
一种评价焊接热影响区粗晶区再热裂纹敏感性的方法.pdf

猫巷****提格

1/10
2/10
3/10
4/10

5/10
6/10
7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种评价焊接热影响区粗晶区再热裂纹敏感性的方法.pdf
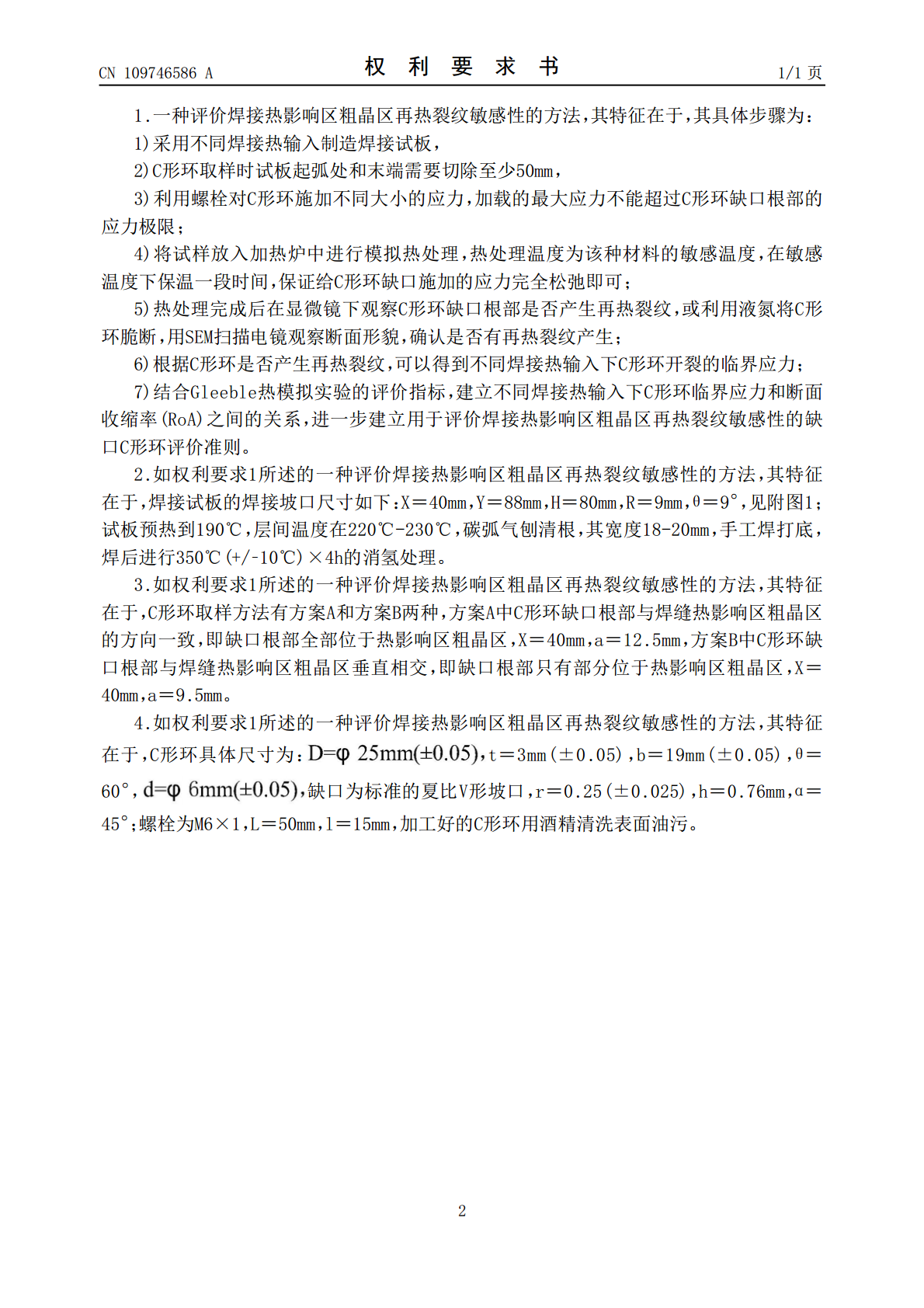
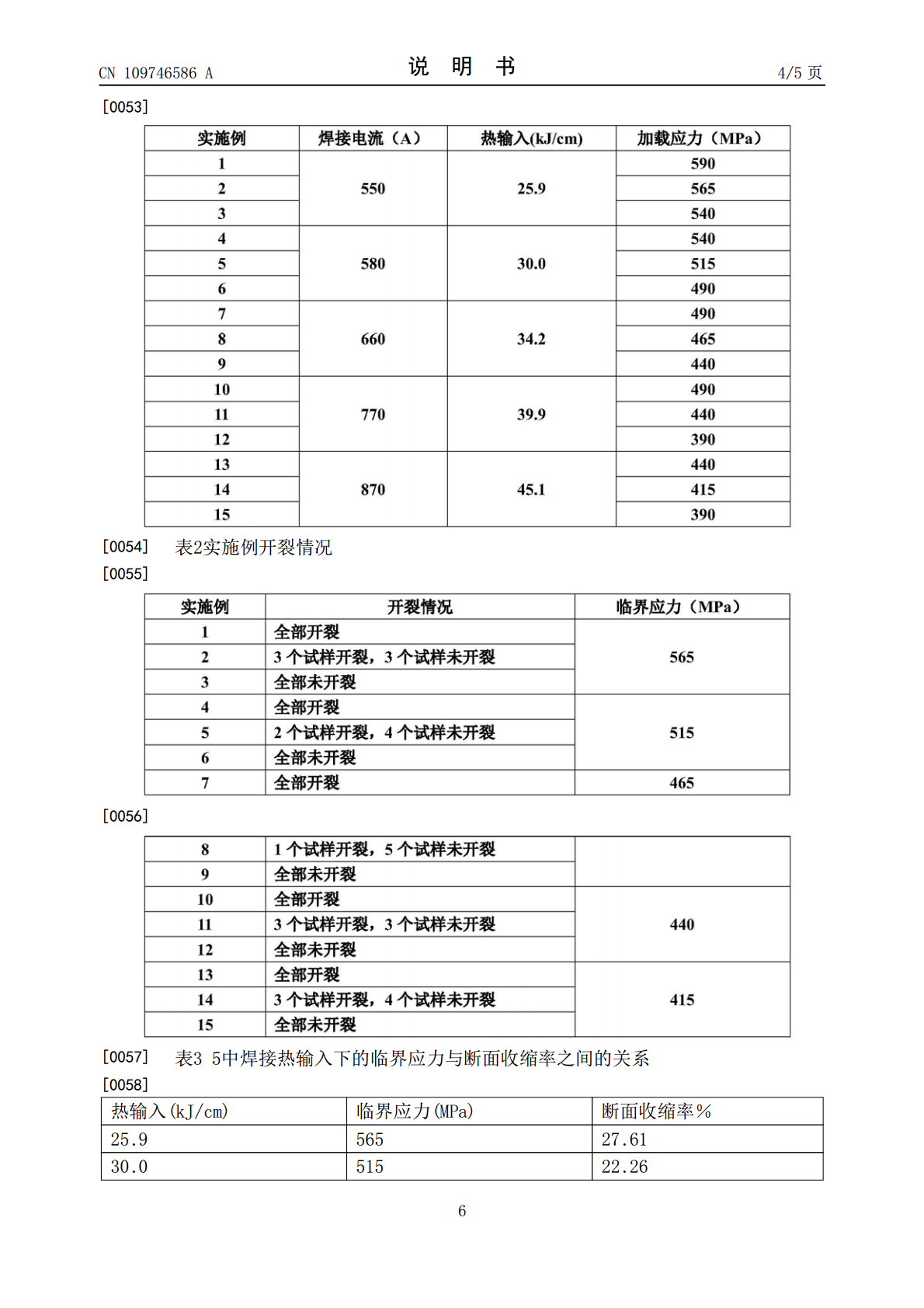
