
可变容隧道式连杆加热炉及加热方法.pdf

Jo****34

1/7
2/7

3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
可变容隧道式连杆加热炉及加热方法.pdf
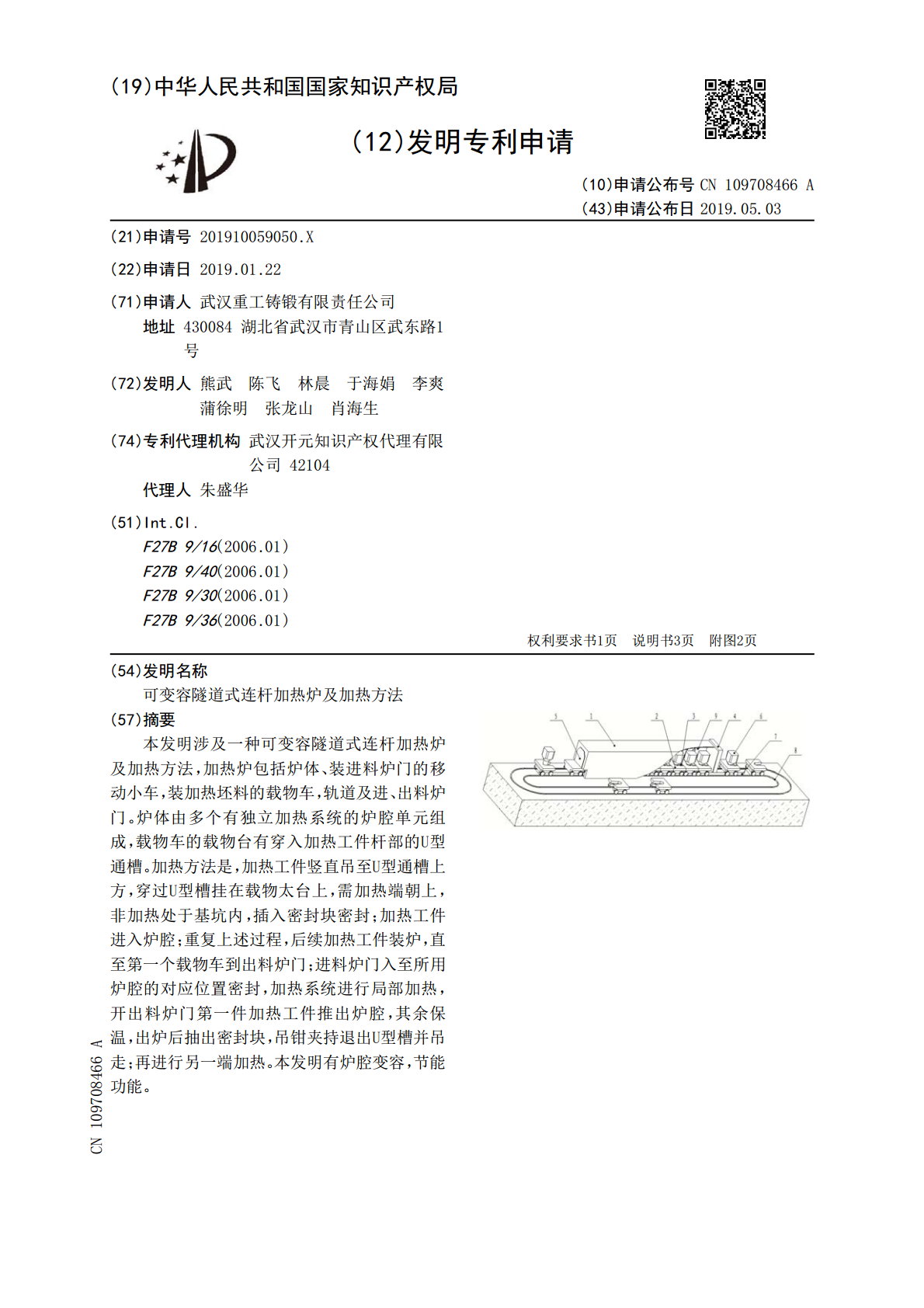
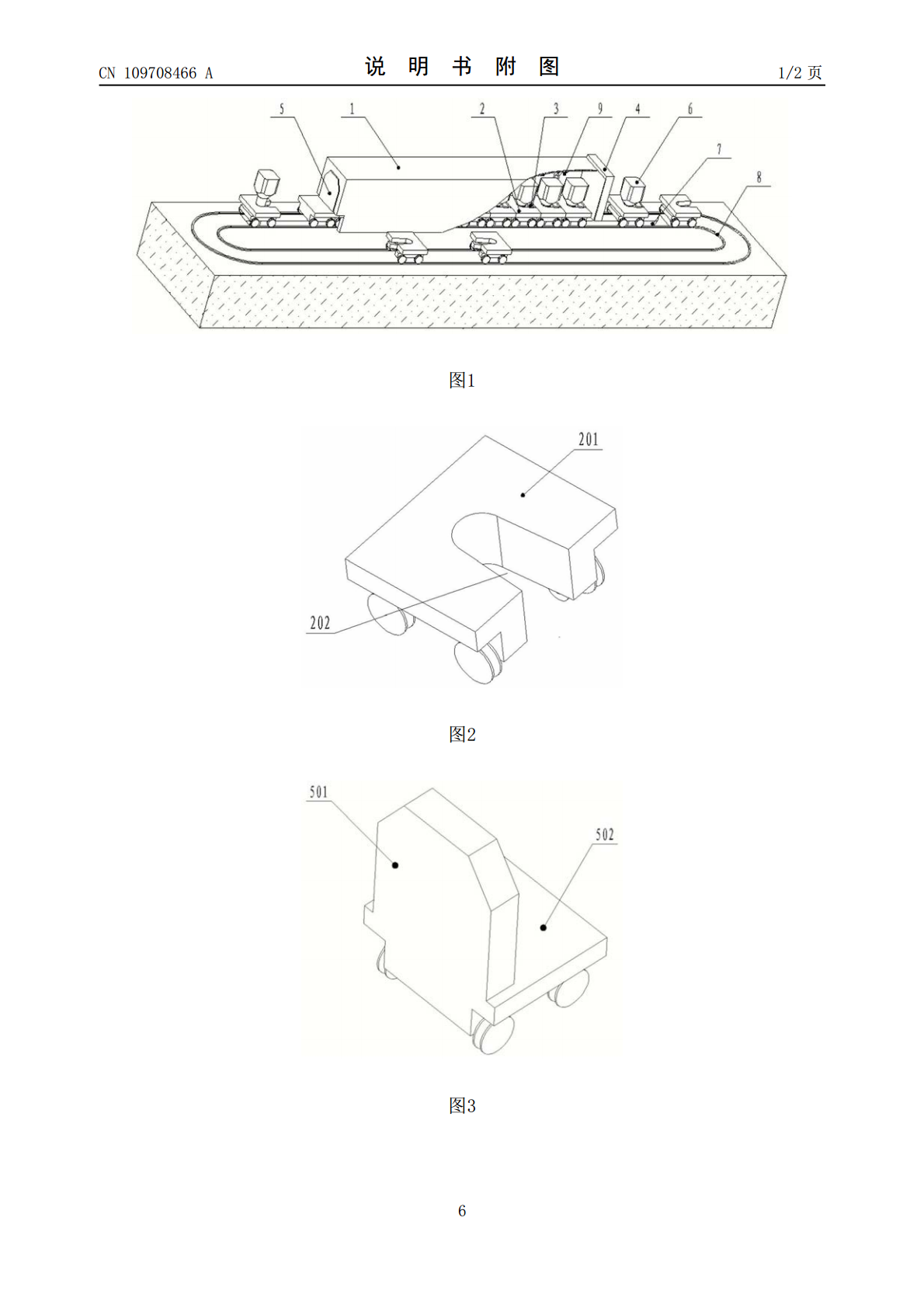
