
一种碳钢表面强化复合渗氮工艺.pdf

努力****星驰

1/8

2/8
3/8

4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种碳钢表面强化复合渗氮工艺.pdf
本发明公开了一种碳钢表面强化复合渗氮工艺,包括压缩处理、渗前微加工处理、渗前表面高频淬火处理、渗前微加工处理、工件装箱、控制气氛充入、等离子体渗氮步骤,其中等离子体渗氮温度为480℃‑500℃,保温时间为3h‑4h,控制气氛为甲烷与氨气;工件渗前需用稀盐酸清洗,酒精冲洗,再用吹风机吹干;炉内抽真空约到10MPa后,充入控制气氛并维持工作气压100MPa,待温度升到预定温度时,将工件放入,保温后随炉自然冷却。发明具有渗氮层中白色化合物层连续、均匀、致密、与基体结合牢固、厚度约为6‑15μm,该工艺科学、合理

一种工件表面强化复合渗氮工艺.pdf
本发明公开了一种工件表面强化复合渗氮工艺,包括渗前调质处理、渗前微加工处理、渗前表面高频淬火处理、渗前微加工处理、工件装箱、控制气氛充入、等离子体渗氮步骤,其中等离子体渗氮温度为480℃‑500℃,保温时间为3h‑4h,控制气氛为甲烷与氨气;工件渗前需用稀盐酸清洗,酒精冲洗,再用吹风机吹干;炉内抽真空约到10MPa后,充入控制气氛并维持工作气压100MPa,待温度升到预定温度时,将工件放入,保温后随炉自然冷却。发明具有渗氮层中白色化合物层连续、均匀、致密、与基体结合牢固、厚度约为7‑13μm,低温复合渗氮
一种低中碳钢表面低温复合渗硼工艺.pdf
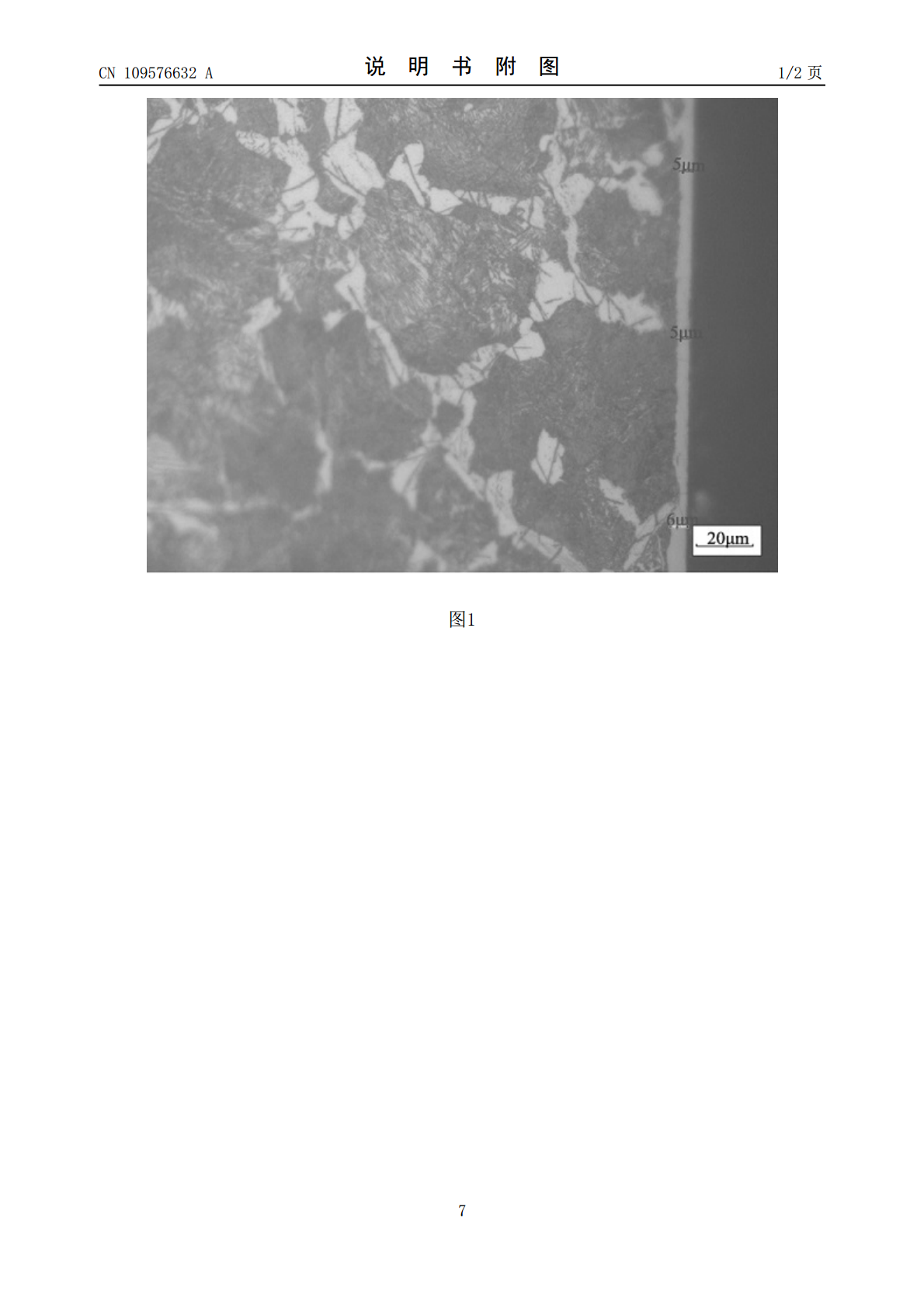
