
一种真空感应炉带保护料管的合金加料机构及其加料方法.pdf

雨星****萌娃

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种真空感应炉带保护料管的合金加料机构及其加料方法.pdf
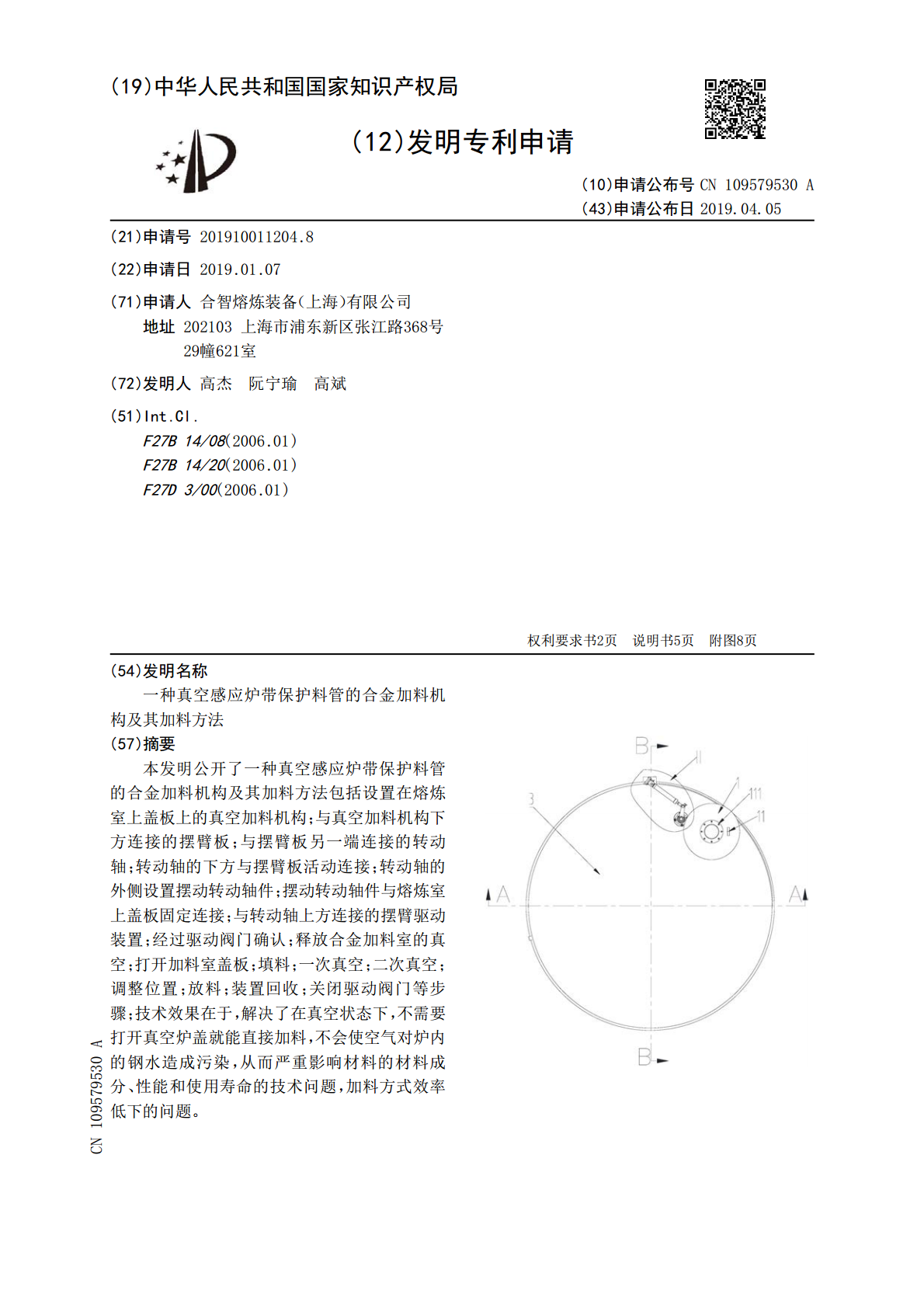
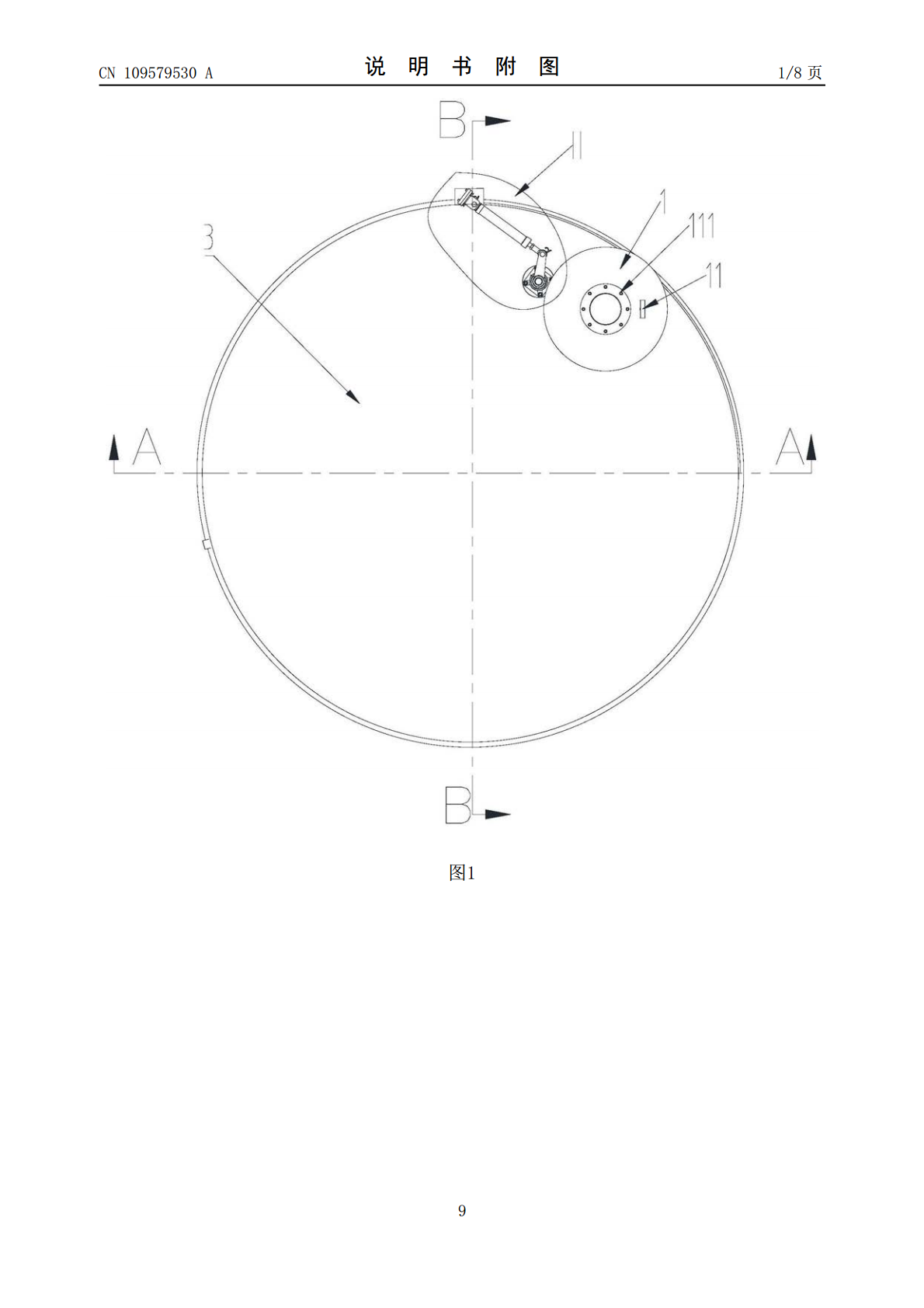
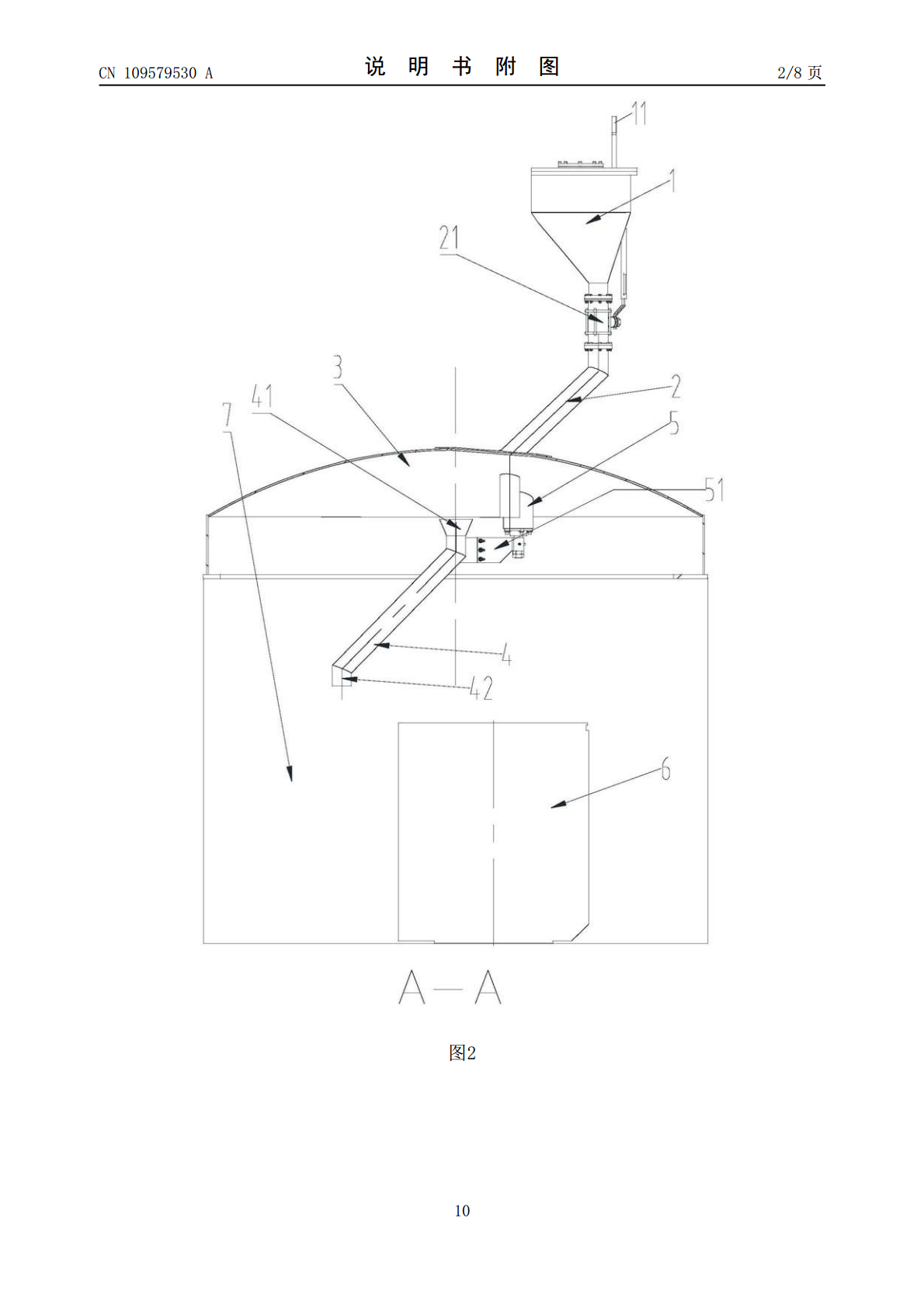