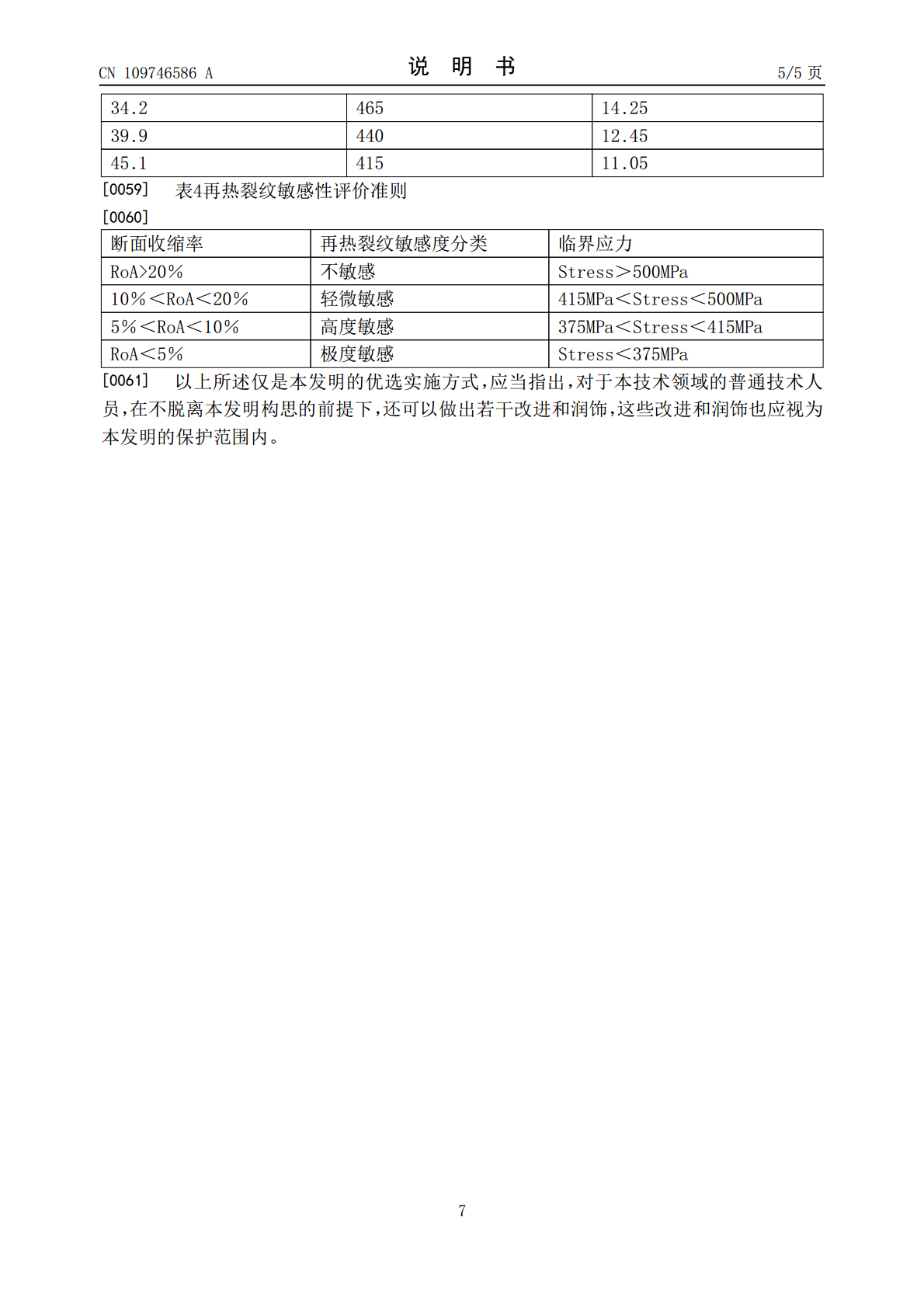
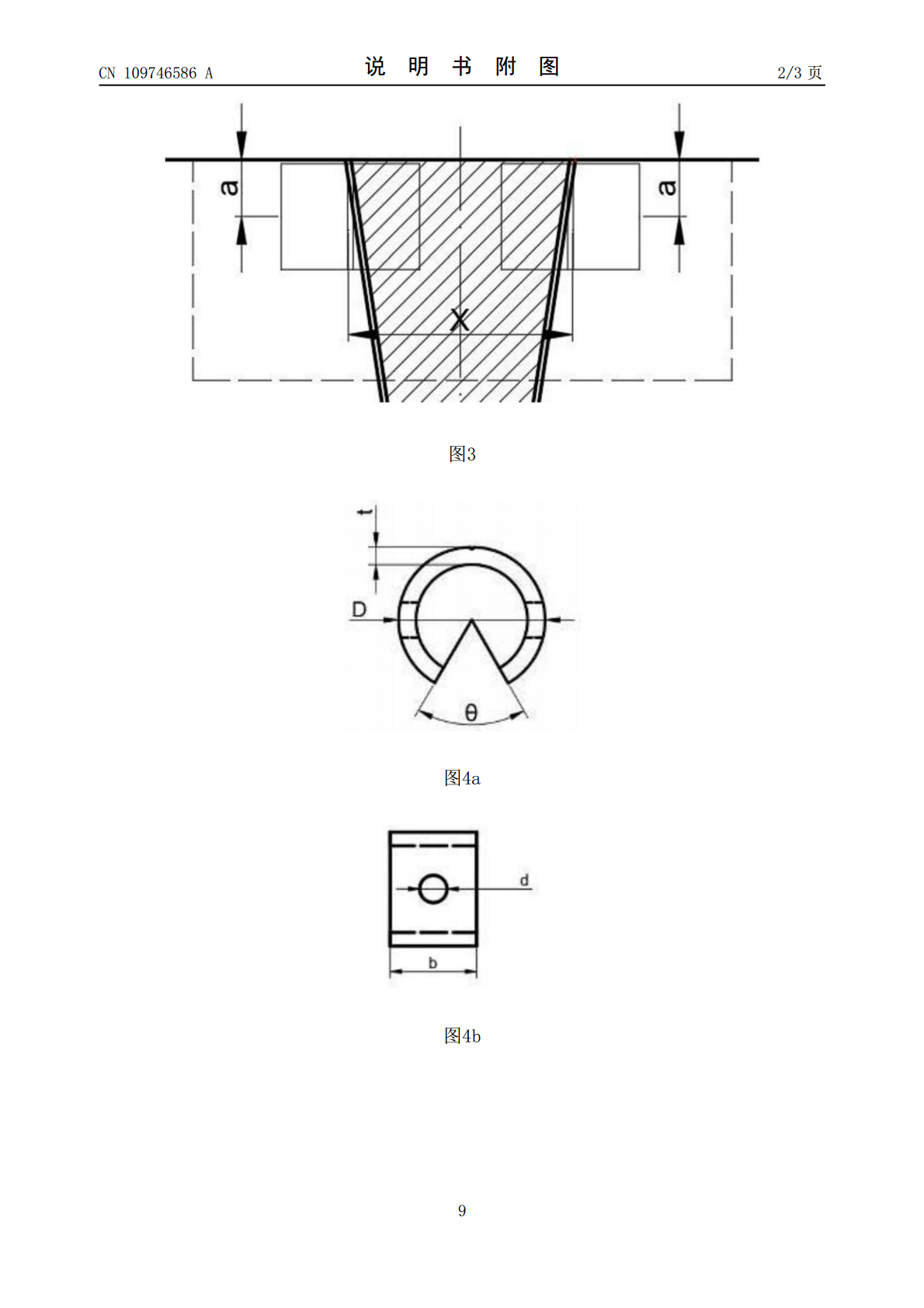
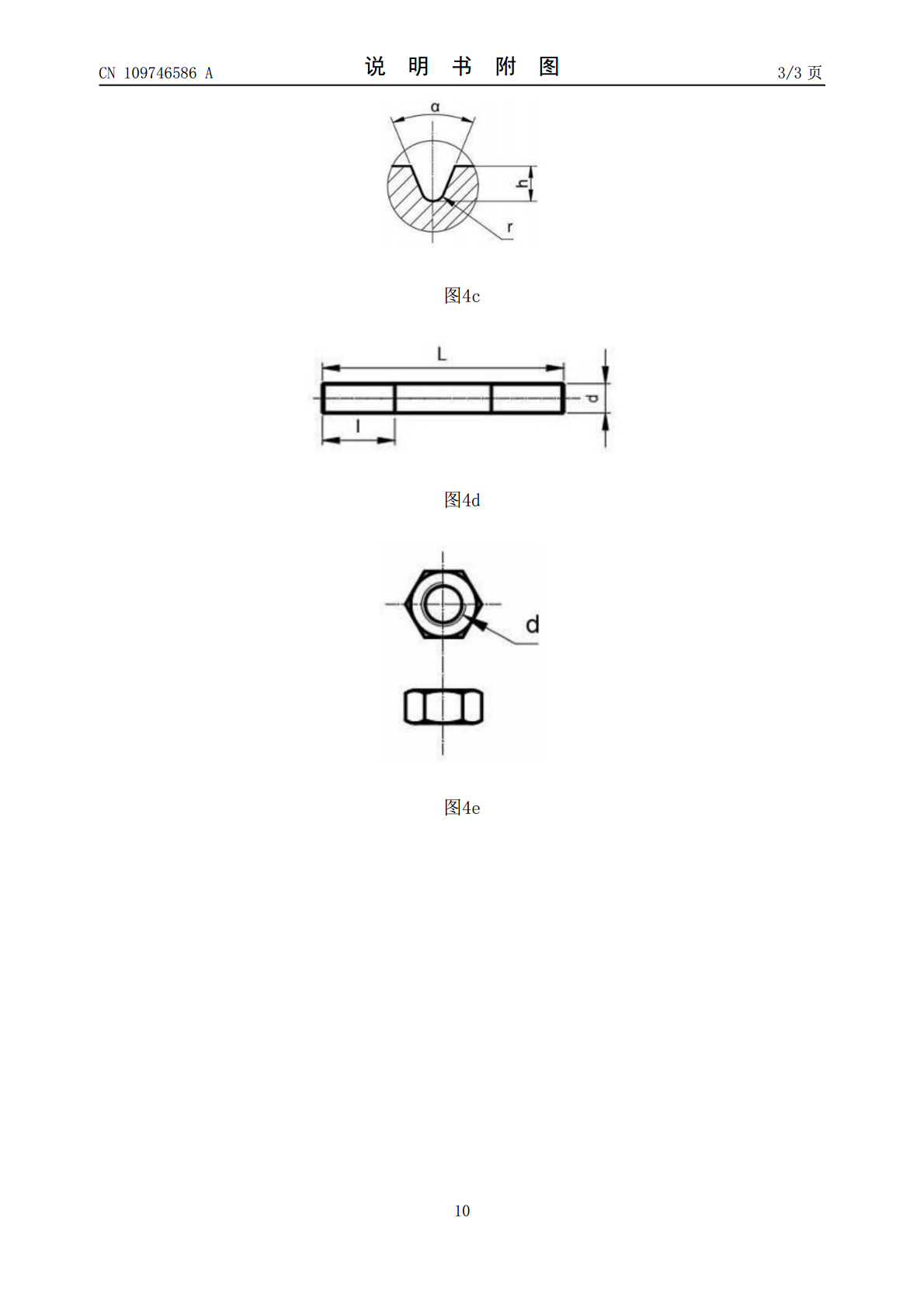
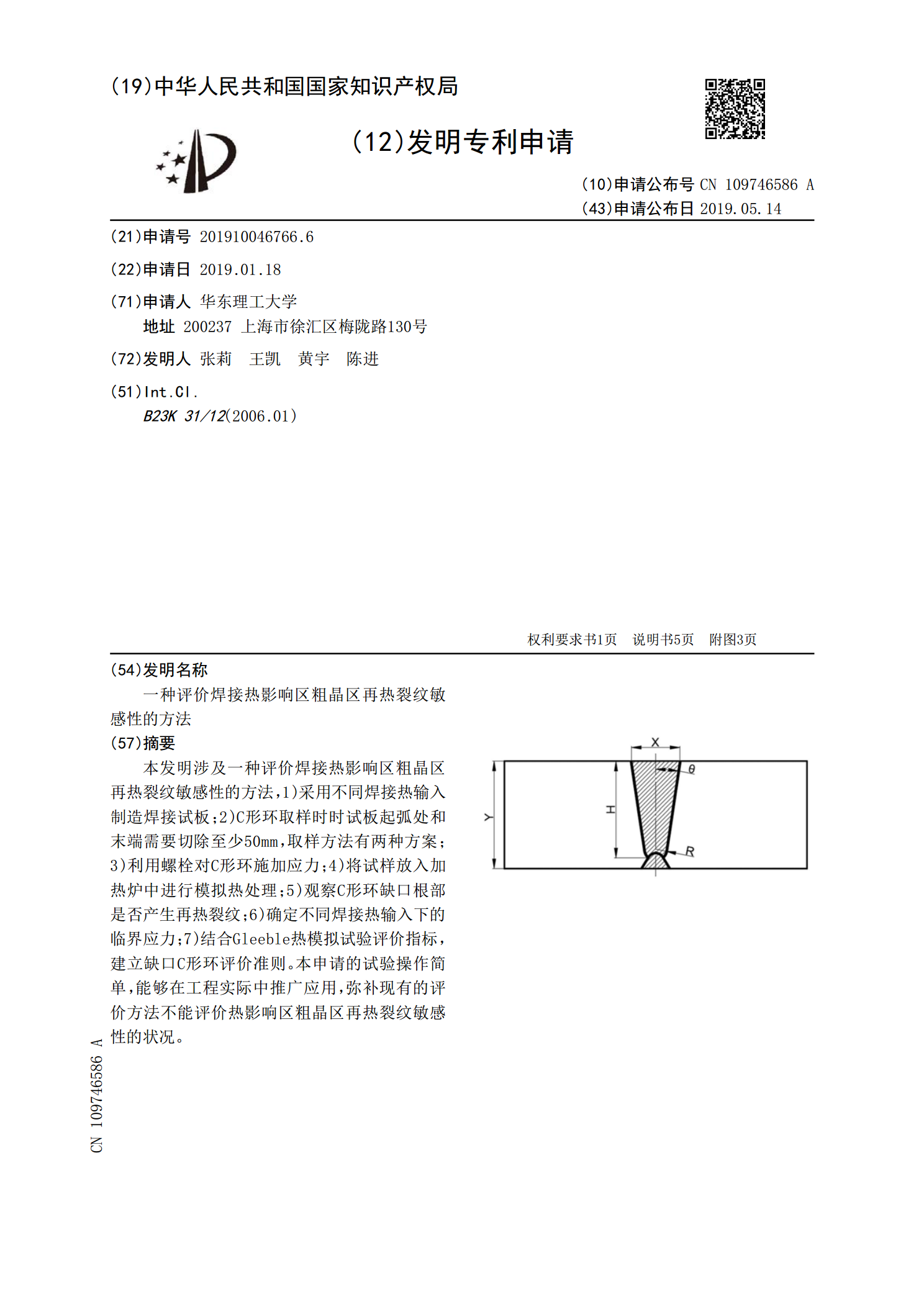
本发明涉及一种评价焊接热影响区粗晶区再热裂纹敏感性的方法,1)采用不同焊接热输入制造焊接试板;2)C形环