
一种炼钢-连铸生产调度优化方法.pdf

努力****恨风

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种炼钢-连铸生产调度优化方法.pdf
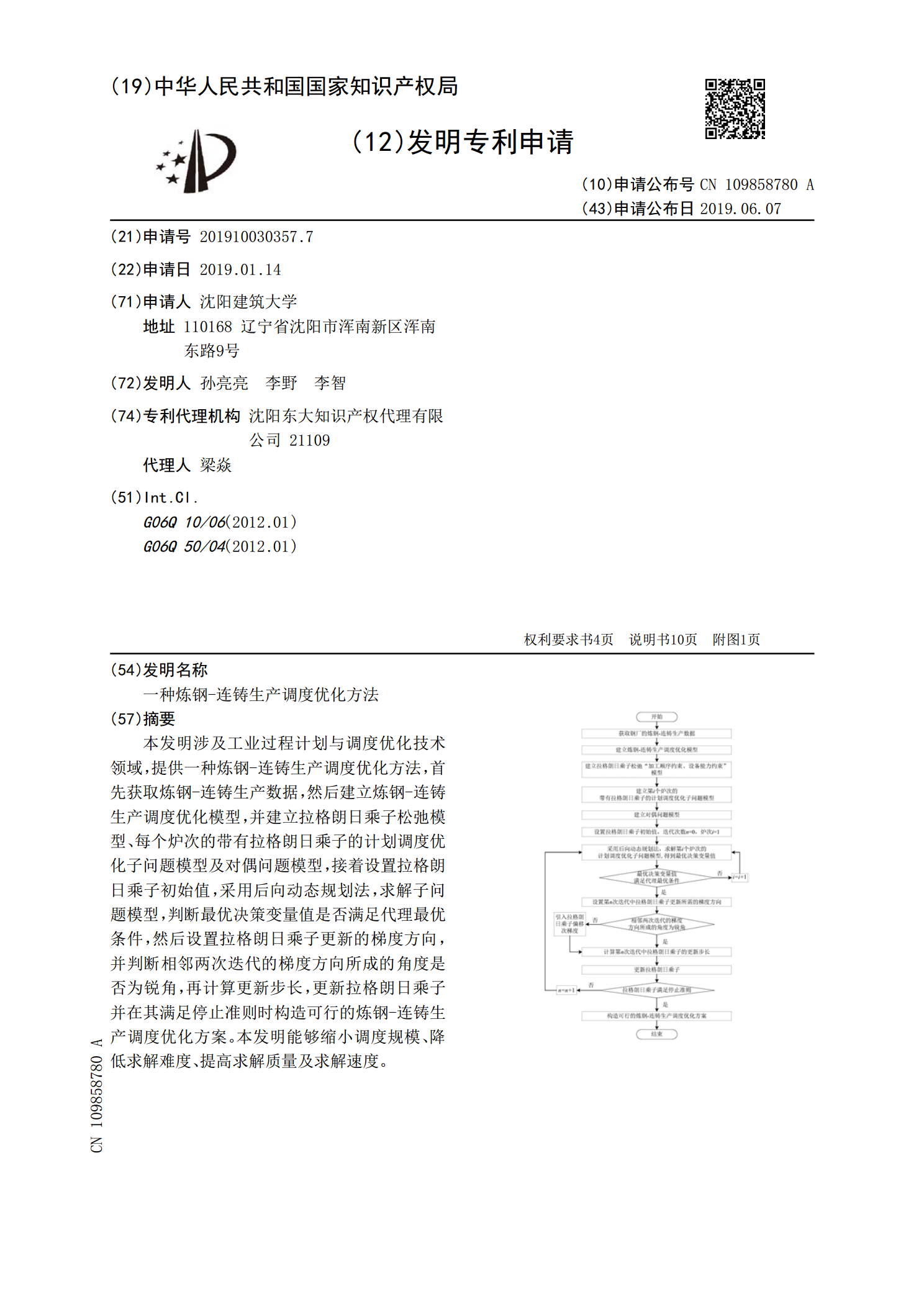
本发明涉及工业过程计划与调度优化技术领域,提供一种炼钢‑连铸生产调度优化方法,首先获取炼钢‑连铸生产数据,然后建立炼钢‑连铸生产调度优化模型,并建立拉格朗日乘子松弛模型、每个炉次的带有拉格朗日乘子的计划调度优化子问题模型及对偶问题模型,接着设置拉格朗日乘子初始值,采用后向动态规划法,求解子问题模型,判断最优决策变量值是否满足代理最优条件,然后设置拉格朗日乘子更新的梯度方向,并判断相邻两次迭代的梯度方向所成的角度是否为锐角,再计算更新步长,更新拉格朗日乘子并在其满足停止准则时构造可行的炼钢‑连铸生产调度优化