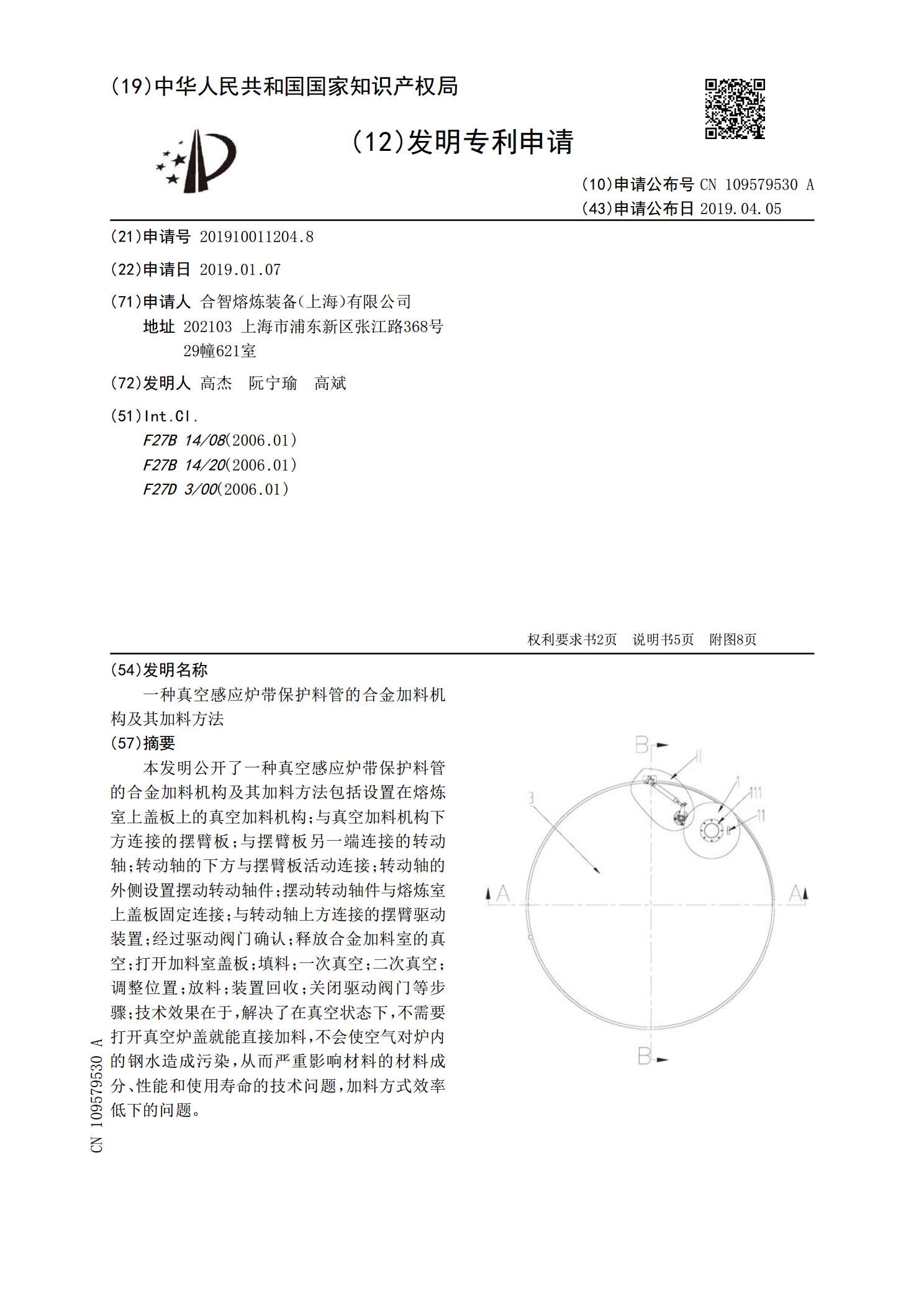
本发明公开了一种真空感应炉带保护料管的合金加料机构及其加料方法包括设置在熔炼室上盖板上的真空加料机构;与真空加料机构下方连接的摆臂板;与摆臂板另一端连接的转动轴;转动轴的下方与摆臂板活动连接;转动轴的外侧设置摆动转动轴件;摆动转动轴件与熔炼室上盖板固定连接;与转动轴上方连接的摆臂驱动装置;经过驱动阀门确认;释放合金加料室的真空;打开加料室盖