取样时时试板起弧处和末端需要切除至少50mm,取样方法有两种方案;3)利用螺栓对C形环施加应力;4)将试样放入加热炉中进行模拟热处理;5)观察C形环缺口根部是否产生再热裂纹;6)确定不同焊接热输入下的临界应力;7)结合Gleeble热模拟试验评价指标,建立缺口C形环评价准则。本申请的试验操作简单,能够在工程实际中推广应用,弥补现有的评价方法不能评价热影响区粗晶区再热裂纹敏感性的状况。
一种大拘束度结构组件的焊接热影响区再热裂纹控制方法.pdf
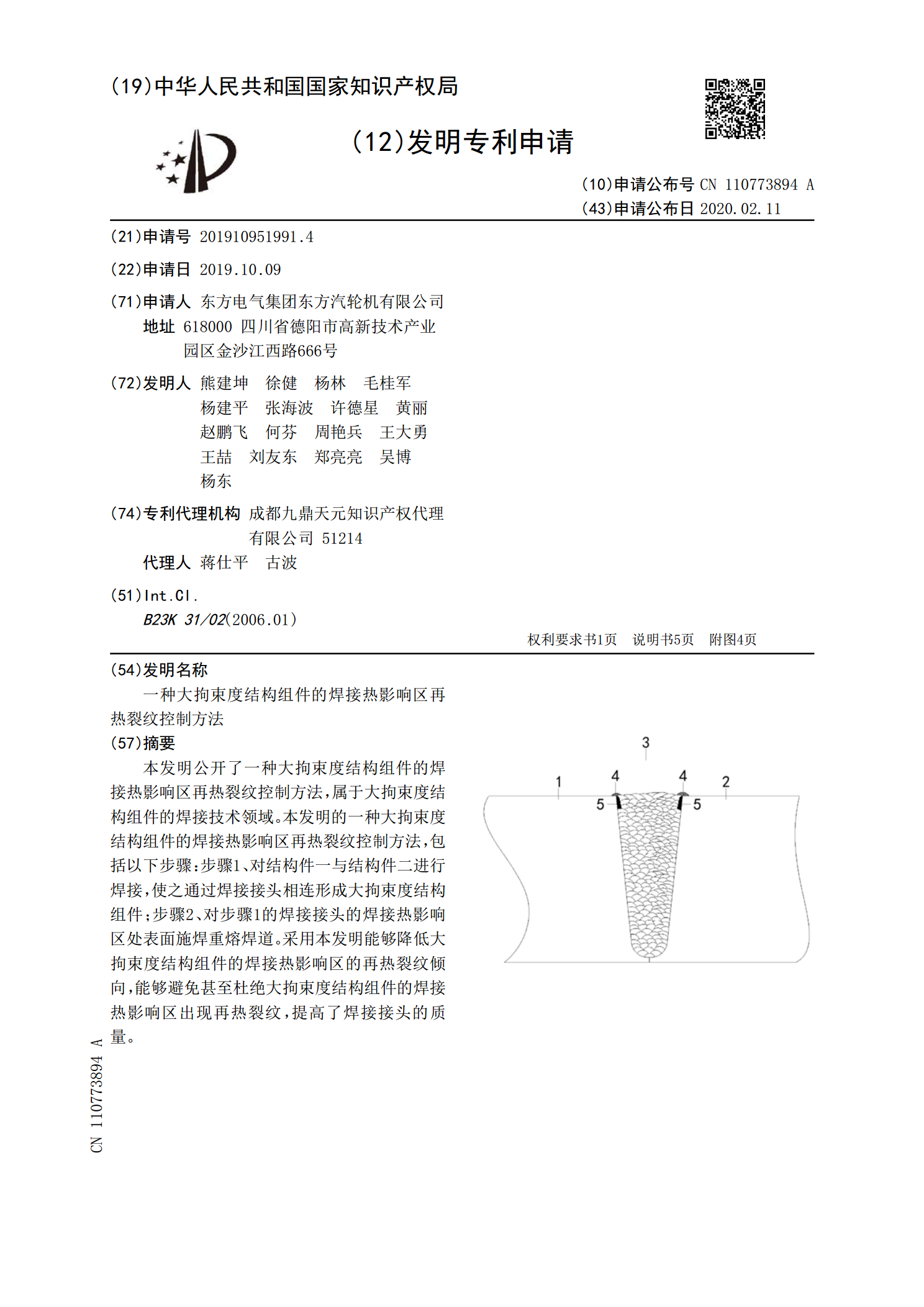
本发明公开了一种大拘束度结构组件的焊接热影响区再热裂纹控制方法,属于大拘束度结构组件的焊接技术领域。本发明的一种大拘束度结构组件的焊接热影响区再热裂纹控制方法,包括以下步骤:步骤1、对结构件一与结构件二进行焊接,使之通过焊接接头相连形成大拘束度结构组件;步骤2、对步骤1的焊接接头的焊接热影响区处表面施焊重熔焊道。