
一种EB炉熔炼钛/钛合金锭的拉锭控制方法.pdf

fa****楠吖

1/6

2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种EB炉熔炼钛/钛合金锭的拉锭控制方法.pdf
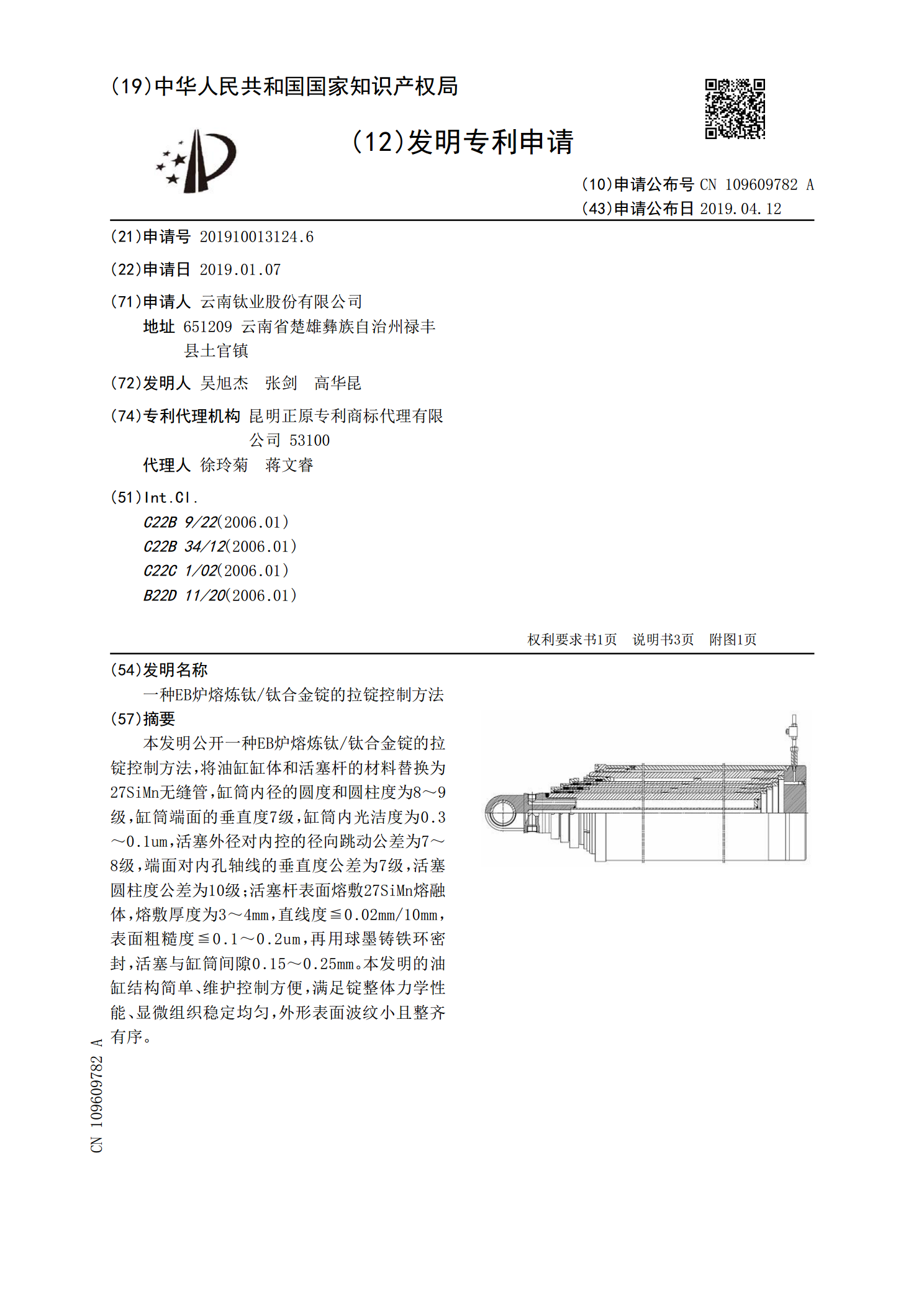
本发明公开一种EB炉熔炼钛/钛合金锭的拉锭控制方法,将油缸缸体和活塞杆的材料替换为27SiMn无缝管,缸筒内径的圆度和圆柱度为8~9级,缸筒端面的垂直度7级,缸筒内光洁度为0.3~0.1um,活塞外径对内控的径向跳动公差为7~8级,端面对内孔轴线的垂直度公差为7级,活塞圆柱度公差为10级;活塞杆表面熔敷27SiMn熔融体,熔敷厚度为3~4mm,直线度≦0.02mm/10mm,表面粗糙度≦0.1~0.2um,再用球墨铸铁环密封,活塞与缸筒间隙0.15~0.25mm。本发明的油缸结构简单、维护控制方便,满足锭
一种减少EB炉熔炼钛及钛合金扁锭拉锭时间的方法.pdf
