
一种家电壳体组件喷涂工艺.pdf

静芙****可爱


1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种家电壳体组件喷涂工艺.pdf
一种家电壳体组件喷涂工艺。提供了一种节约成本,避免操作人员与涂料直接接触的家电壳体组件喷涂工艺。包括前处理、预烘干、红外测距成型、自动化喷涂、一次固化、二次固化、强冷。采用红外成型检测仪检测壳体的形状,并将形状信号传递给喷涂设备,喷涂设备的喷嘴根据形状信号喷射出该形状的涂料至壳体上,避免涂料的浪费;将喷涂好的壳体放入高频加热炉中进行一次固化,加强固化的效果;最后将喷涂好的壳体在5min内将至常温,进一步加强涂料的固化效果。本发明不仅节省了涂料,节约生产成本,并且采用全自动喷涂设备避免操作人员与涂料的接触,
一种喷涂均匀的流体喷涂组件.pdf
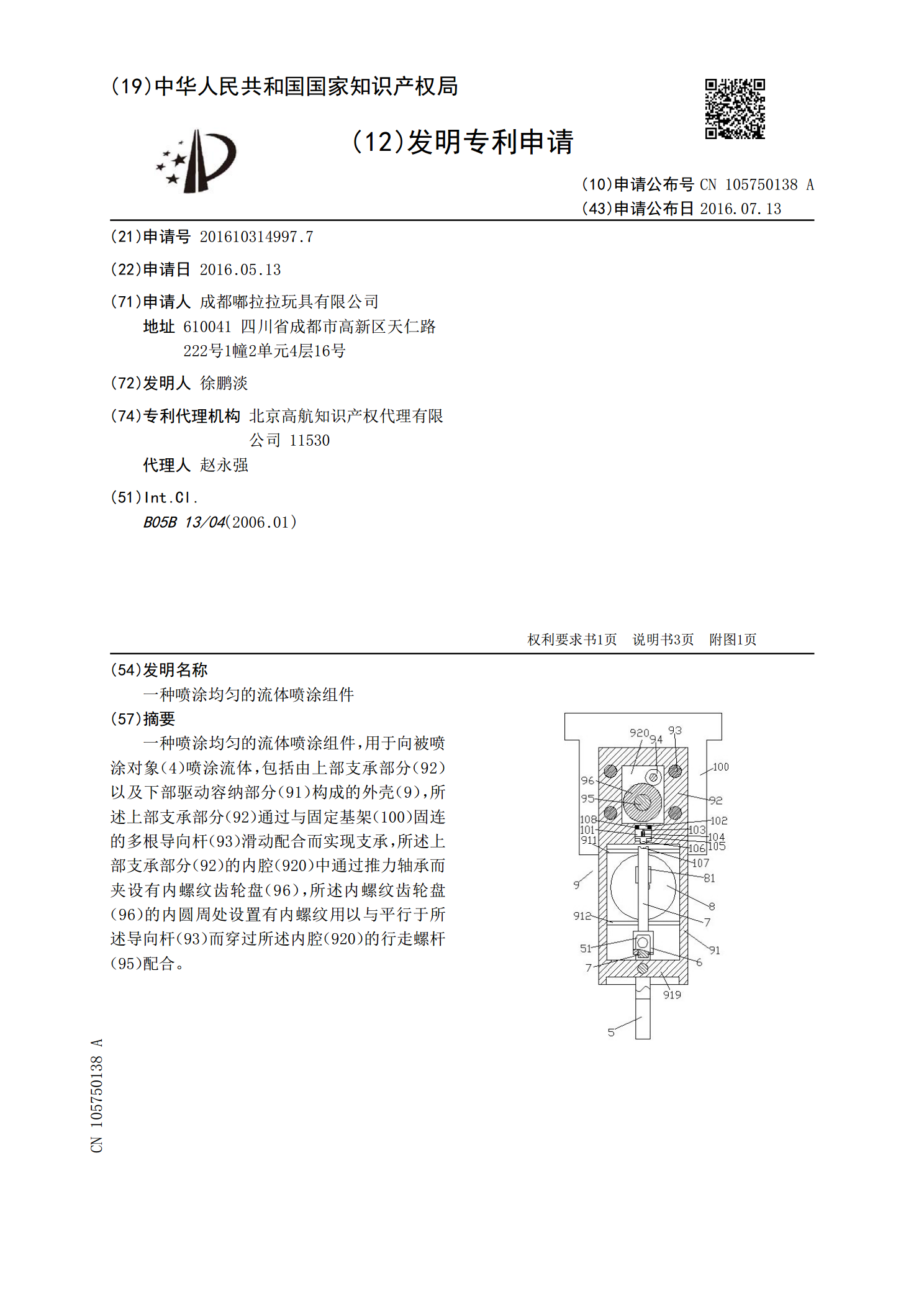