炼钢-连铸生产优化重调度方法.pdf
万方数据炼钢一连铸生产优化重调度方法①庞新富崾て张志宇1柴天佑ū贝笱ё远芯恐行模赡蜓0言体化作业计划.整个生产过程对钢水加工及运输时间、温度和质量成份有极高的要求需要在保证doi103969jissn10005781201001017.东北大学流程工业综合自动化教育部重点实验室辽宁沈阳;(1Keycasting(scc)p
一种基于炼钢连铸生产优化调度装置.pdf
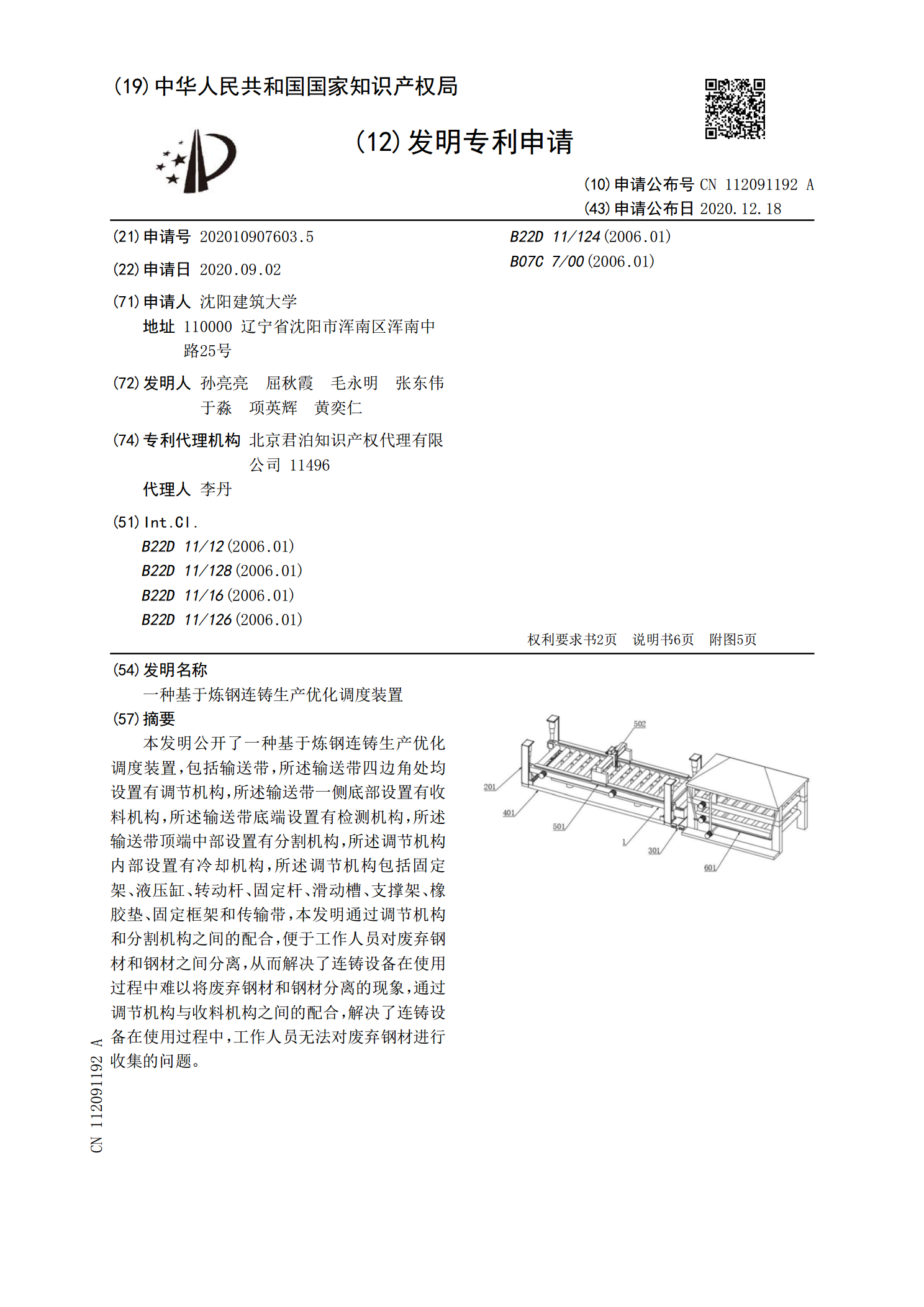
本发明公开了一种基于炼钢连铸生产优化调度装置,包括输送带,所述输送带四边角处均设置有调节机构,所述输送带一侧底部设置有收料机构,所述输送带底端设置有检测机构,所述输送带顶端中部设置有分割机构,所述调节机构内部设置有冷却机构,所述调节机构包括固定架、液压缸、转动杆、固定杆、滑动槽、支撑架、橡胶垫、固定框架和传输带,本发明通过调节机构和分割机构之间的配合,便于工作人员对废弃钢材和钢材之间分离,从而解决了连铸设备在使用过程中难以将废弃钢材和钢材分离的现象,通过调节机构与收料机构之间的配合,解决了连铸设备在使用过

炼钢-连铸混合优化调度方法及应用.docx
炼钢-连铸混合优化调度方法及应用随着现代工业的广泛应用和科技的不断发展,炼钢行业在我国的经济建设中占据着非常重要的地位。炼钢工业的生产过程中,炼钢和连铸是两个不可或缺的环节,它们直接关系到钢铁质量和产量的高低。目前,炼钢-连铸混合优化调度方法已经成为研究和应用的热点,本文将从以下几个方面进行介绍。一、炼钢-连铸混合优化调度方法的概述炼钢-连铸混合优化调度方法是将炼钢和连铸两个环节通过计算机等现代信息技术手段相互联系起来,从而实现对生产过程的全面优化和控制。其主要的目标是提高钢铁生产的效率、质量和稳定性,降

分时电价下炼钢连铸生产调度优化方法的开题报告.docx
分时电价下炼钢连铸生产调度优化方法的开题报告题目:分时电价下炼钢连铸生产调度优化方法的研究一、研究背景及意义当今,能源问题已成为全球面临的共同挑战。能源短缺和价格的不断波动对行业的发展造成了严重影响。为了促进绿色、低碳和可持续的发展,国家提倡分时电价制度。该制度将不同时段的电力价格设置不同,以实现电力需求的合理分配与利用。对于钢铁行业来说,分时电价制度无疑将会对其生产调度与能源消耗带来深刻的影响。因此,对于炼钢连铸生产调度优化方法的研究具有重要意义。二、研究内容与目标本研究的主要研究对象是在分时电价下的炼