
一种420~600mm大厚度低合金高强度结构钢的生产方法.pdf

曾琪****是我


1/7

2/7

3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种420~600mm大厚度低合金高强度结构钢的生产方法.pdf
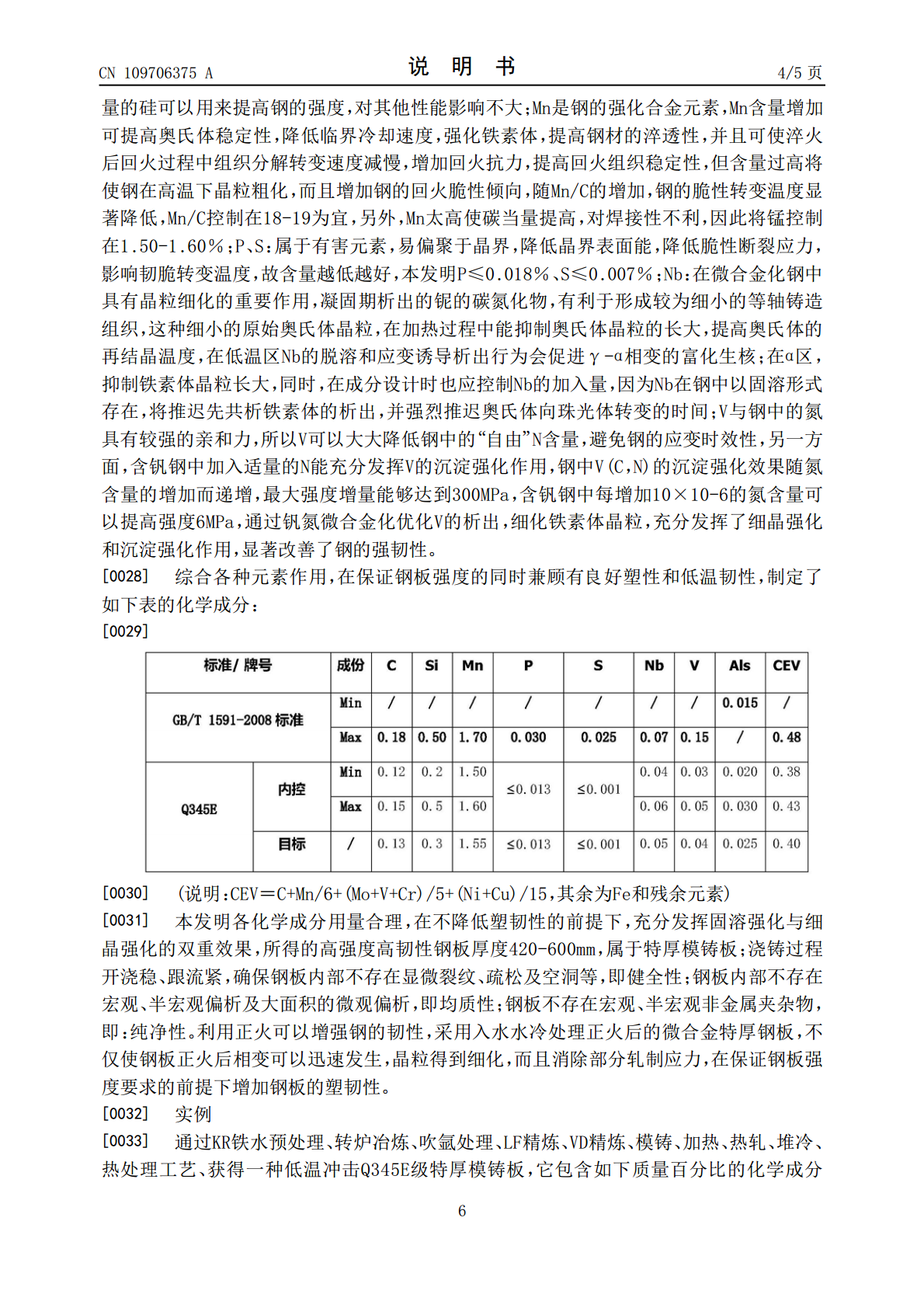
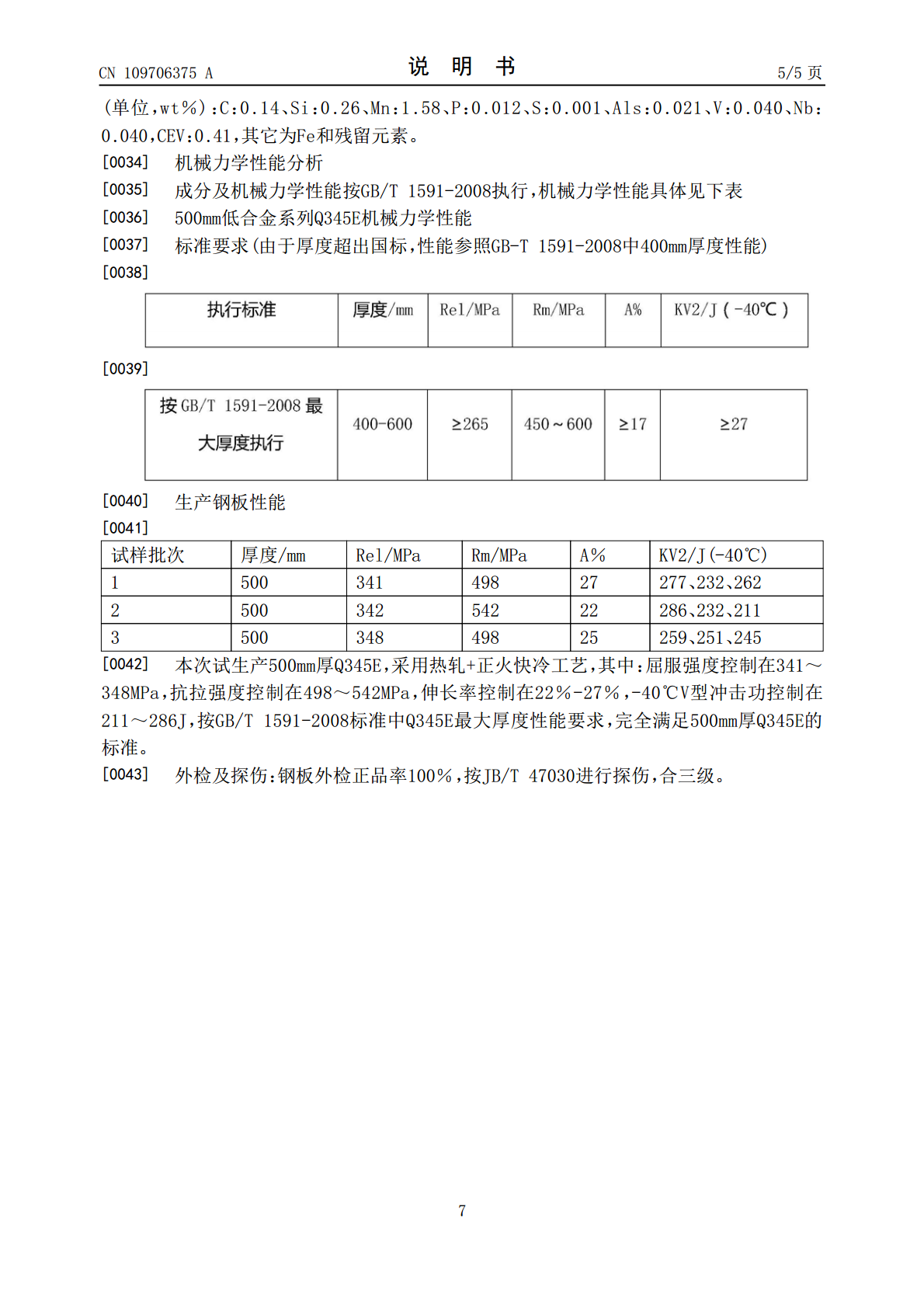
本发明公开了一种420~600mm大厚度低合金高强度结构钢,其包含如下化学成分:C:0.12~0.15%、Si:0.20~0.5%、Mn:1.50~1.60%、P:≤0.013%、S:≤0.001%、Nb:0.04~0.06%、V:0.03~0.05%、Als:0.02~0.03%,其它为Fe和残余元素;其生产方法包括以下工艺流程:铁水→转炉→LF精炼→VD真空处理→模铸浇注→钢锭清理→钢锭在清理完毕后的12h内送轧装炉;本发明各化学成分用量合理,在不降低塑韧性的前提下,充分发挥固溶强化与细晶强化的双重效