一种喷涂均匀的流体喷涂组件,用于向被喷涂对象(4)喷涂流体,包括由上部支承部分(92)以及下部驱动容纳部分(91)构成的外壳(9),所述上部支承部分(92)通过与固定基架(100)固连的多根导向杆(93)滑动配合而实现支承,所述上部支承部分(92)的内腔(920)中通过推力轴承而夹设有内螺纹齿轮盘(96),所述内螺纹齿轮盘(96)的内圆周处设置有内螺纹用以与平行于所述导向杆(93)而穿过所述内腔(920)的行走螺杆(95)配合。

喷嘴壳体组件的钎焊工艺研究.docx
喷嘴壳体组件的钎焊工艺研究标题:喷嘴壳体组件的钎焊工艺研究摘要:喷嘴壳体组件是重要的工程构件,对于喷嘴的性能和可靠性具有决定性的影响。钎焊工艺作为一种常用的连接技术,在喷嘴壳体组件的制造过程中起着重要的作用。本文在对钎焊工艺进行全面研究的基础上,探索了其对喷嘴壳体组件力学性能和可靠性的影响,并提出了优化工艺的建议。1.引言喷嘴壳体组件广泛应用于航空、航天、汽车等领域,其结构复杂、工作环境恶劣,对于连接工艺的要求非常高。钎焊是一种可靠的连接工艺,具有高强度、高密封性和高温耐受性等优点。因此,研究喷嘴壳体组件
一种壳体组件及手表.pdf
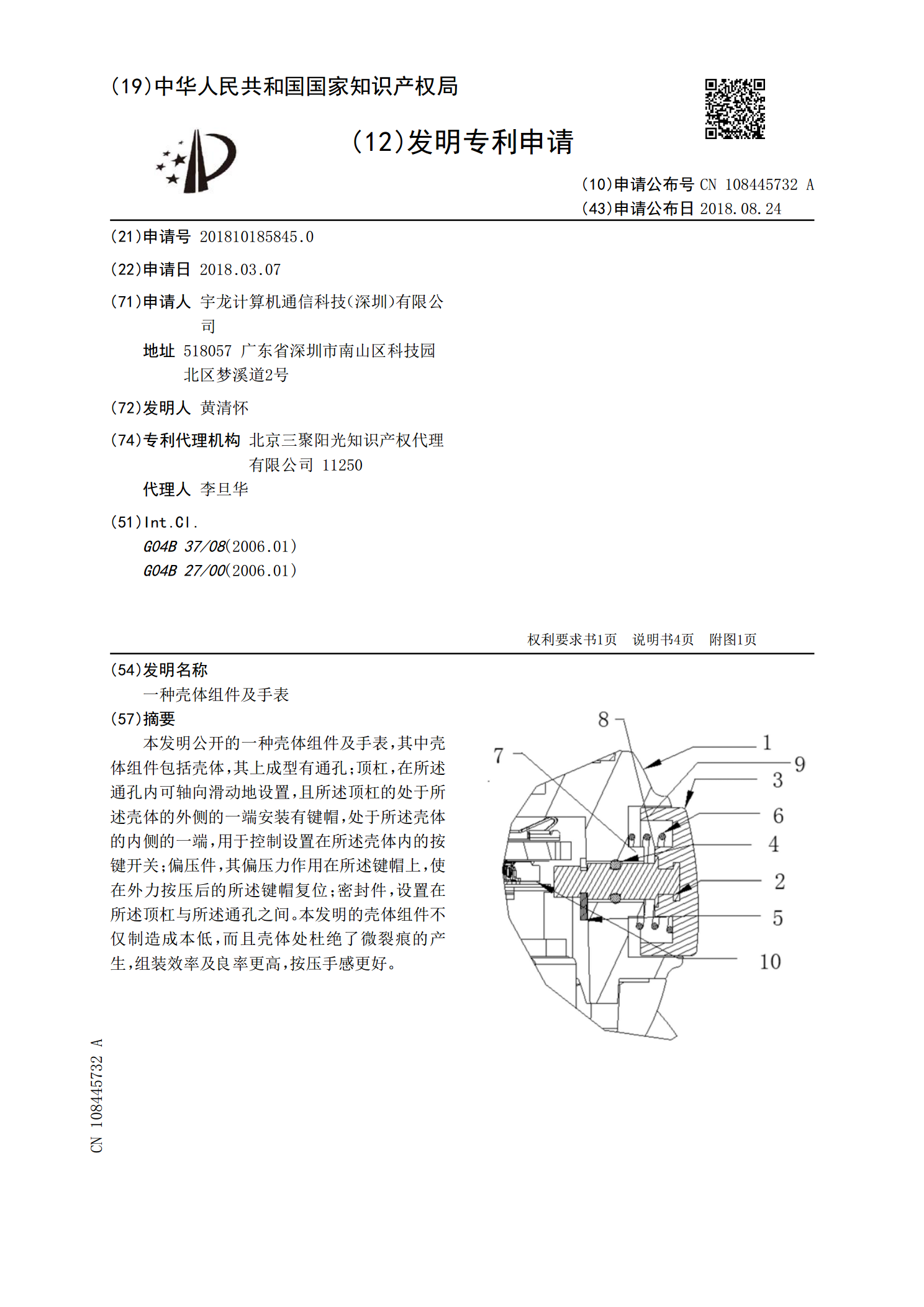