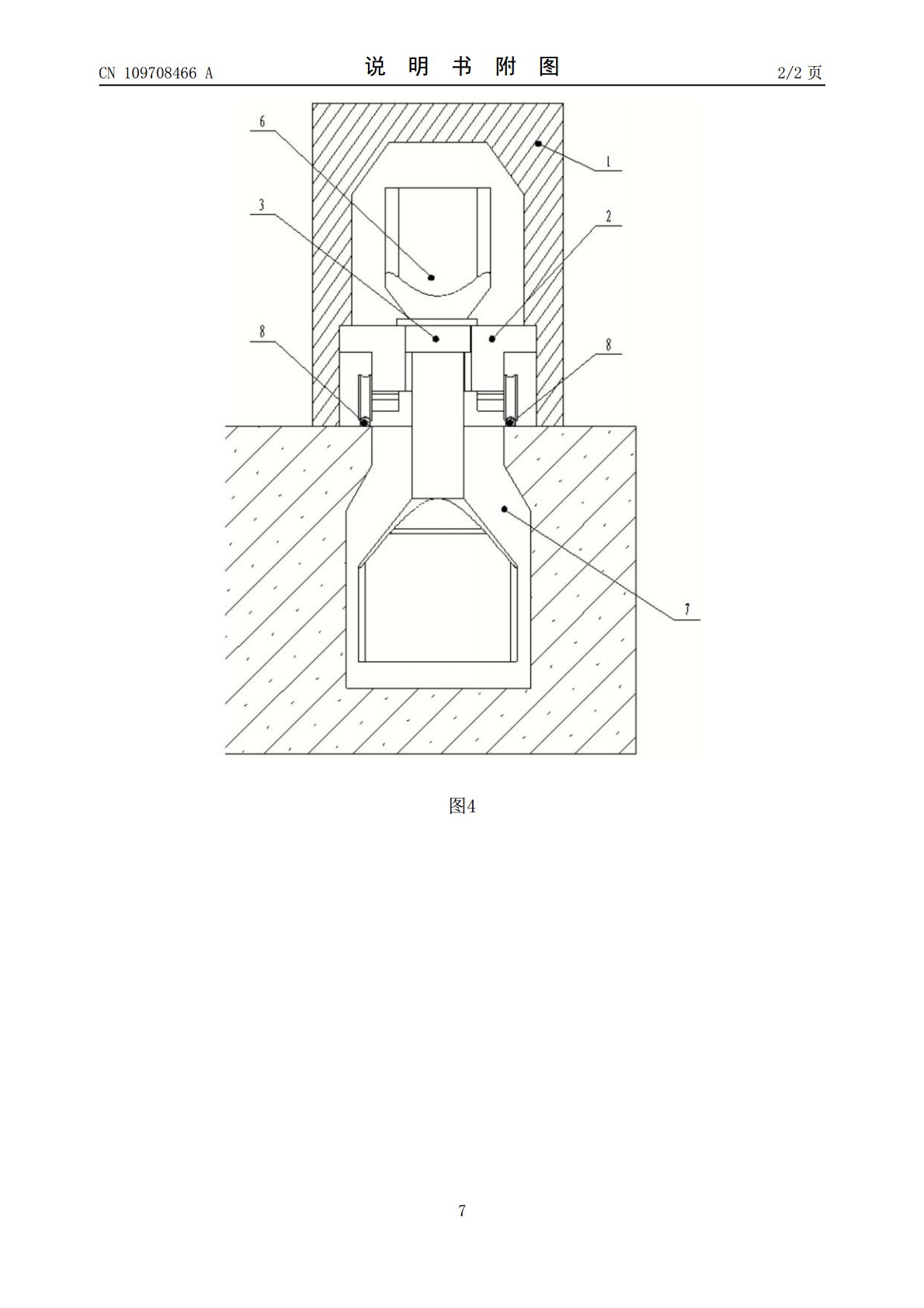
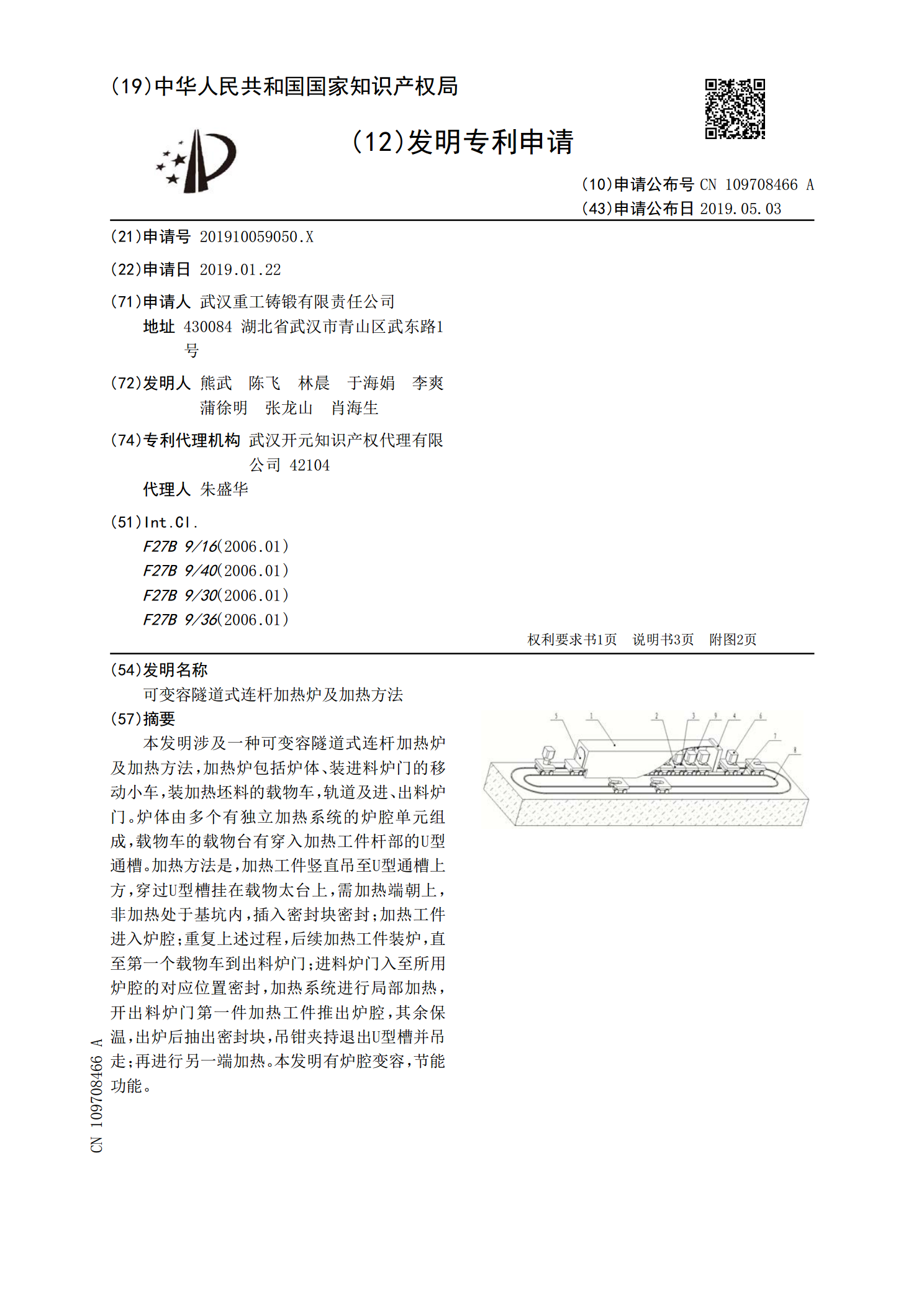
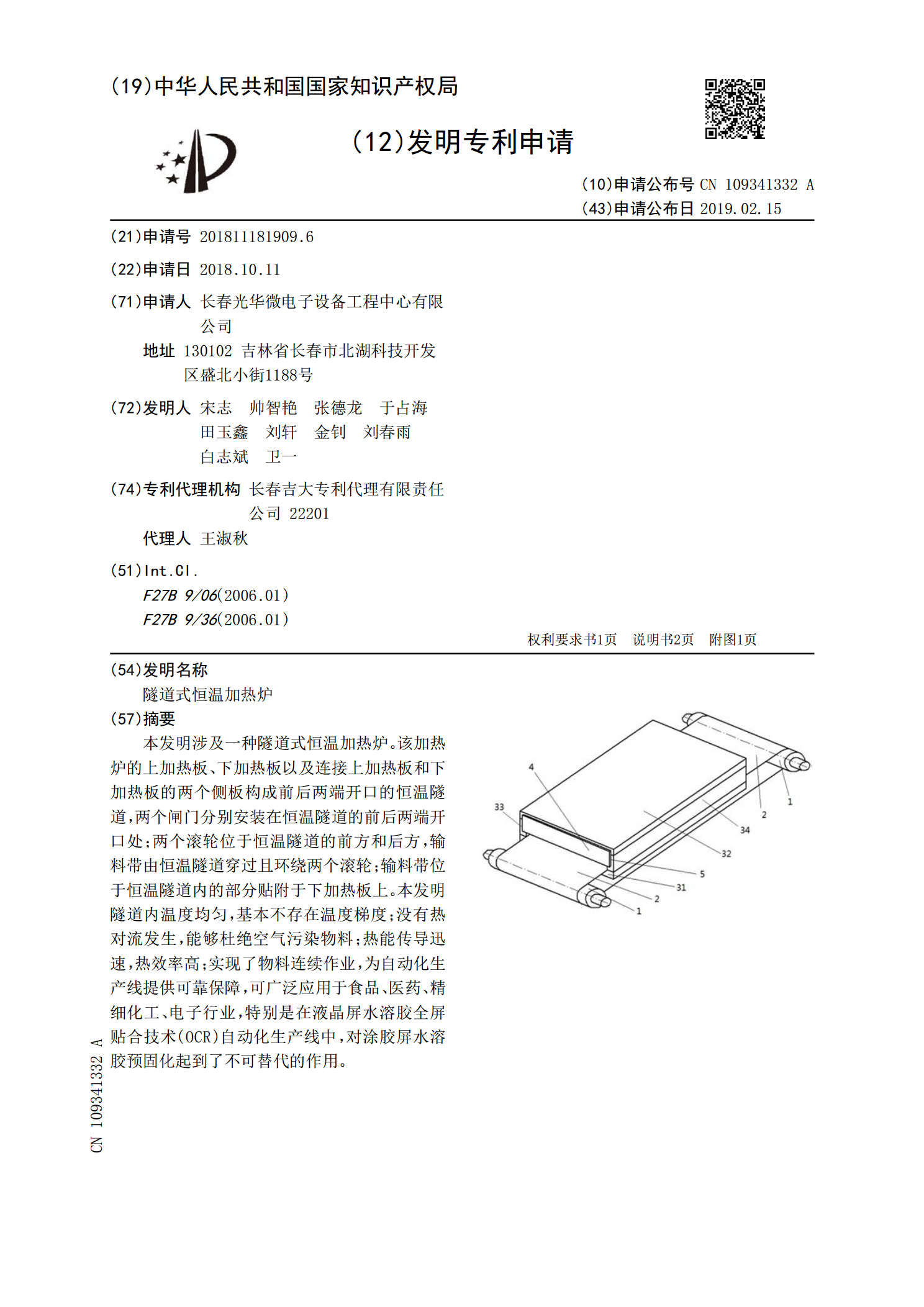
本发明涉及一种可变容隧道式连杆加热炉及加热方法,加热炉包括炉体、装进料炉门的移动小车,装加热坯料的载物车,轨道及进、出料炉门。