
搅动式真空细晶铸造炉及其使用方法.pdf

是你****盟主

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
搅动式真空细晶铸造炉及其使用方法.pdf
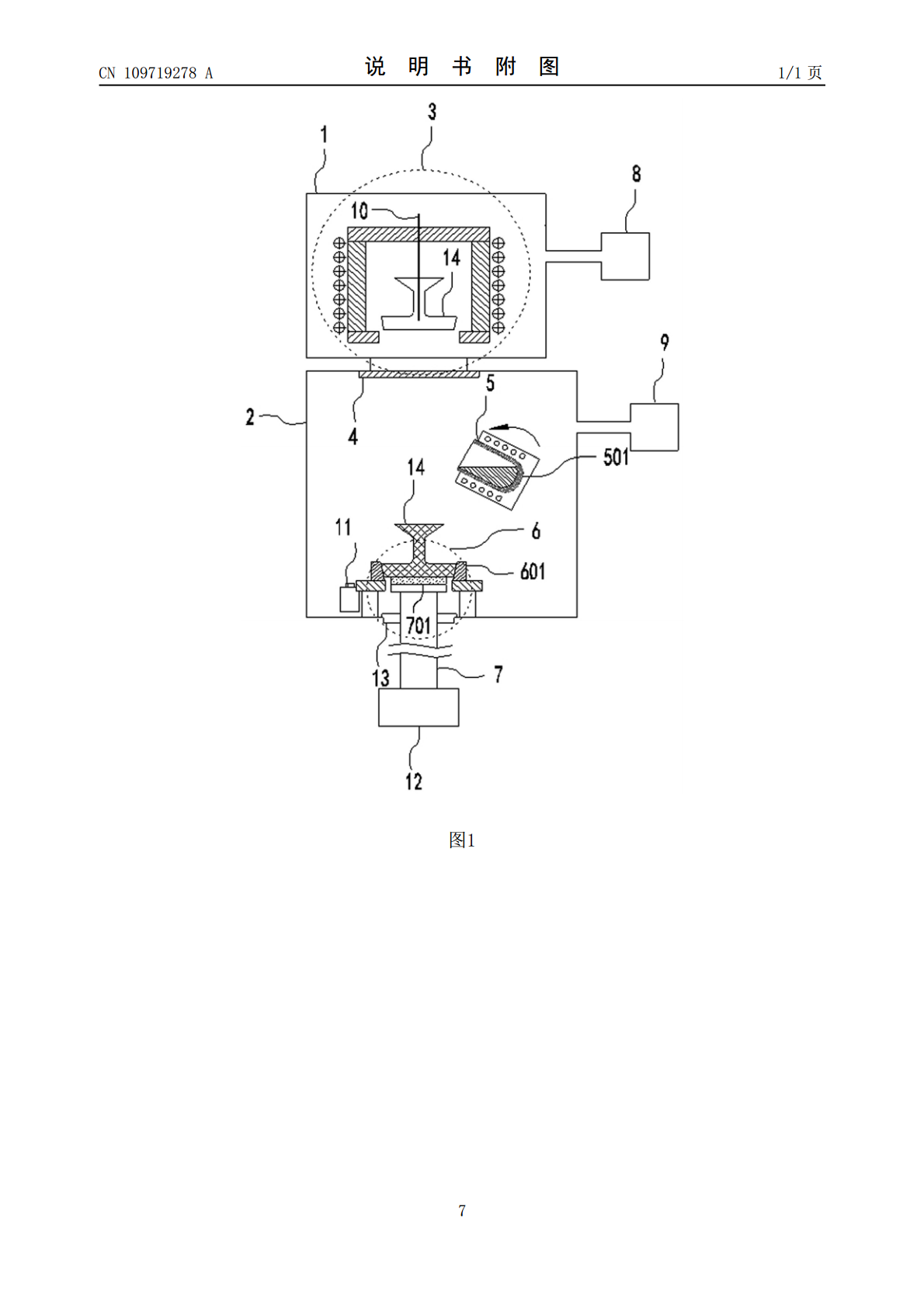
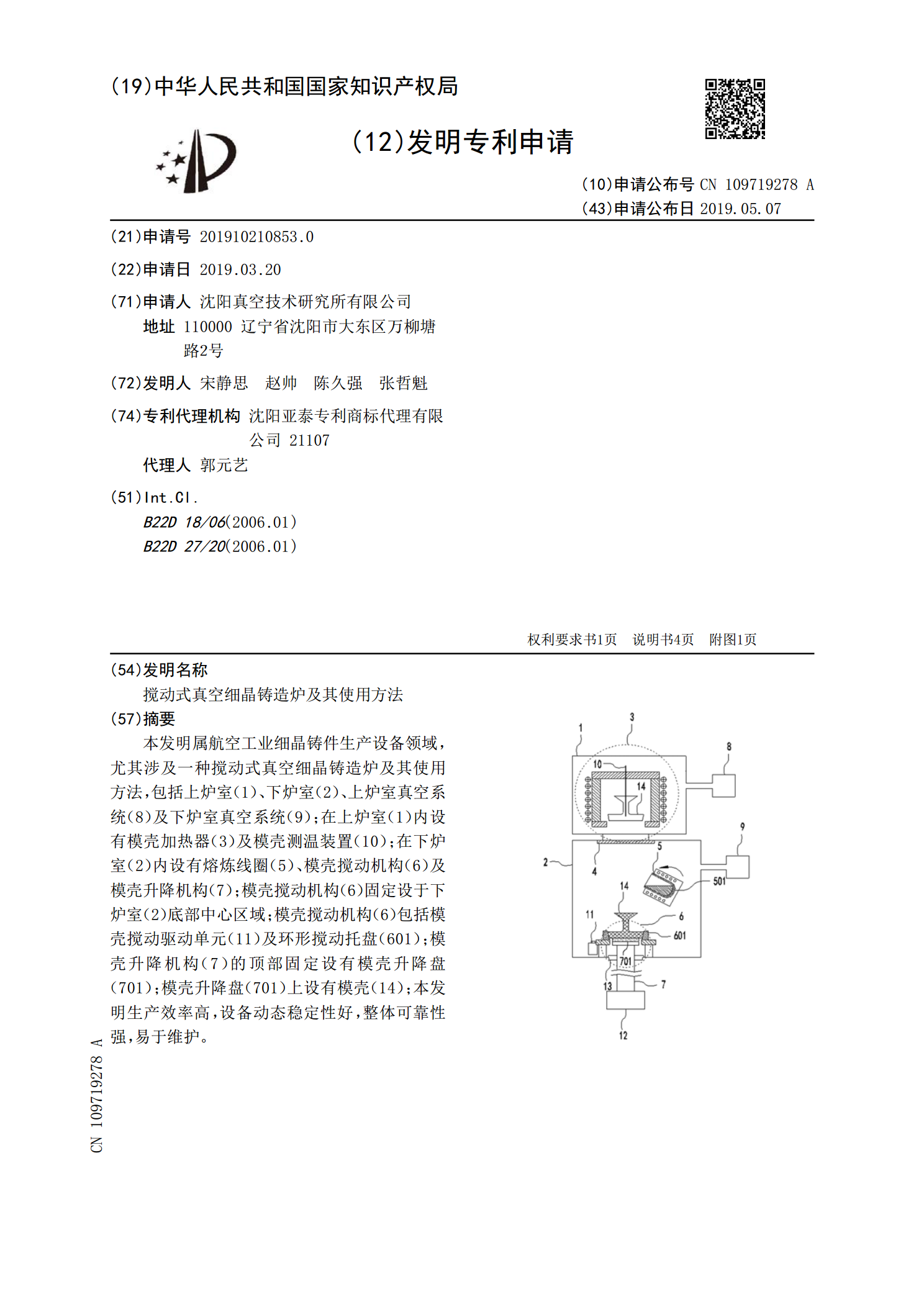
本发明属航空工业细晶铸件生产设备领域,尤其涉及一种搅动式真空细晶铸造炉及其使用方法,包括上炉室(1)、下炉室(2)