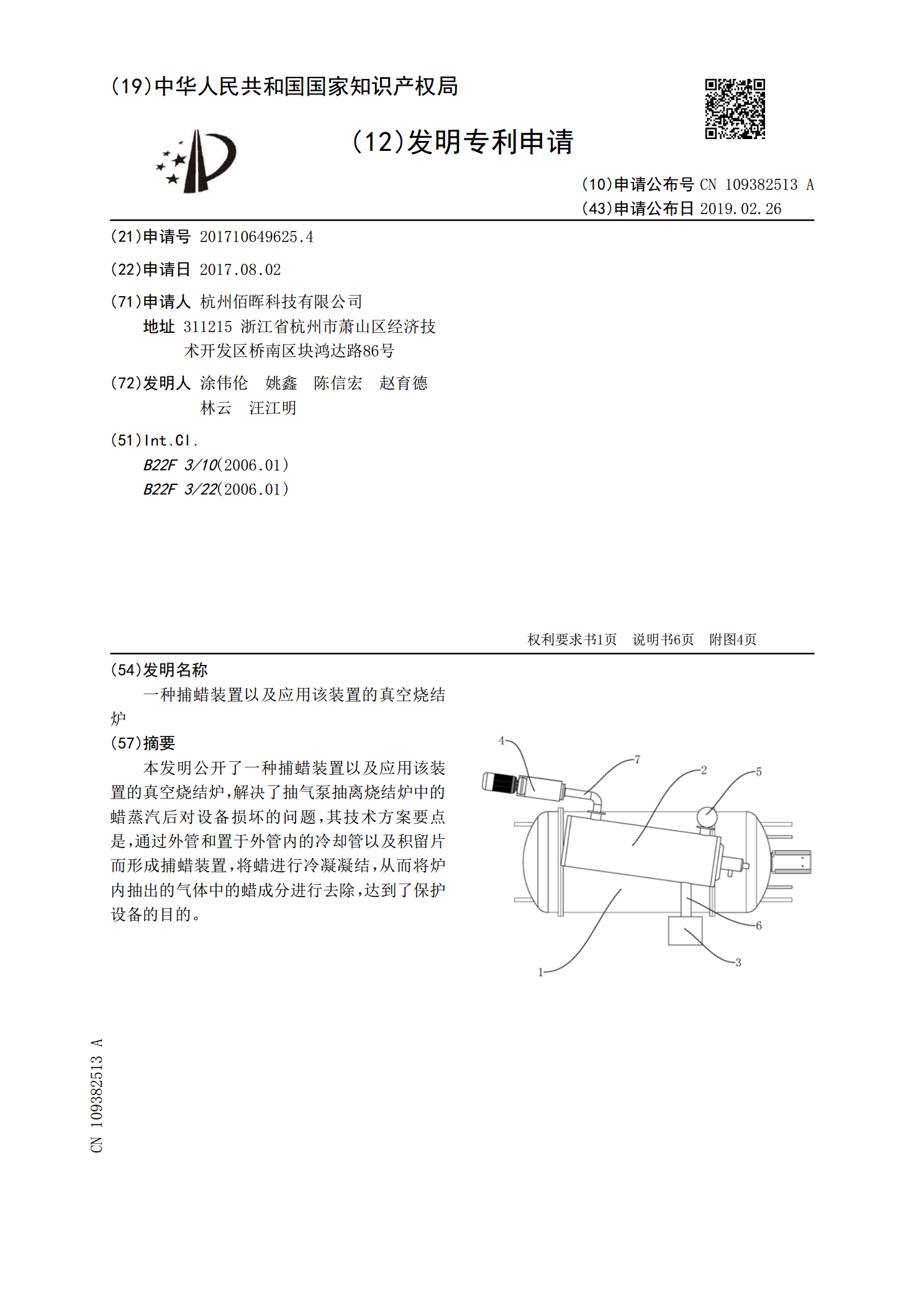
本发明公开了一种捕蜡装置以及应用该装置的真空烧结炉,解决了抽气泵抽离烧结炉中的蜡蒸汽后对设备损坏的问题,其技术方案要点是,通过外管和置于外管内的冷却管以及积留片而形成捕蜡装置,将蜡进行冷凝凝结,从而将炉内抽出的气体中的蜡成分进行去除,达到了保护设备的目的。
一种用于超高温真空烧结炉的多级捕尘装置.pdf
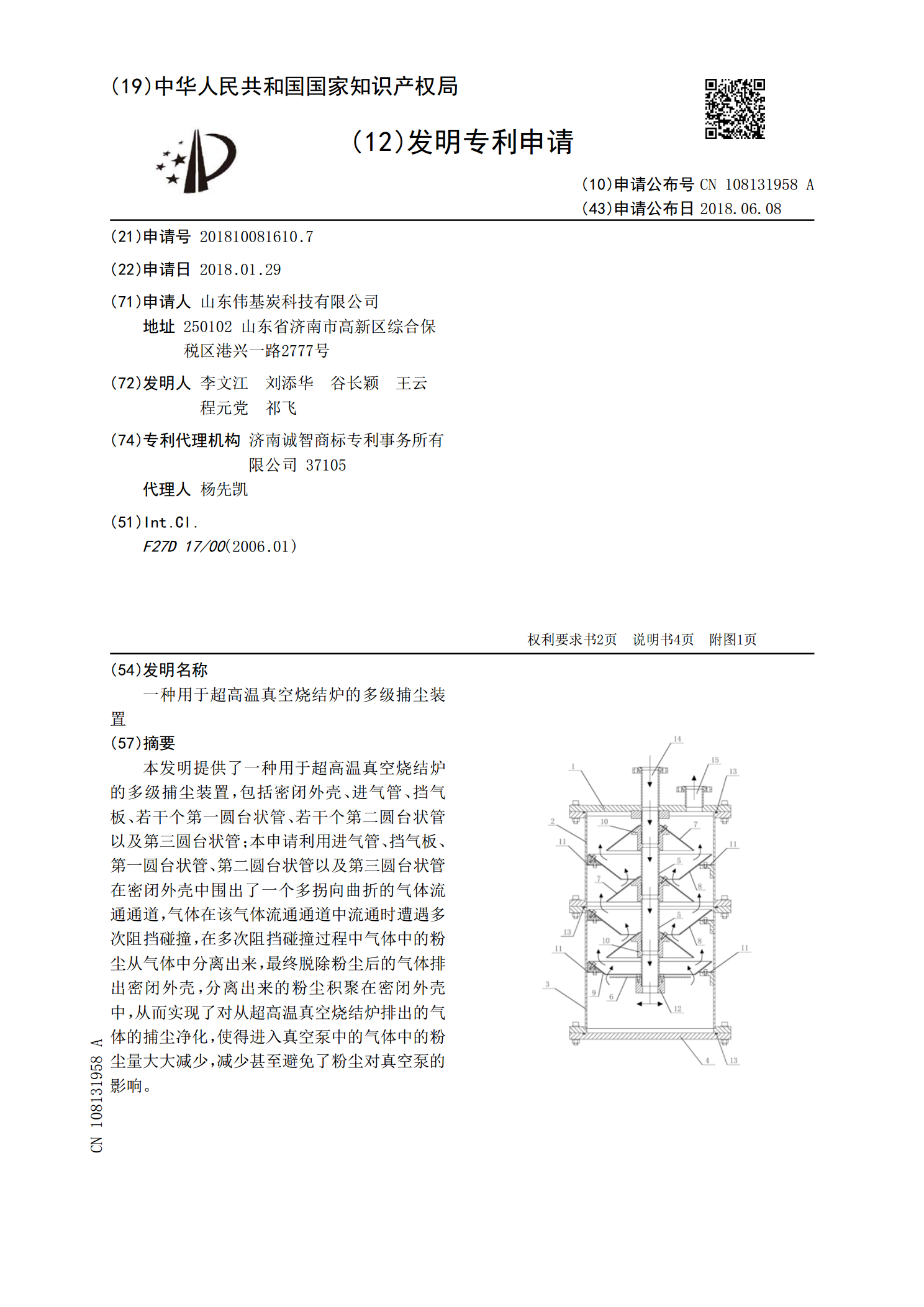
本发明提供了一种用于超高温真空烧结炉的多级捕尘装置,包括密闭外壳、进气管、挡气板、若干个第一圆台状管、若干个第二圆台状管以及第三圆台状管;本申请利用进气管、挡气板、第一圆台状管、第