炉体由多个有独立加热系统的炉腔单元组成,载物车的载物台有穿入加热工件杆部的U型通槽。加热方法是,加热工件竖直吊至U型通槽上方,穿过U型槽挂在载物太台上,需加热端朝上,非加热处于基坑内,插入密封块密封;加热工件进入炉腔;重复上述过程,后续加热工件装炉,直至第一个载物车到出料炉门;进料炉门入至所用炉腔的对应位置密封,加热系统进行局部加热,开出料炉门第一件加热工件推出炉腔,其余保温,出炉
隧道式恒温加热炉.pdf
本发明涉及一种隧道式恒温加热炉。该加热炉的上加热板、下加热板以及连接上加热板和下加热板的两个侧板构成前后两端开口的恒温隧道,两个闸门分别安装在恒温隧道的前后两端开口处;两个滚轮位于恒温隧道的前方和后方,输料带由恒温隧道穿过且环绕两个滚轮;输料带位于恒温隧道内的部分贴附于下加热板上。本发明隧道内温度均匀,基本不存在温度梯度;没有热对流发生,能够杜绝空气污染物料;热能传导迅速,热效率高;实现了物料连续作业,为自动化生产线提供可靠保障,可广泛应用于食品、医药、精细化工、电子行业,特别是在液晶屏水溶胶全屏贴合技术
隧道式铝棒加热炉.pdf
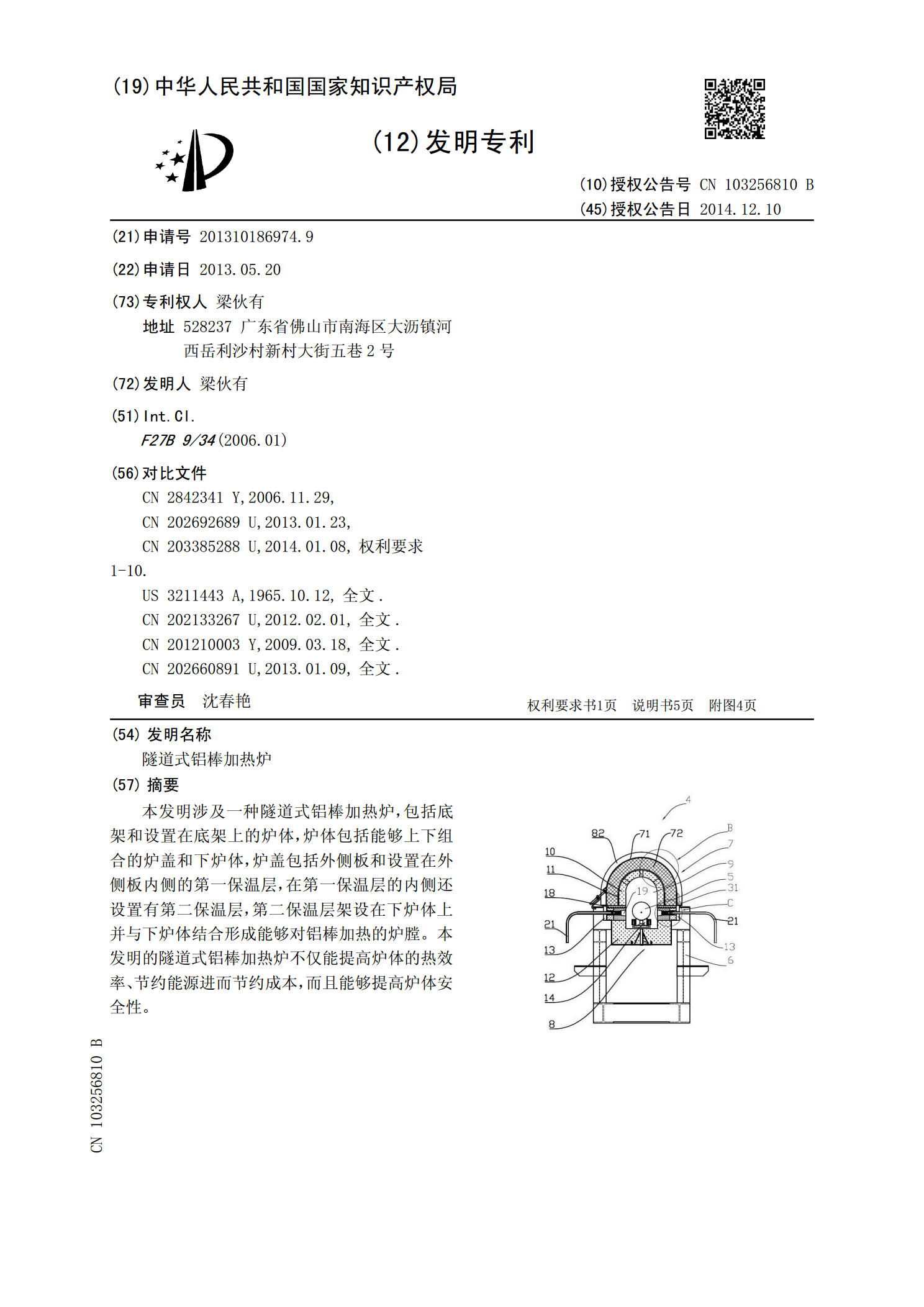
本发明涉及一种隧道式铝棒加热炉,包括底架和设置在底架上的炉体,炉体包括能够上下组合的炉盖和下炉体,炉盖包括外侧板和设置在外侧板内侧的第一保温层,在第一保温层