
一种卷尺用高精度超宽50钢冷轧钢带及其生产方法.pdf

An****99


1/10
2/10

3/10
4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种卷尺用高精度超宽50钢冷轧钢带及其生产方法.pdf
本发明公开了一种卷尺用高精度超宽50钢冷轧钢带及其生产方法,其特征在于:它包括以下步骤完成:制取厚度为3.25~3.5mm、宽度为1260~1510mm的50钢热轧钢带;酸洗切边;一次冷轧;一次退火;二次冷轧;松卷;二次退火;平整;涂油入库,制得厚度为0.30~0.35mm、宽度为1250~1500mm的卷尺用高精度超宽50钢冷轧钢带。本发明由于采用1700mm单机架六辊可逆冷轧轧机和100吨全氢光亮罩式退火炉进行生产,轧制次数少、生产过程简单,退火温度和能源消耗低;该钢带,板形平直、表面均匀一致,板面无

一种电子元件用高精度超薄冷轧钢带及其生产方法.pdf
本发明公开了一种电子元件用高精度超薄冷轧钢带及其生产方法,其厚度为(0.14~0.16)mm;它由热轧钢带依次经过盐酸酸洗机组的酸洗、单机架六辊HC轧机的一轧程轧制、纵切机组松卷及切边、光亮罩式退火炉的一次退火、单机架四辊平整机的平整和拉弯矫直机组的消除板形缺陷后制得。本发明流程短、成材率高,省去了二次轧制、二次退火工序,降低了生产成本;同时,这种电子元件用高精度超薄冷轧钢带具有夹杂物含量低、厚度超薄、尺寸精度高、板形平直、表面反射率高、粗糙度均匀性高,屈强比低,性能均匀、冲压性能优良的特点,适用于电池外
一种卷尺用弹簧钢带及其制备方法.pdf