、上炉室真空系统(8)及下炉室真空系统(9);在上炉室(1)内设有模壳加热器(3)及模壳测温装置(10);在下炉室(2)内设有熔炼线圈(5)、模壳搅动机构(6)及模壳升降机构(7);模壳搅动机构(6)固定设于下炉室(2)底部中心区域;模壳搅动机构(6)包括模壳搅动驱动单元(11)及环形搅动托盘(601);模壳升降机构(7)的顶部固定设有模壳升降盘(701);模壳升降盘(701)上设有模壳(14
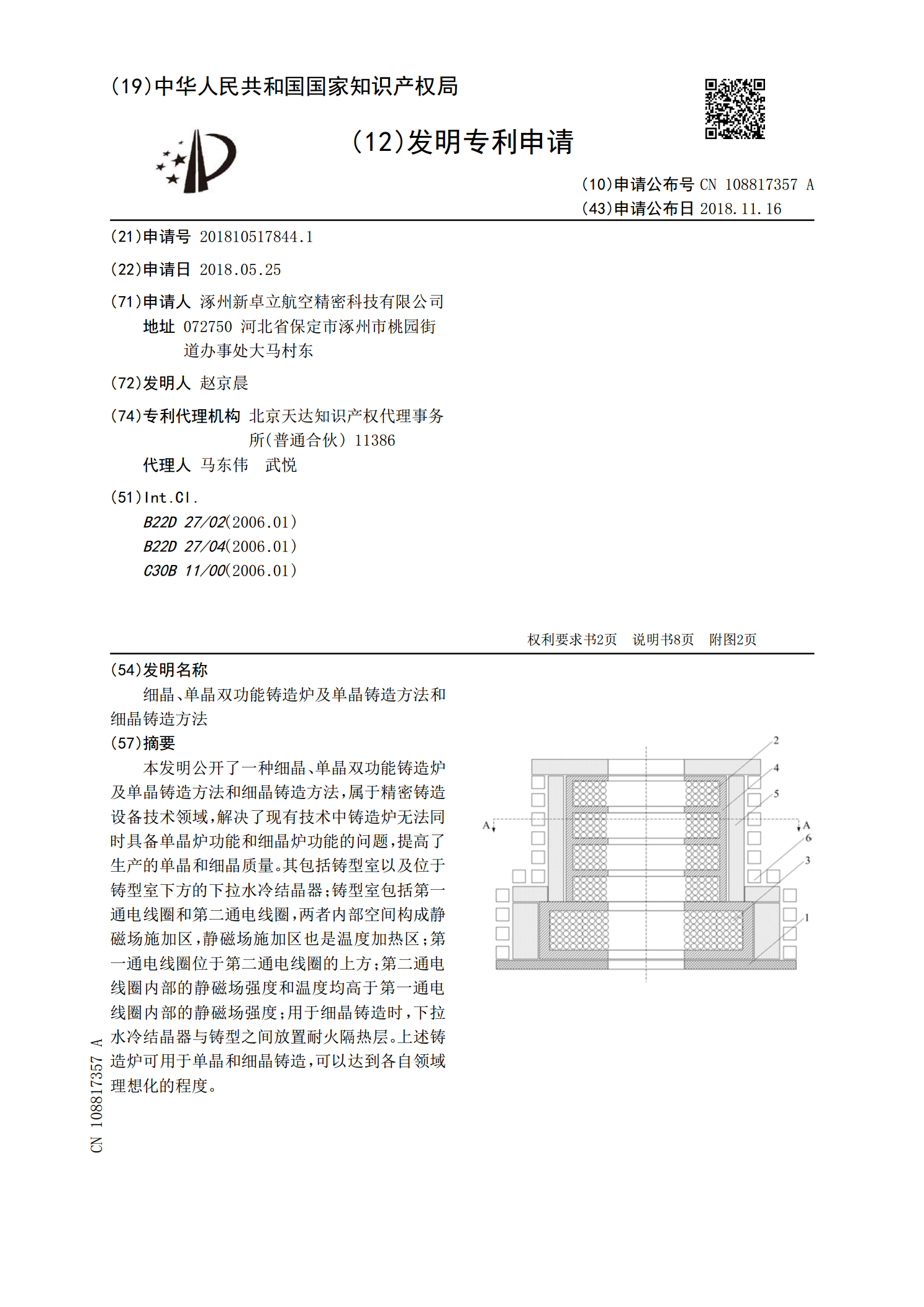
