
应用于真空自耗炉生产钛锭及钛合金锭的头尾加工工艺.pdf

文阁****23


1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

应用于真空自耗炉生产钛锭及钛合金锭的头尾加工工艺.pdf
一种应用于真空自耗炉生产钛锭及钛合金锭的头尾加工工艺,本发明特征是,步骤为:1)、根据真空自耗炉所生产出的锭的长度,选择相适应的锯床,在该锯床设置配备水冷装置;2)、根据所生产的钛锭及钛合金锭,选择相应的合金锯片,并加入相应切削液;3)、使用行车夹钳将锭调运至锯床上,将需要锯掉的一端放到锯床的工作位置;4)、根据锭头尾的实际形状,确定切除的尺寸,然后做出相应的尺寸标记,以方便对刀;5)、尺寸确定后,将锭固定不动,直接下刀切除。本发明的有益效果是,解决了真空自耗炉钛锭及钛合金锭头尾的加工困难,做到了经济成本
一种用于钛合金锭生产的真空自耗炉装置.pdf
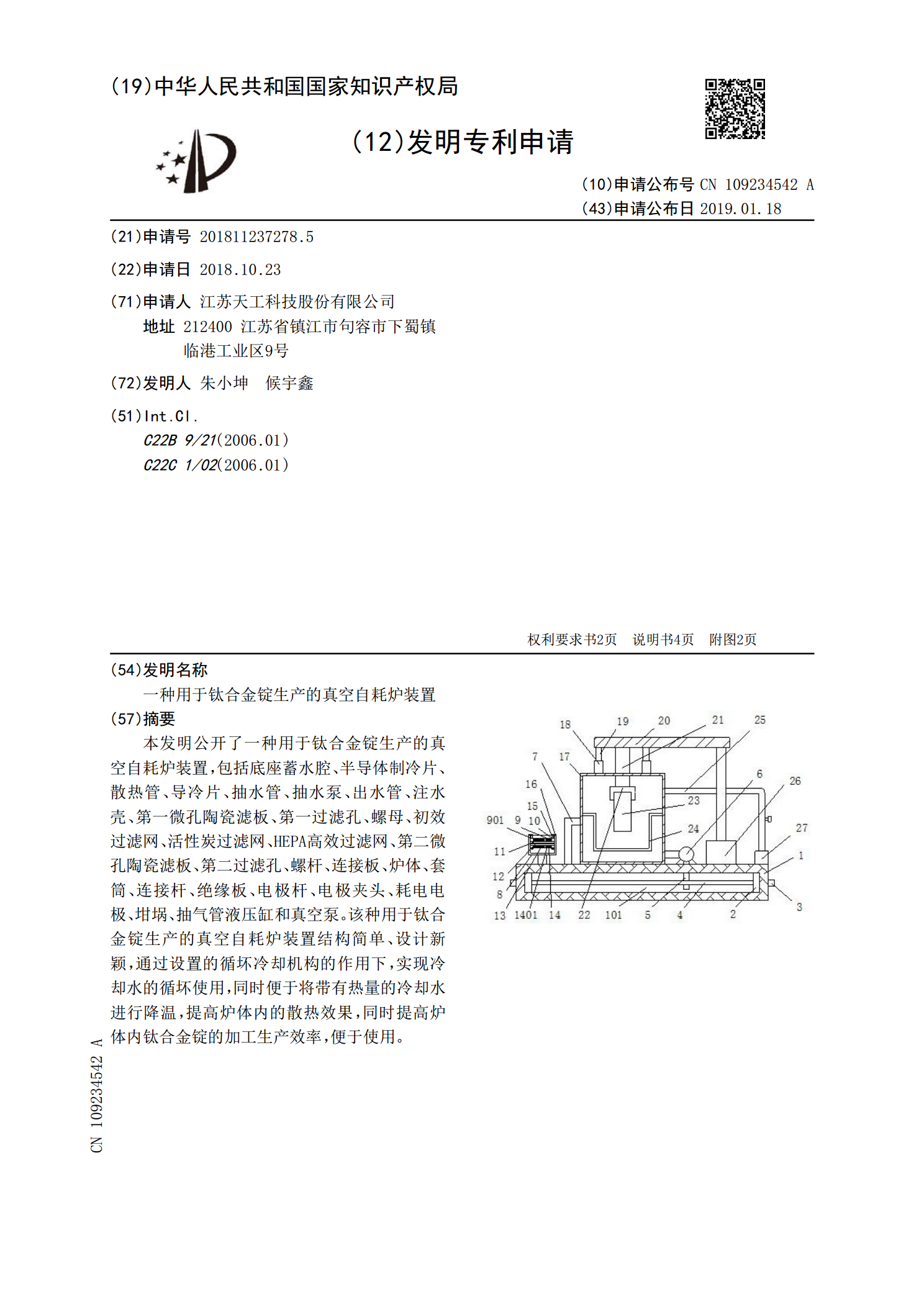
本发明公开了一种用于钛合金锭生产的真空自耗炉装置,包括底座蓄水腔、半导体制冷片、散热管、导冷片、抽水管、抽水泵、出水管、注水壳、第一微孔陶瓷滤板、第一过滤孔、螺母、初效过滤网、活性炭过滤网、HEPA高效过滤网、第二微孔陶瓷滤板、第二过滤孔、螺杆、连接板、炉体、套筒、连接杆、绝缘板、电极杆、电极夹头、耗电电极、坩埚、抽气管液压缸和真空泵。该种用于钛合金锭生产的真空自耗炉装置结构简单、设计新颖,通过设置的循坏冷却机构的作用下,实现冷却水的循坏使用,同时便于将带有热量的冷却水进行降温,提高炉体内的散热效果,同时
一种EB炉所生产钛锭及钛合金锭的锯头尾方法.pdf