的内侧还设置有第二保温层,第二保温层架设在下炉体上并与下炉体结合形成能够对铝棒加热的炉膛。本发明的隧道式铝棒加热炉不仅能提高炉体的热效率、节约能源进而节约成本,而且能够提高炉体安全性。
加热处理方法、连续式加热炉以及分批式加热炉.pdf
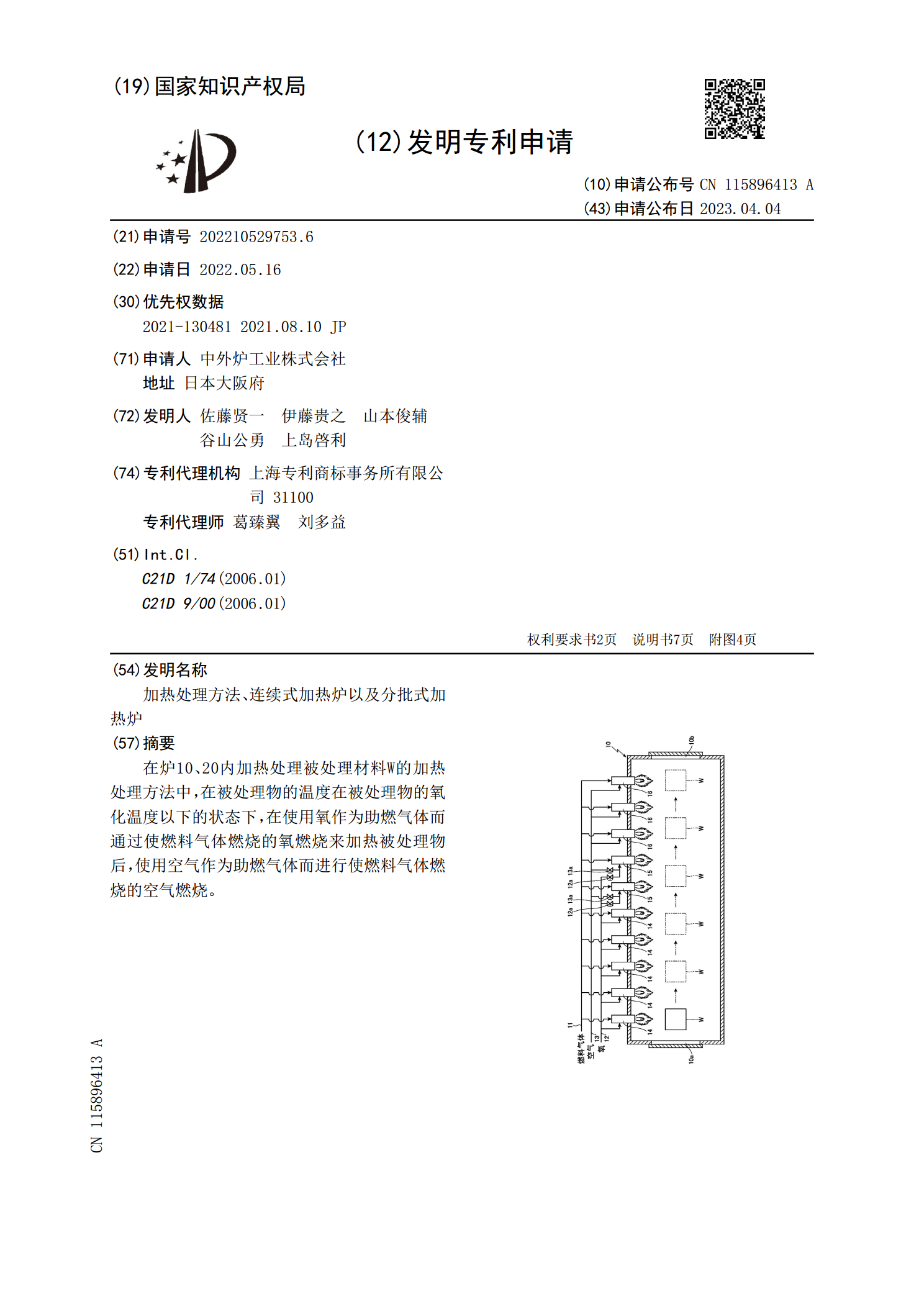
在炉10、20内加热处理被处理材料W的加热处理方法中,在被处理物的温度在