本发明公开了一种卷尺用弹簧钢带及其制备方法,卷尺用弹簧钢带化学成分以质量百分数计含有:C:0.66~0.72%、Si:1.80~2.10%、Mn:0.80~1.10%、P≤0.020%、S≤0.020%、Ti≤0.0020%、Al≤0.010%,余量为Fe和不可避免的杂质。制备方法包括电炉初炼、LF精炼、VD精炼、连铸、铸坯加热、带钢轧制和带钢卷曲。本发明通过调整化学成分中的碳和硅含量,通过采用LF+VD夹杂物塑性化工艺获得洁净钢,采用控轧控冷工艺轧制获得均匀、细小组织和脱碳少的热轧钢带,其非金属夹杂总和
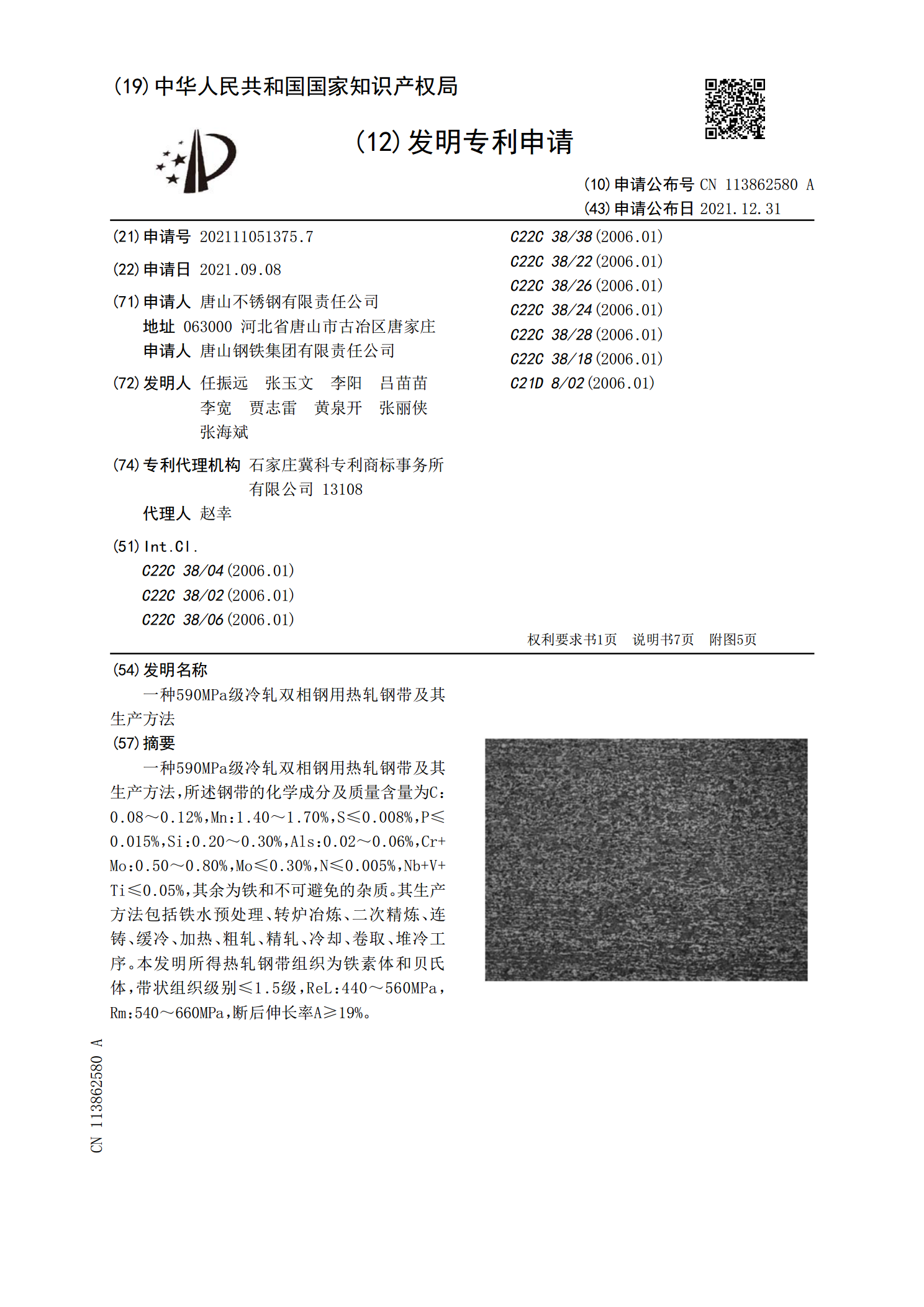
一种590MPa级冷轧双相钢用热轧钢带及其生产方法.pdf
一种590MPa级冷轧双相钢用热轧钢带及其生产方法,所述钢带的化学成分及质量含量为C:0.08~0.12%,Mn:1.40~1.70%,S≤0.008%,P≤0.015%,Si:0.20~0.30%,Als:0.02~0.06%,Cr+Mo:0.50~0.80%,Mo≤0.30%,N≤0.005%,Nb+V+Ti≤0.05%,其余为铁和不可避免的杂质。其生产方法包括铁水预处理、转炉冶炼、二次精炼、连铸、缓冷、加热、粗轧、精轧、冷却、卷取、堆冷工序。本发明所得热轧钢带组织为铁素体和贝氏体,带状组织级别≤1.
一种装饰用高强奥氏体不锈钢钢带的冷轧生产方法.pdf
一种装饰用高强奥氏体不锈钢钢带的冷轧生产方法,经过半成品轧制、中间退火、成品轧制、成品退火、拉矫等工序,通过合理控制道次变形量、轧制速度、冷却制度等工艺,可以实现厚度钢带轧制,保证板形的同时控制好公差,力学性能可以满足要求。生产出的高强奥氏体不锈钢钢带,其强度高、塑性好、无磁性,高氮奥氏体不锈钢的机械性能范围:屈服强度≥400,抗拉强度≥800,断后延伸率≥25%,硬度方面:≤100HRB,≤260HV;其板面优良,可以达到装饰材料的要求,尤其是装饰管的使用要求。