细晶、单晶双功能铸造炉及单晶铸造方法和细晶铸造方法.pdf
本发明公开了一种细晶、单晶双功能铸造炉及单晶铸造方法和细晶铸造方法,属于精密铸造设备技术领域,解决了现有技术中铸造炉无法同时具备单晶炉功能和细晶炉功能的问题,提高了生产的单晶和细晶质量。其包括铸型室以及位于铸型室下方的下拉水冷结晶器;铸型室包括第一通电线圈和第二通电线圈,两者内部空间构成静磁场施加区,静磁场施加区也是温度加热区;第一通电线圈位于第二通电线圈的上方;第二通电线圈内部的静磁场强度和温度均高于第一通电线圈内部的静磁场强度;用于细晶铸造时,下拉水冷结晶器与铸型之间放置耐火隔热层。上述铸造炉可用于单
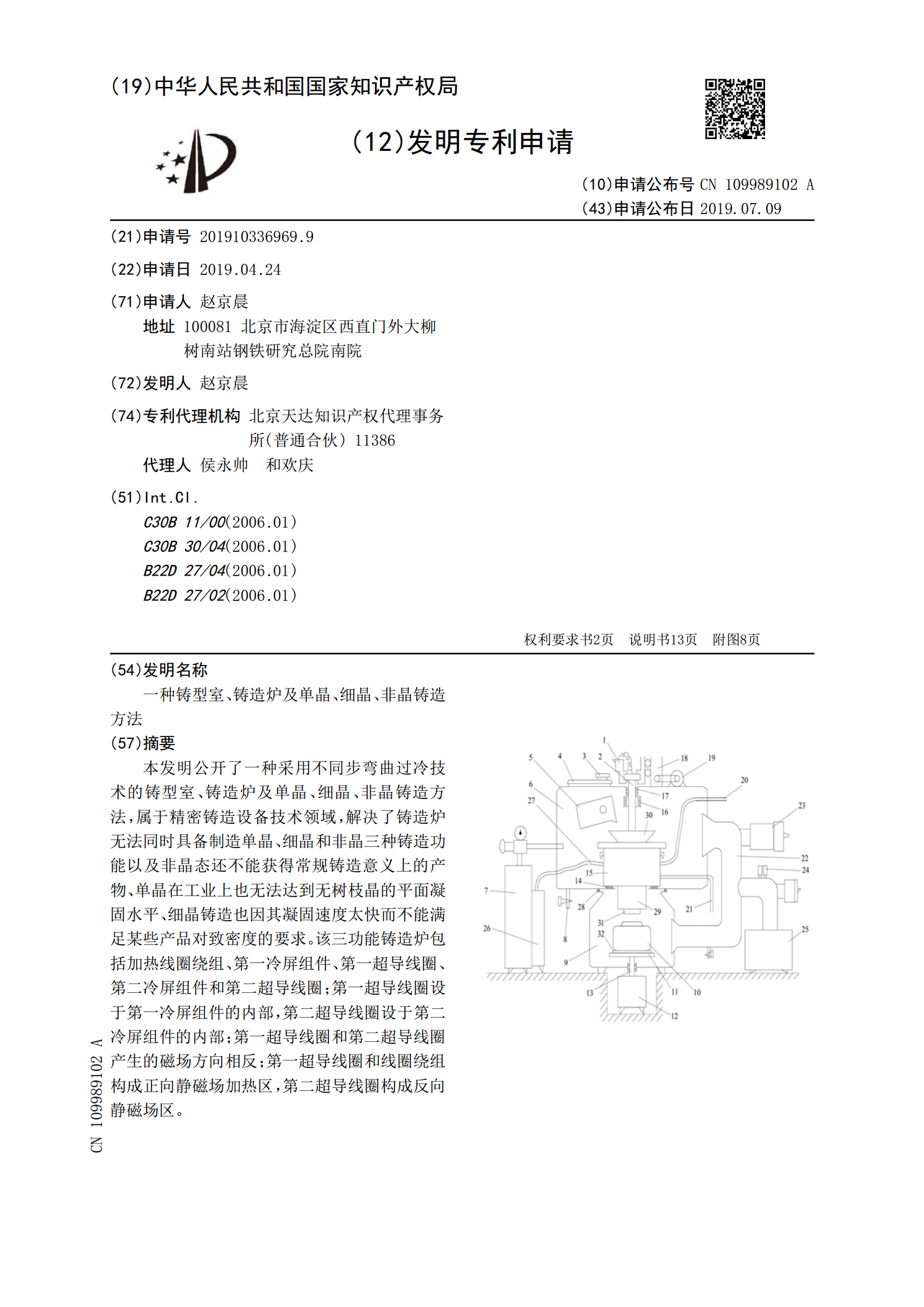
一种铸型室、铸造炉及单晶、细晶、非晶铸造方法.pdf
本发明公开了一种采用不同步弯曲过冷技术的铸型室、铸造炉及单晶、细晶、非晶铸造方法,属于精密铸造设备技术领域,解决了铸造炉无法同时具备制造单晶、细晶和非晶三种铸造功能以及非晶态还不能获得常规铸造意义上的产物、单晶在工业上也无法达到无树枝晶的平面凝固水平、细晶铸造也因其凝固速度太快而不能满足某些产品对致密度的要求。