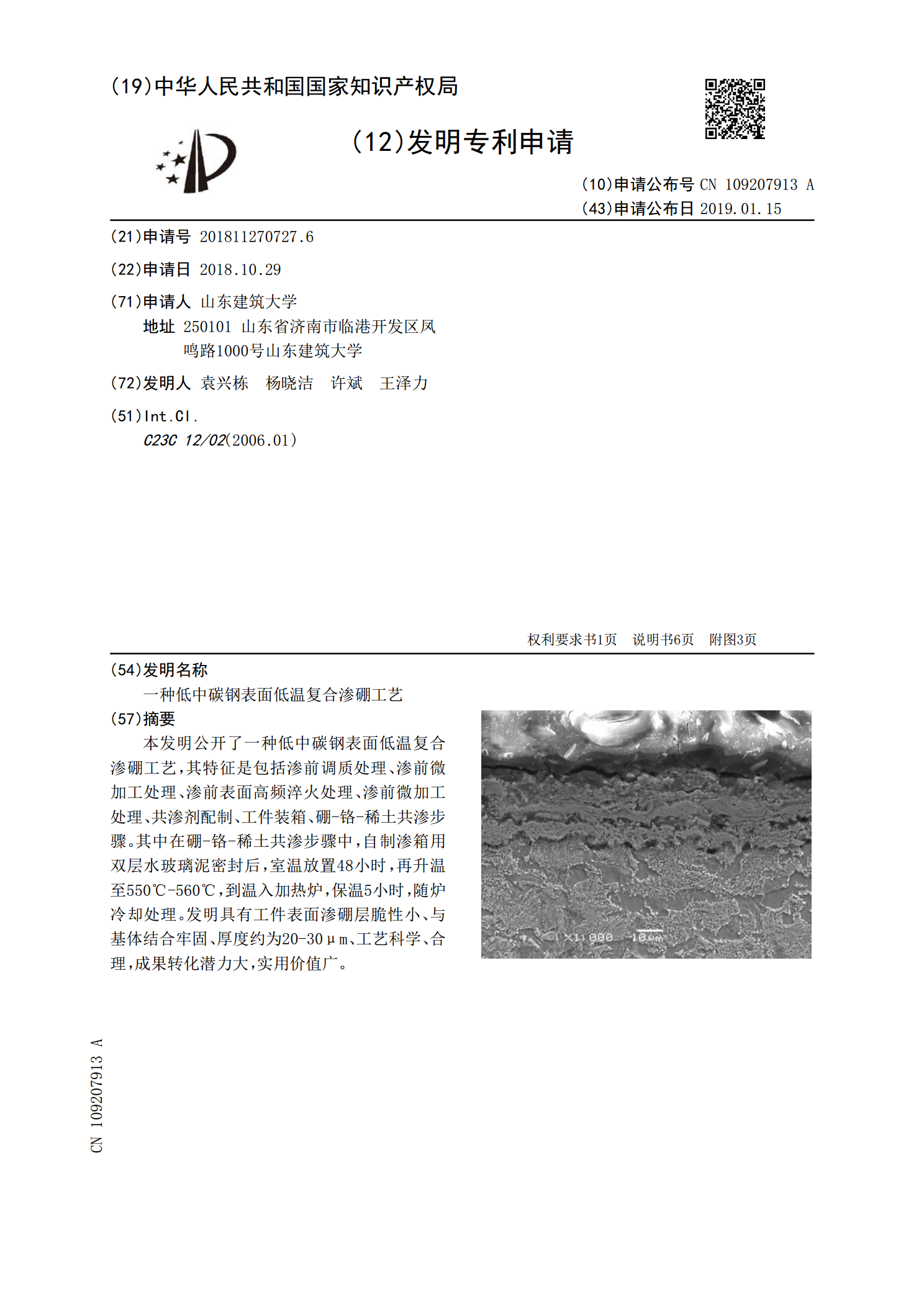
本发明公开了一种低中碳钢表面低温复合渗硼工艺,其特征是包括渗前调质处理、渗前微加工处理、渗前表面高频淬火处理、渗前微加工处理、共渗剂配制、工件装箱、硼‑铬‑稀土共渗步骤。其中在硼‑铬‑稀土共渗步骤中,自制渗箱用双层水玻璃泥密封后,室温放置48小时,再升温至550℃‑560℃,到温入加热炉,保温5小时,随炉冷却处理。发明具有工件表面渗硼层脆性小、与基体结合牢固、厚度约为20‑30μm、工艺科学、合理,成果转化潜力大,实用价值广。

一种碳钢氮碳共渗表面疏松改善方法.pdf
本发明涉及一种碳钢氮碳共渗表面疏松改善方法,按以下步骤进行:将碳钢材质的工件放在温度在560‑580℃的气体渗氮炉内进行氮碳共渗处理;所述的氮碳共渗处理包括置换阶段、氮碳共渗阶段和降温阶段,其特征在于:在置换阶段先通入N

热锻模表面喷丸及多元氮碳共渗复合强化工艺.docx
热锻模表面喷丸及多元氮碳共渗复合强化工艺热锻模表面喷丸及多元氮碳共渗复合强化工艺引言:热锻模是一种重要的金属加工工具,在工业生产中起着至关重要的作用。然而,由于长时间的使用和高强度的工作环境,热锻模表面容易出现磨损和疲劳裂纹等问题,进而影响其使用寿命和生产效率。因此,提高热锻模的表面硬度和耐磨性是一项迫切需要解决的问题。文章主要内容:一、表面喷丸技术的原理和应用:表面喷丸是一种通过喷射高速流动的颗粒,使零件表面产生塑性变形、塑性流动和应力改变,从而提高零件表面的质量和性能的工艺。表面喷丸技术可以通过改善表