本发明公开一种减少EB炉熔炼钛及钛合金扁锭拉锭时间的方法,属于钛合金熔炼技术领域。本发明所述方法通过在拉锭过程中短暂的停顿、反推、继续拉锭,一方面可以有效的提高拉锭速率,进而减少拉锭时间,提高生产效率;另一方面工艺简便,无需添加新的设备,降低能耗且制造成本不增加的情况下,最终获得表面质量好的钛及钛合金扁锭,以扩大钛及钛合金扁锭后续的研发应用。
一种EB炉熔炼TA10钛合金扁锭的拉锭方法.pdf
本发明公开一种EB炉熔炼TA10钛合金扁锭的拉锭方法,属于钛合金熔炼技术领域。本发明通过线性拟合得出拉锭速率和熔炼速率的变化规律,先逐渐增加拉锭速率然后降低拉锭速率,熔炼速率逐渐降低进而有效控制拉锭过程中的缺陷,一方面可以通过调整工艺参数有效减少杂质从而获得产品质量好,性能优良的TA10钛合金扁锭;另一方面无需添加新的设备,降低能耗且制造成本不增加的情况下,最终获得高品质、低成本的TA10钛合金扁锭,以扩大TA10钛合金扁锭后续的研发应用。
EB炉所生产钛锭及钛合金锭的取样方法.pdf