该三功能铸造炉包括加热线圈绕组、第一冷屏组件、第一超导线圈、第二冷屏组件和第二超导线圈;第一超导线圈设于第一冷屏组件的内部,第二超导线圈设于第二冷屏组件的内部;第一超导线圈和第二超导线圈产生的磁场方
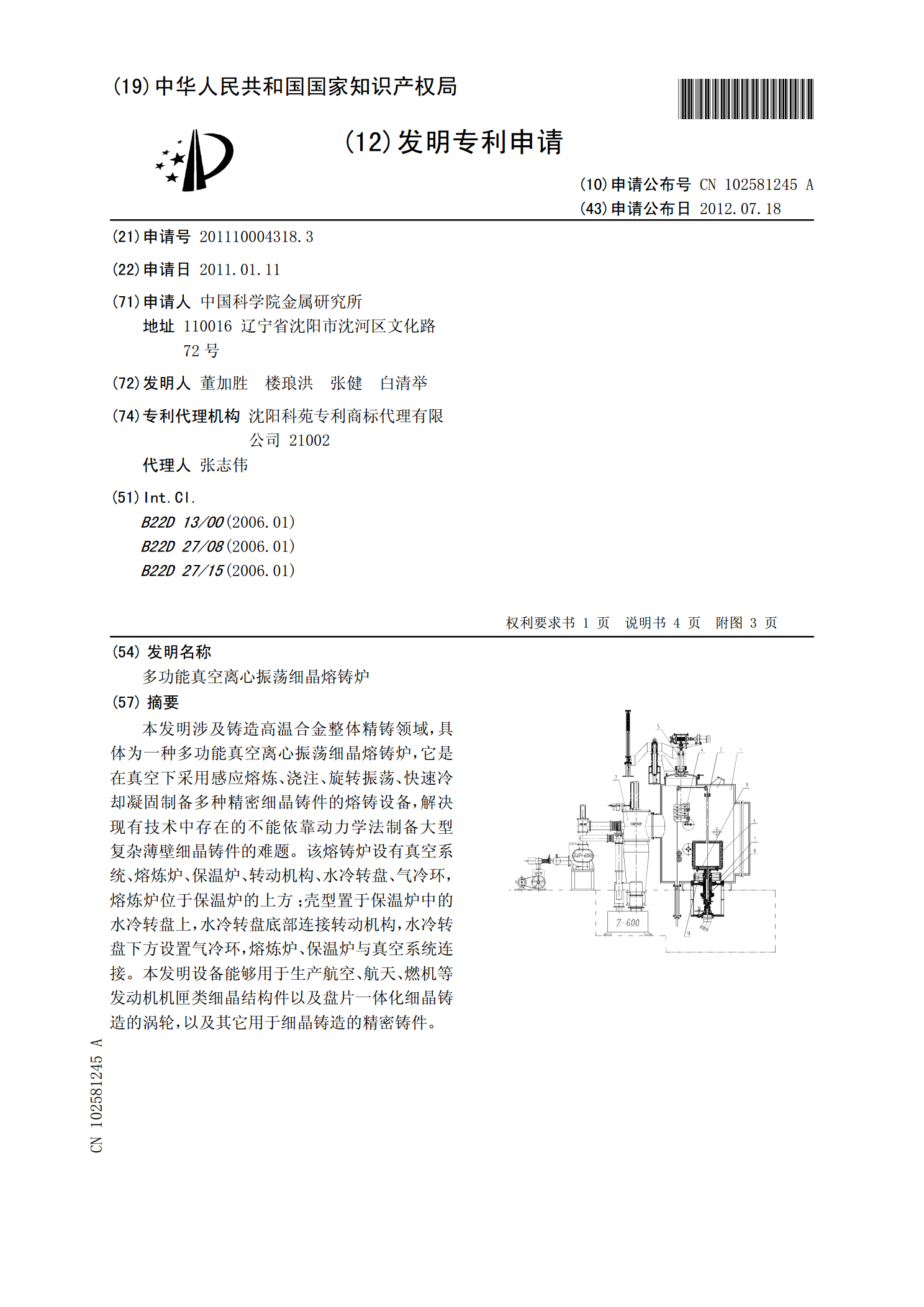
多功能真空离心振荡细晶熔铸炉.pdf
本发明涉及铸造高温合金整体精铸领域,具体为一种多功能真空离心振荡细晶熔铸炉,它是在真空下采用感应熔炼、浇注、旋转振荡、快速冷却凝固制备多种精密细晶铸件的熔铸设备,解决现有技术中存在的不能依靠动力学法制备大型复杂薄壁细晶铸件的难题。