采用本发明能够降低大拘束度结构组件的焊接热影响区的再热裂纹倾向,能够避免甚至杜绝大拘束度结构组件的焊接热影响区出现再热裂纹,提高了焊接接头的质量。

Q690CFD热影响区粗晶区再热脆化研究.docx
Q690CFD热影响区粗晶区再热脆化研究Q690CFD热影响区粗晶区再热脆化研究摘要:Q690CFD钢是一种新兴的用于海洋平台、桥梁等船舶建筑领域的高强度钢材,但其焊接时易受到热影响区粗晶区再热脆化影响。本文主要针对Q690CFD钢焊接热影响区粗晶区再热脆化现象进行研究。通过对钢材的组织、显微组织、力学性能进行测试,分析其脆性形成机理。并对其焊接过程中的应力、温度进行模拟分析,提出了相应的防控措施。关键词:Q690CFD钢,再热脆化,热影响区,焊接1.引言Q690CFD钢是一种新兴用于海洋平台、桥梁等船舶

M-A组元对临界再热粗晶热影响区低温冲击韧性的影响.docx
M-A组元对临界再热粗晶热影响区低温冲击韧性的影响标题:M-A组元对临界再热粗晶热影响区低温冲击韧性的影响摘要:M-A组元是金属材料中常见的一种微观组织,对材料的力学性能具有重要影响。本文通过分析M-A组元在临界再热粗晶热影响区中对低温冲击韧性的影响,探讨了其本质原因和可能的改善方法,并给出了相关实验研究和案例分析结果。研究表明,M-A组元的存在会降低材料的韧性,导致材料易受低温冲击破坏。因此,通过选择合适的工艺参数以及适当的热处理方法,可以减少或消除M-A组元对材料韧性的影响,提高材料的冲击韧性。1.引

Q960E焊接粗晶区组织的再热脆化与软化分析.docx
Q960E焊接粗晶区组织的再热脆化与软化分析题目:Q960E焊接粗晶区组织的再热脆化与软化分析摘要:近年来,焊接技术在工业生产中得到了广泛应用。然而,焊接过程中容易产生一些问题,如再热脆化和软化。本论文以Q960E钢为研究对象,探讨了焊接粗晶区组织的再热脆化与软化现象。通过对焊接试样的显微组织分析、力学性能测试和断口形貌观察,发现焊接粗晶区的再热脆化现象主要由晶界和非金属夹杂物引起,而软化现象主要由相变和析出物溶解引起。最后,根据分析结果提出了相应的改进措施,以避免或减少焊接粗晶区的再热脆化和软化现象。关