二圆台状管以及第三圆台状管在密闭外壳中围出了一个多拐向曲折的气体流通通道,气体在该气体流通通道中流通时遭遇多次阻挡碰撞,在多次阻挡碰撞过程中气体中的粉尘从气体中分离出来,最终脱除粉尘后的气体排出密闭外壳,分离出来的粉尘积聚在密闭外壳中,从而实现了对从超高温真空烧结炉排出的气体的捕尘净化,使得进入真空泵中的气体中的粉尘量大大减少,

捕集装置以及具备该捕集装置的燃气轮机设备.pdf
提供一种捕集装置以及具备该捕集装置的燃气轮机设备,捕集流体中所含的粒子(P)的捕集装置(3)具备:将从第一方向(X)流过来的流体导向第二方向(Z)的曲管(31);使导向第二方向(Z)的流体分支向第二方向(Z)和第三方向(Y)的分支管(32);在分支管(32)将导向第二方向(Z)的流体中的粒子(P)捕集的捕集管(34);以及配置在曲管(31)与分支管(32)之间、且流路偏向曲管(31)的入口侧而缩窄的缩小扩大管(33)。
一种真空烧结炉起盖装置.pdf
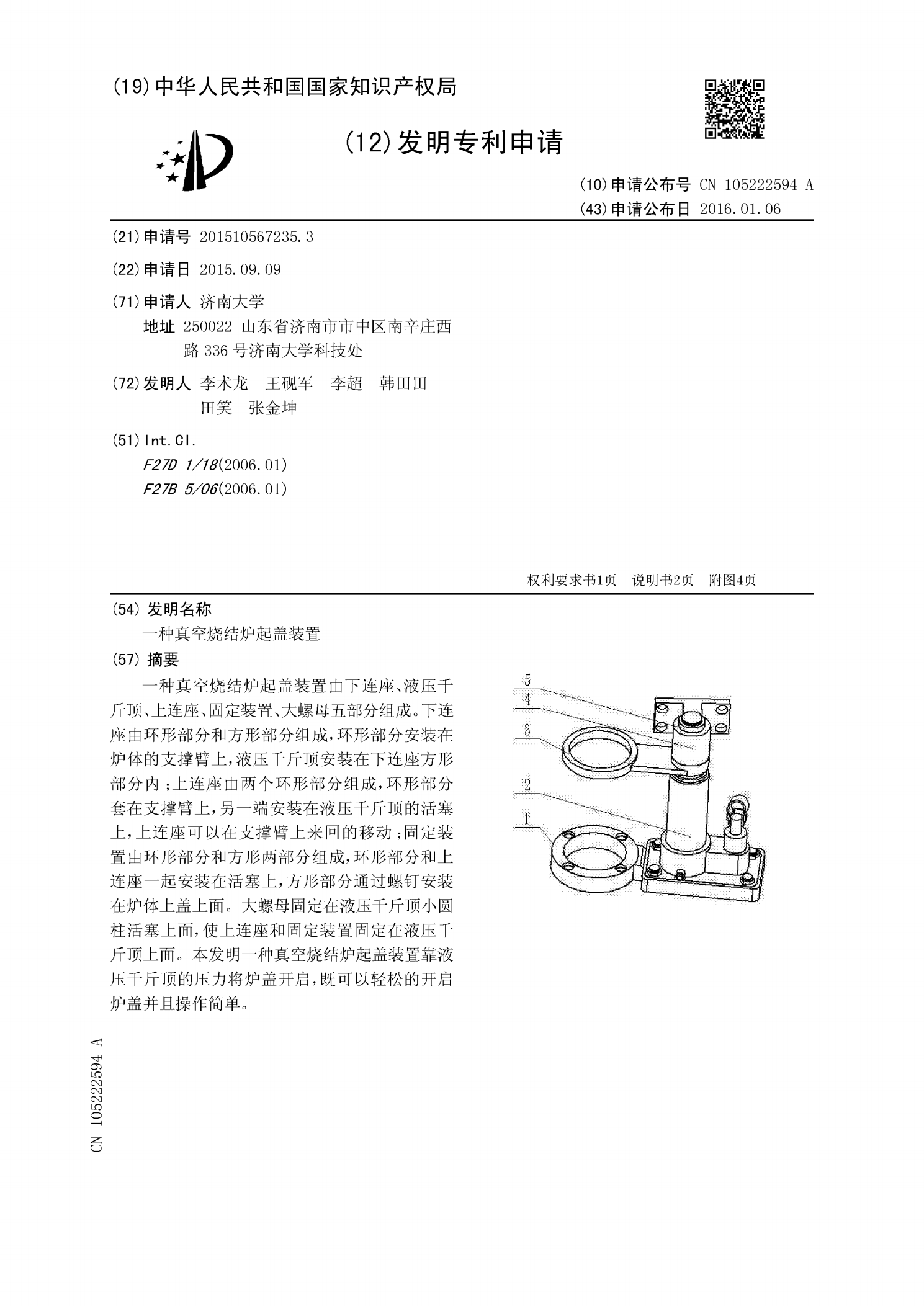
一种真空烧结炉起盖装置由下连座、液压千斤顶、上连座、固定装置、大螺母五部分组成。下连座由环形部分和方形部分组成,环形部分安装在炉体的支撑臂上,液压千斤顶安装在下连座方形部分内;上连座由两个环形部分组成,环形部分套在支撑臂上,另一端安装在液压千斤顶的活塞上,上连座可以在支撑臂上来回的移动;固定装置由环形部分和方形两部分组成,环形部分和上连座一起安装在活塞上,方形部分通过螺钉安装在炉体上盖上面。