EB炉所生产钛锭及钛合金锭的取样方法,本发明步骤为:1)、配备一台数控水刀机床,根据所需样品的规格,在程序软件中对其进行编程;2)、将所需取样的样品摆放在水刀下方,以方便水刀对其进行切割;3)、对所切割的样品,使用锥状器具将其敲出;4)、对所取的样品放入专用的密封袋中,防止其在空气中发生过多的化学反应,影响其化学成分。本发明的有益效果是,解决了EB炉所生产的钛锭及钛合金锭的取样问题,为工作人员节约了更多的时间。
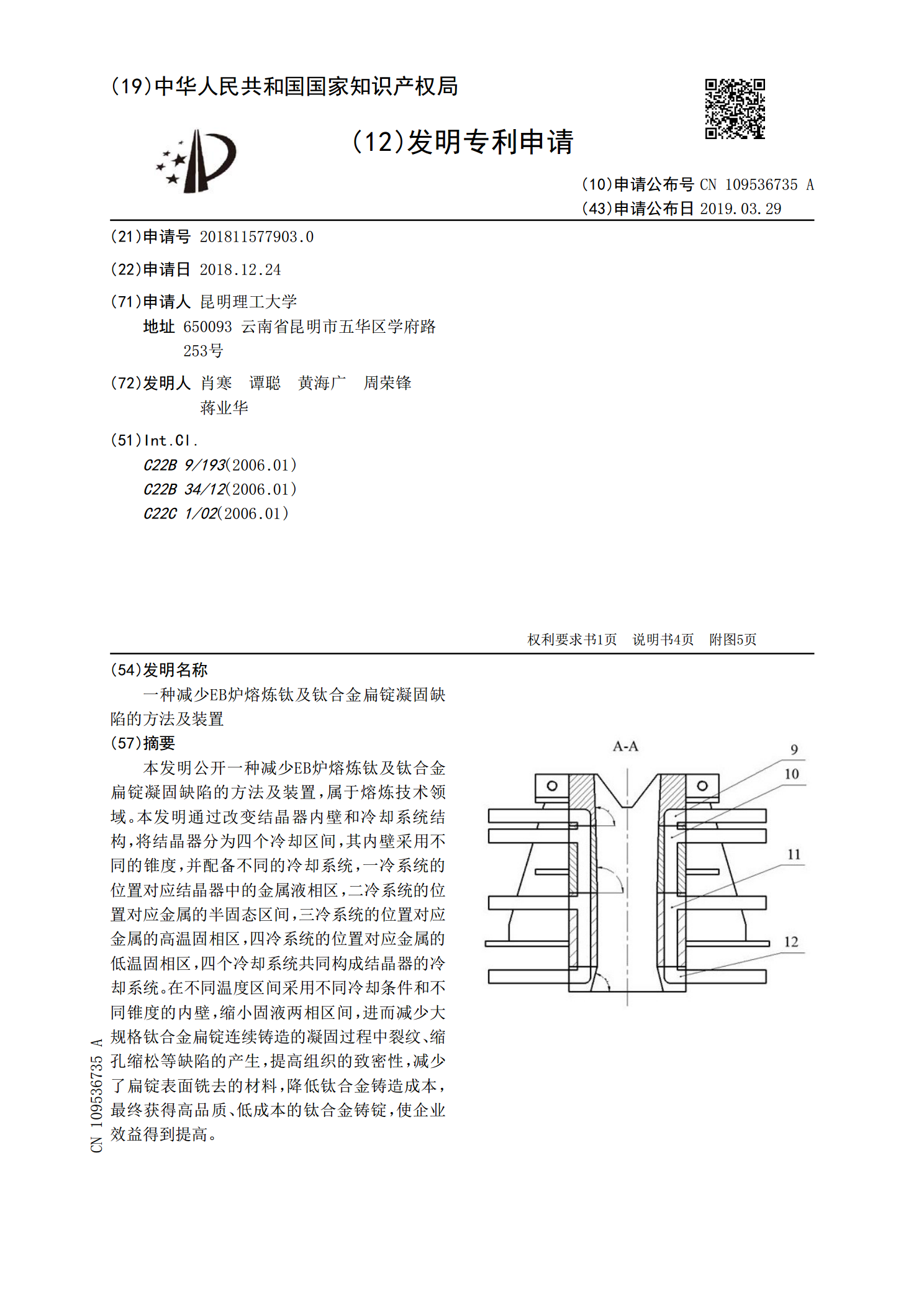
一种减少EB炉熔炼钛及钛合金扁锭凝固缺陷的方法及装置.pdf
本发明公开一种减少EB炉熔炼钛及钛合金扁锭凝固缺陷的方法及装置,属于熔炼技术领域。本发明通过改变结晶器内壁和冷却系统结构,将结晶器分为四个冷却区间,其内壁采用不同的锥度,并配备不同的冷却系统,一冷系统的位置对应结晶器中的金属液相区,二冷系统的位置对应金属的半固态区间,三冷系统的位置对应金属的高温固相区,四冷系统的位置对应金属的低温固相区,四个冷却系统共同构成结晶器的冷却系统。在不同温度区间采用不同冷却条件和不同锥度的内壁,缩小固液两相区间,进而减少大规格钛合金扁锭连续铸造的凝固过程中裂纹、缩孔缩松等缺陷的