一种EB炉所生产钛锭及钛合金锭的锯头尾方法,本发明特征是,步骤为:1)、根据EB炉所生产出的锭的长度,选择相适应的锯床,在该锯床设置配备水冷装置;2)、根据所生产的钛锭及钛合金锭,选择相应的合金锯片,并加入相应切削液;3)、使用行车夹钳将锭调运至锯床上,将需要锯掉的一端放到锯床的工作位置;4)、根据锭头尾的实际形状,确定切除的尺寸,然后做出相应的尺寸标记,以方便对刀;5)、尺寸确定后,将锭固定不动,直接下刀切除。本发明的有益效果是,解决了EB炉钛锭及钛合金锭头尾的加工困难,做到了经济成本最大化。
EB炉所生产钛锭及钛合金锭的取样方法.pdf
EB炉所生产钛锭及钛合金锭的取样方法,本发明步骤为:1)、配备一台数控水刀机床,根据所需样品的规格,在程序软件中对其进行编程;2)、将所需取样的样品摆放在水刀下方,以方便水刀对其进行切割;3)、对所切割的样品,使用锥状器具将其敲出;4)、对所取的样品放入专用的密封袋中,防止其在空气中发生过多的化学反应,影响其化学成分。本发明的有益效果是,解决了EB炉所生产的钛锭及钛合金锭的取样问题,为工作人员节约了更多的时间。

一种钛锭及钛合金锭的整形加工工艺.pdf
一种钛锭及钛合金锭的整形加工工艺,本发明特征是,步骤为:1)、根据真空自耗炉所生产出的锭的长度,选择相适应的锯床,在该锯床设置配备水冷装置;2)、根据所生产的钛锭及钛合金锭,选择相应的合金锯片,并加入相应切削液;3)、使用行车夹钳将锭调运至锯床上,将需要锯掉的一端放到锯床的工作位置;4)、根据锭头尾的实际形状,确定切除的尺寸,然后做出相应的尺寸标记,以方便对刀;5)、尺寸确定后,将锭固定不动,直接下刀切除。本发明的有益效果是,解决了真空自耗炉钛锭及钛合金锭头尾的加工困难,做到了经济成本最大化。