板;填料;一次真空;二次真空;调整位置;放料;装置回收;关闭驱动阀门等步骤;技术效果在于,解决了在真空状态下,不需要打开真空炉盖就能直接加料,不会使空气对炉内的钢水造成

一种合金加料方法及合金加料装置.pdf
本发明公开了一种合金加料方法及合金加料装置,属于冶金过程中炉料控制技术领域。该方法和装置基于振动给料机而实现。该方法将合金加料的过程分为五段线性过程,分别为强振阶段A、强振溜料阶段B、过渡阶段C、弱振阶段D、停振溜料阶段E,通过数学模型m=v

色差瓶自动调头加料方法及其加料机构.pdf
一种色差瓶自动调头加料方法:色差瓶经过拌料输送并通过色差识别开关的色差识别,如同时检测到该色差瓶的瓶盖与瓶体则判断为具有色差,需要经过下料导轨板上的调头装置的调头处理而再至下料导轨板的下部出口处进行加料,如色差识别开关只检测到该色差瓶的瓶体则判断为不具有色差,不需要进行调头处理而直接至下料导轨板的下部。其色差瓶自动调头加料机构:在下料导轨板的上部上装有拌料架,该拌料架内装有拌料轮;在下料导轨板的中部上装有色差识别开关,在下料导轨板的下部上通过调头架装有调头旋转轮;调头架的上首装有上放料组件、下首装有下放料
一种非晶合金感应加热熔炼加料机构及加料方法.pdf
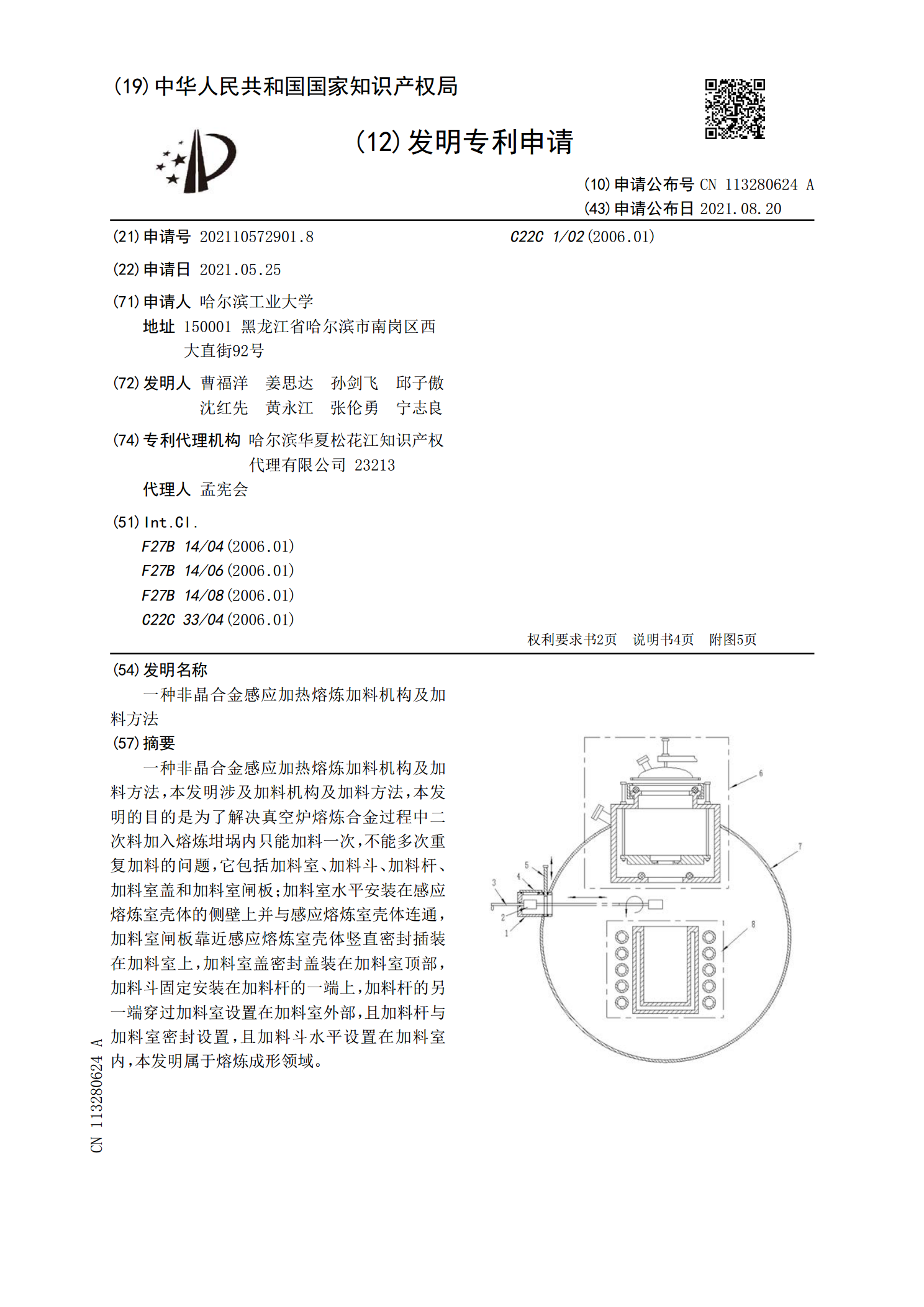
一种非晶合金感应加热熔炼加料机构及加料方法,本发明涉及加料机构及加料方法,本发明的目的是为了解决真空炉熔炼合金过程中二次料加入熔炼坩埚内只能加料一次,不能多次重复加料的问题,它包括加料室、加料斗、加料杆、加料室盖和加料室闸板;加