一种低合金高强度结构钢的生产方法.pdf
本发明公开了一种低合金高强度结构钢的生产方法,按照下列步骤进行生产,包括铁水脱硫预处理、转炉吹炼、转炉出钢渣洗原位去夹杂、钢包钢水底吹氩搅拌、板坯连铸,一是成分设计;二是转炉原料的要求和冶炼的控制;三是转炉出钢过程的脱氧合金化、渣料的成分配比和渣量的要求;四是连铸偏析的控制及无缺陷板坯的生产;五是板坯控轧、控冷。本发明有利于节能和降低制造成本,生产吨钢可降低工序成本40元以上。由于钢中的锰元素含量大幅度下降,可降低成本83元//吨钢,具有广泛的推广价值,可推广到不具备LF设备的钢厂生产高纯净度低合金高强钢

高强度低合金结构钢厚度测量装置.pdf
本发明涉及测量装置技术领域,尤其涉及一种高强度低合金结构钢厚度测量装置,解决了高强度低合金结构钢厚度测量不方便的缺点,包括装置底座,所述装置底座的四周顶部均焊接有支杆,底座通过支杆焊接有顶板,所述顶板的底部通过螺栓固定有电动伸缩缸,底座的外侧还套设有滑架,使用时,将合金结构钢固定在支座上,并拉出两侧的测量杆,测量杆在复位弹簧的作用下,被测合金结构钢的两侧接触,读出两侧测量杆的刻度之和便是其厚度,此时若是需要读出其他部位的厚度,只需要推动滑架,使测量杆在合金结构钢表面滑动,或者转动调节杆,使测量杆在合金结构

一种大厚度高强度结构钢的热处理方法.pdf
本发明公开了一种大厚度高强度结构钢的热处理方法,包括步骤a:对大厚度高强度结构钢进行一次调质处理;步骤b:对步骤a中所述结构钢进行热压成型;步骤c:将步骤b中所述结构钢进行二次调质处理;所述二次调质处理具体包括步骤c1:淬火处理,淬火温度为850~1050℃;步骤c2:将步骤c1中所述结构钢进行回火处理,回火温度为450~750℃。本发明所提供的热处理方法,通过对大厚度高强度结构钢进行二次调质处理,来改变由于热压成型过程中温度升高而导致的性能恶化,使得热压成型后的大厚度钢板再次获得优良的综合力学性能。

一种低合金高强度结构钢板Q355B的生产方法.pdf
一种低合金高强度结构钢板Q355B的生产方法,工艺流程为铁水预处理→转炉→精炼→连铸→板坯加热→轧制→冷却→热矫→精整→性能检验。钢的化学组成质量百分比为C=0.20~0.23,Si=0.25~0.40,Mn=0.50~0.60,P≤0.020,S≤0.015,Als=0.015~0.050,Nb=0.010~0.015,余量为Fe和不可避免的杂质。本发明通过合理成分设计和轧制工艺,所生产的钢板力学性能稳定,由于采用合金少,可实现Q355B钢板低成本生产。