被处理物的氧化温度以下的状态下,在使用氧作为助燃气体而通过使燃料气体燃烧的氧燃烧来加热被处理物后,使用空气作为助燃气体而进行使燃料气体燃烧的空气燃烧。
加热炉的连杆摇臂式炉门开闭机构.pdf
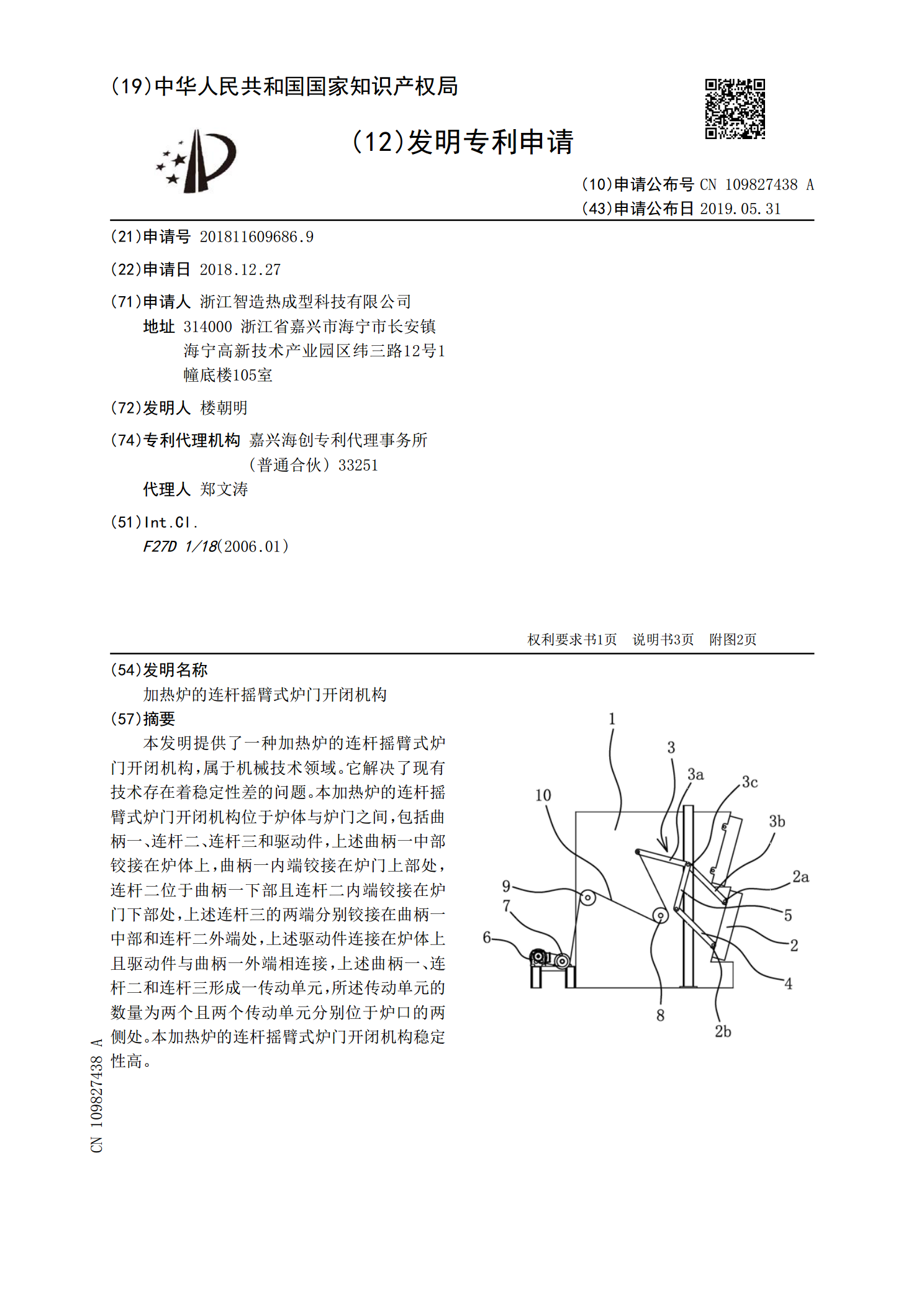
本发明提供了一种加热炉的连杆摇臂式炉门开闭机构,属于机械技术领域。它解决了现有技术存在着稳定性差的问题。本加热炉的连杆摇臂式炉门开闭机构位于炉体与炉门之间,包括曲柄一、连杆二、连杆三和驱动件,上述曲柄一中部铰接在炉体上,曲柄一内端铰接在炉门上部处,连杆二位于曲柄一下部且连杆二内端铰接在炉门下部处,上述连杆三的两端分别铰接在曲柄一中部和连杆二外端处,上述驱动件连接在炉体上且驱动件与曲柄一外端相连接,上述曲柄一、连杆二和连杆三形成一传动单元,所述传动单元的数量为两个且两个传动单元分别位于炉口的两侧处。本加热炉