料室水平安装在感应熔炼室壳体的侧壁上并与感应熔炼室壳体连通,加料室闸板靠近感应熔炼室壳体竖直密封插装在加料室上,加料室盖密封盖装在加料室顶部,加料斗固定安装在加料杆的一端上,加料杆的另一端穿过加料室设置在加料室外部,且加料杆与加料室密封设置,且加料斗水平设置在加料室内,本发明属于熔
一种真空感应炉难熔合金的加料方法.pdf
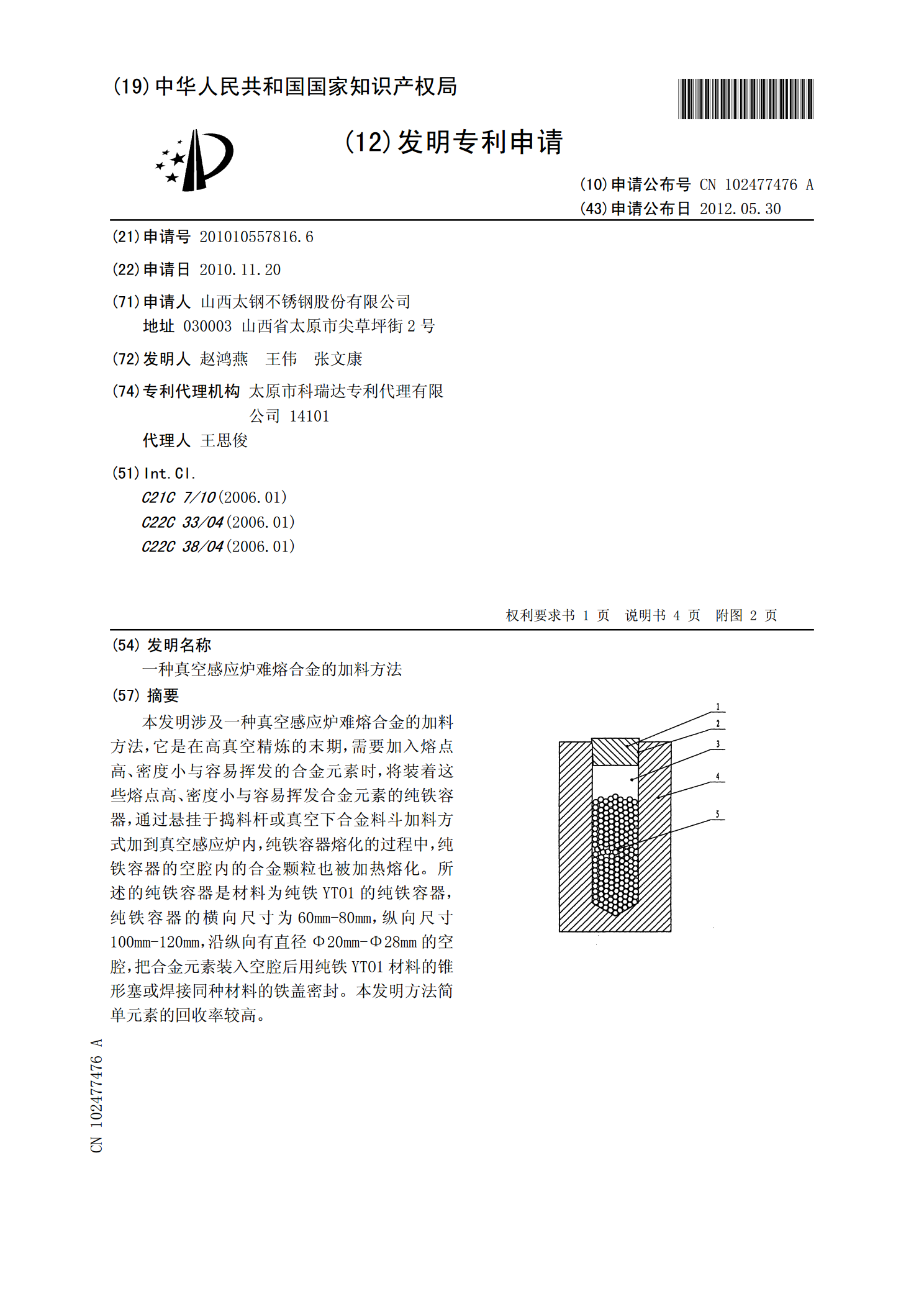
本发明涉及一种真空感应炉难熔合金的加料方法,它是在高真空精炼的末期,需要加入熔点高、密度小与容易挥发的合金元素时,将装着这些熔点高、密度小与容易挥发合金元素的纯铁容器,通过悬挂于捣料杆或真空下合金料斗加料方式加到真空感应炉内,纯铁容器熔化的过程中,纯铁容器的空腔内的合金颗粒也被加热熔化。所述的纯铁容器是材料为纯铁YTO1的纯铁容器,纯铁容器的横向尺寸为60mm-80mm,纵向尺寸100mm-120mm,沿纵向有直径Φ20mm-Φ28mm的空腔,把合金元素装入空腔后用纯铁YTO1材料的锥形塞或焊接同种材料的