大螺母固定在液压千斤顶小圆柱活塞上面,使上连座和固定装置固定在液压千斤顶上面。本发明一种真空烧结炉起盖装置靠液压千斤
一种高温真空烧结炉升降架装置.pdf
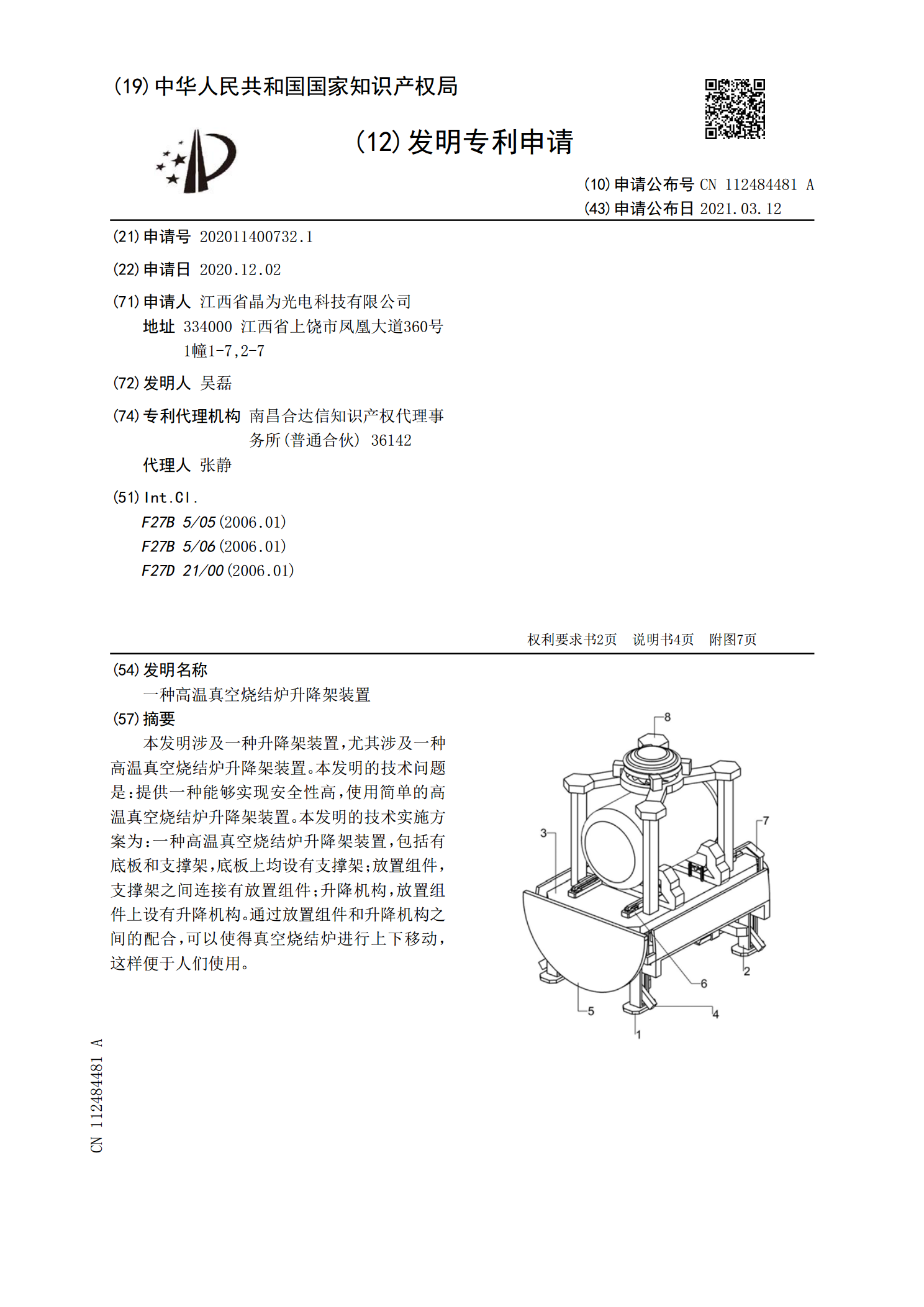
本发明涉及一种升降架装置,尤其涉及一种高温真空烧结炉升降架装置。本发明的技术问题是:提供一种能够实现安全性高,使用简单的高温真空烧结炉升降架装置。本发明的技术实施方案为:一种高温真空烧结炉升降架装置,包括有底板和支撑架,底板上均设有支撑架;放置组件,支撑架之间连接有放置组件;升降机构,放置组件上设有升降机构。通过放置组件和升降机构之间的配合,可以使得真空烧结炉进行上下移动,这样便于人们使用。