本发明公开的一种壳体组件及手表,其中壳体组件包括壳体,其上成型有通孔;顶杠,在所述通孔内可轴向滑动地设置,且所述顶杠的处于所述壳体的外侧的一端安装有键帽,处于所述壳体的内侧的一端,用于控制设置在所述壳体内的按键开关;偏压件,其偏压力作用在所述键帽上,使在外力按压后的所述键帽复位;密封件,设置在所述顶杠与所述通孔之间。本发明的壳体组件不仅制造成本低,而且壳体处杜绝了微裂痕的产生,组装效率及良率更高,按压手感更好。
一种电子设备及其壳体、壳体组件.pdf
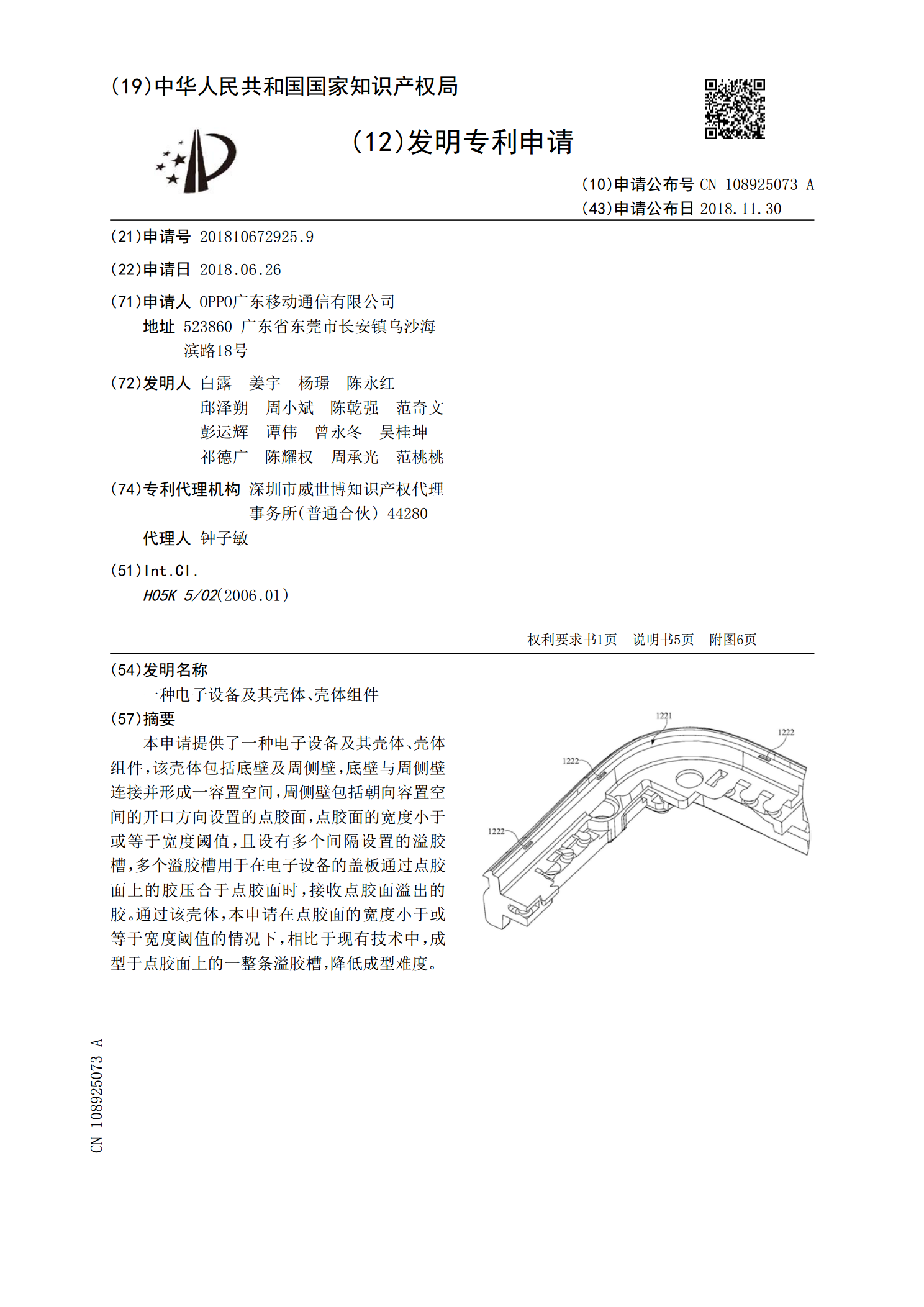
本申请提供了一种电子设备及其壳体、壳体组件,该壳体包括底壁及周侧壁,底壁与周侧壁连接并形成一容置空间,周侧壁包括朝向容置空间的开口方向设置的点胶面,点胶面的宽度小于或等于宽度阈值,且设有多个间隔设置的溢胶槽,多个溢胶槽用于在电子设备的盖板通过点胶面上的胶压合于点胶面时,接收点胶面溢出的胶。通过该壳体,本申请在点胶面的宽度小于或等于宽度阈值的情况下,相比于现有技术中,成型于点胶面上的一整条溢胶槽,降低成型难度。