该熔铸炉设有真空系统、熔炼炉、保温炉、转动机构、水冷转盘、气冷环,熔炼炉位于保温炉的上方;壳型置于保温炉中的水冷转盘上,水冷转盘底部连接转动机构,水冷转盘下方设置气冷环,熔炼炉、保温炉与真空系统连接。本发明设备能够用于生产航空、航天、燃机等发动机机匣类细晶结构件以及盘片一体化细晶
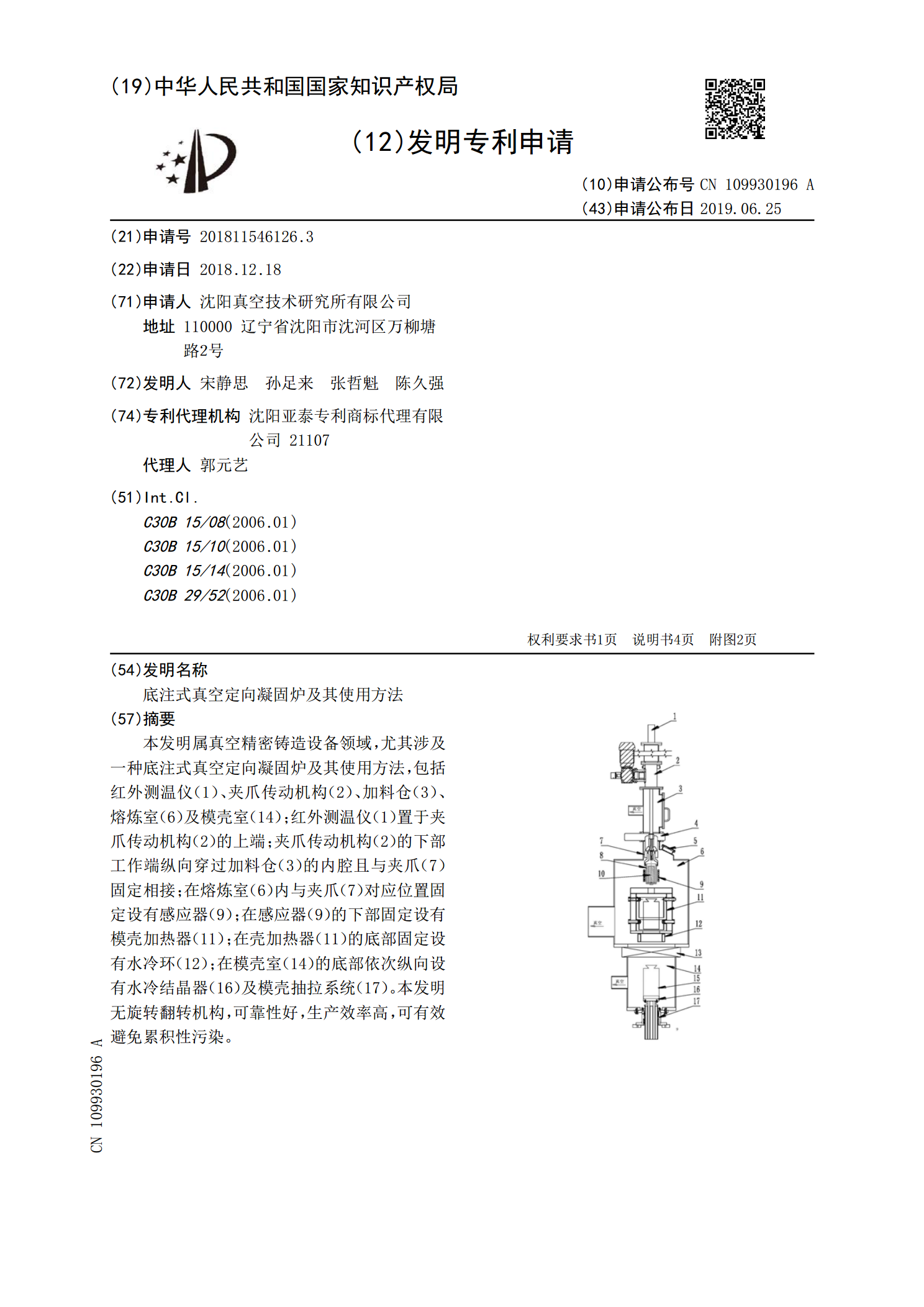
底注式真空定向凝固炉及其使用方法.pdf
本发明属真空精密铸造设备领域,尤其涉及一种底注式真空定向凝固炉及其使用方法,包括红外测温仪(1)、夹爪传动机构(2)、加料仓(3)、熔炼室(6)及模壳室(14);红外测温仪(1)置于夹爪传动机构(2)的上端;夹爪传动机构(2)的下部工作端纵向穿过加料仓(3)的内腔且与夹爪(7)固定相接;在熔炼室(6)内与夹爪(7)对应位置固定设有感应器(9);在感应器(9)的下部固定设有模壳加热器(11);在壳加热器(11)的底部固定设有水冷环(12);在模壳室(14)的底部依次纵向设有水冷结晶器(16)及模壳抽拉系统(