
一种齿条的加工方法.pdf

一吃****天材

1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种齿条的加工方法.pdf
本发明公开了一种齿条的加工方法,包括如下步骤:(1)落料;(2)卷圆:将45#圆钢料送入毛坯成型机的圆模内卷圆,切断,然后在圆钢圆圈的结合处焊接,并修整毛刺;(3)锻压:将卷圆成型的毛坯加热至900℃~1200℃,然后进行锻压成型;(4)粗、精加工;(5)滚齿:用滚齿机加工,使加工后的齿形尺寸符合设计要求;(6)高频淬火:使用固态高频感应淬火炉进行900℃~1000℃的高温淬火;(7)整形;(8)回火:将整形后的齿圈进行600℃下的回火处理,保温2h,自然冷却;(9)后处理。相比传统的冷拔方式备料,采用4
一种齿条的加工方法.pdf
本发明公开了一种齿条的加工方法,包括如下步骤:(1)落料;(2)卷圆:将45#圆钢料送入毛坯成型机的圆模内卷圆,切断,然后在圆钢圆圈的结合处焊接,并修整毛刺;(3)锻压:将卷圆成型的毛坯加热至900℃~1200℃,然后进行锻压成型;(4)粗、精加工;(5)滚齿:用滚齿机加工,使加工后的齿形尺寸符合设计要求;(6)高频淬火:使用固态高频感应淬火炉进行900℃~1000℃的高温淬火;(7)整形;(8)回火:将整形后的齿圈进行600℃下的回火处理,保温2h,自然冷却;(9)后处理。相比传统的冷拔方式备料,采用4

一种圆弧型齿条加工方法.pdf
一种圆弧型齿条加工方法,属于齿条加工技术领域,目的是提供一种圆弧型齿条加工方法,通过选料、切割、打磨、挤压、整形、加工、焊接工序,将43个齿形(1)一字排列点焊在方管(3)的顶部和底部,在方管(3)的两侧设有接头(2),其接头(2)开口面朝上插入方管(3)内由螺钉连接组成最终成品齿条;该方法所得到的圆弧型齿条能满足于升降机的特殊齿轮啮合的要求,齿条在使用中噪声小且不会产生阻滞现象,工艺排列适合于现有设备生产,材料受力均匀,大批量加工制造,提高了生产效率,降低了制造成本。
用于加工齿条的方法和根据所述方法加工的齿条.pdf
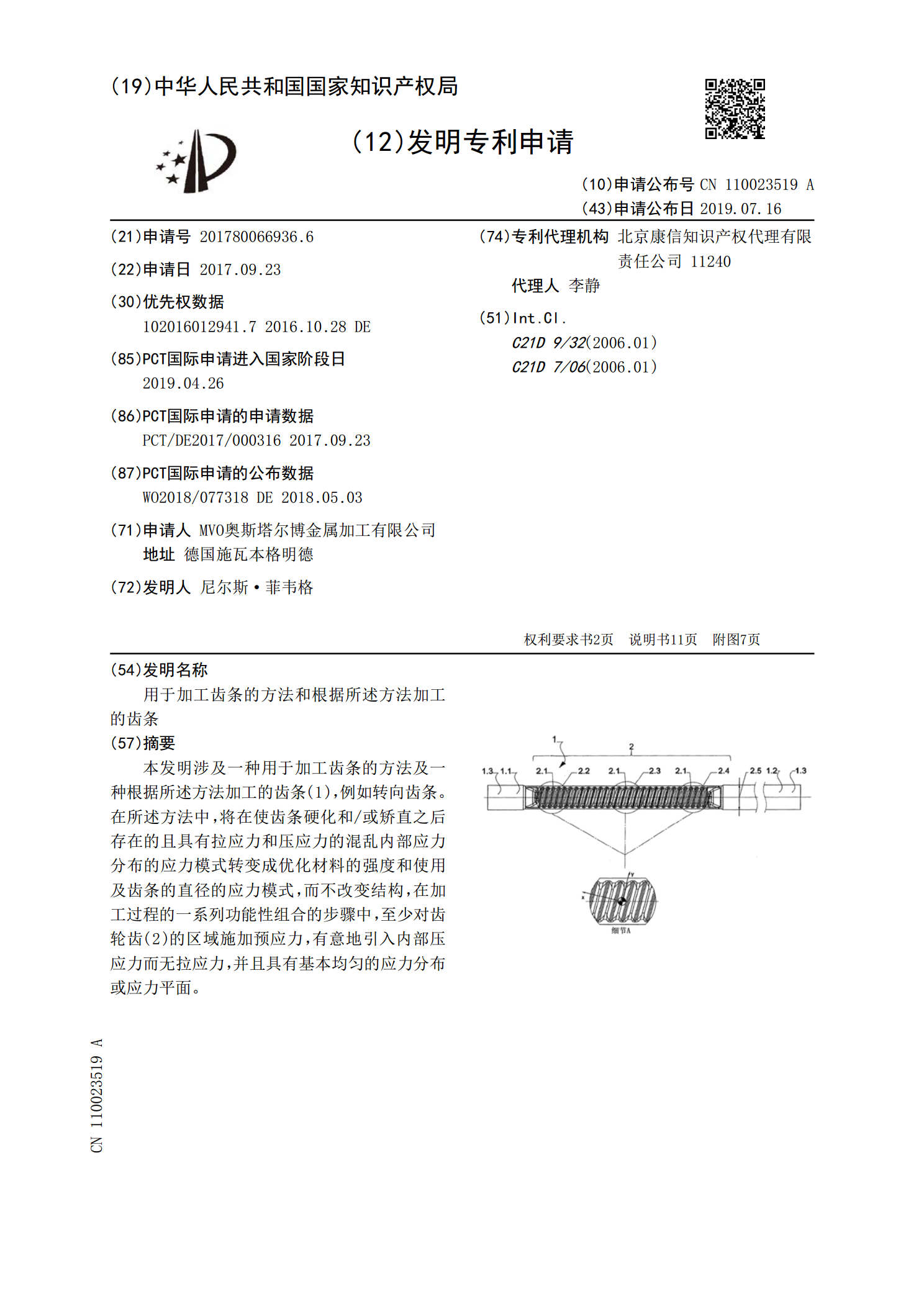
本发明涉及一种用于加工齿条的方法及一种根据所述方法加工的齿条(1),例如转向齿条。在所述方法中,将在使齿条硬化和/或矫直之后存在的且具有拉应力和压应力的混乱内部应力分布的应力模式转变成优化材料的强度和使用及齿条的直径的应力模式,而不改变结构,在加工过程的一系列功能性组合的步骤中,至少对齿轮齿(2)的区域施加预应力,有意地引入内部压应力而无拉应力,并且具有基本均匀的应力分布或应力平面。

齿条组件的加工方法.pdf
本发明涉及一种齿条组件加工方法,齿条组件包括齿条、回拉弹簧、驻车凸轮、驻车凸轮限位套,加工齿条包括以下步骤:选取相适合的轴类毛坯件下料;粗车轴毛坯件外圆及两端端面;粗车小直径端外圆、精车小直径端外圆,调头安装精车大直径端外圆;对轴粗车件进行热处理;粗磨外圆,精车端面;研磨中心孔;在大端磨出切齿扁位,在扁位上线切割出四个齿形;精磨外圆;磨齿,用砂轮初磨齿形,再精磨齿形,得到成品的齿条;装配齿条组件:将回拉弹簧、驻车凸轮及驻车凸轮限位套依次装配成品齿条的待装配端上。本发明的目的是使得采用该方法加工的齿条符合精