
数控车床与夹具连接结构的改进.pdf

文库****品店

1/3
2/3
3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

数控车床与夹具连接结构的改进.docx
数控车床与夹具连接结构的改进数控车床与夹具连接结构的改进数控车床与夹具连接结构的改进摘要:在机械加工企业中,数控车床占有一定的比例。在数控车床上加工零件,需要夹具来保证加工零件的精度。因此,夹具和数控车床的连接需要保证强度和精度。对于企业中夹具和数控车床连接的老结构存在的问题,进行分析和改进。关键词:数控车床;夹具;法兰盘;连接结构;定位;精度1公司机械加工现状公司前身是国家建国初期建设的老工业。刚入职的时候还看到现场布局多台普通车床,随着工艺改进,基本都被数控车床所替代。因此降低了劳动者的劳动强度和保证
数控车床与夹具连接结构的改进.pdf
数控车床与夹具连接结构的改进数控车床与夹具连接结构的改进摘要:在机械加工企业中,数控车床占有一定的比例。在数控车床上加工零件,需要夹具来保证加工零件的精度。因此,夹具和数控车床的连接需要保证强度和精度。对于企业中夹具和数控车床连接的老结构存在的问题,进行分析和改进。关键词:数控车床;夹具;法兰盘;连接结构;定位;精度1公司机械加工现状公司前身是国家建国初期建设的老工业。刚入职的时候还看到现场布局多台普通车床,随着工艺改进,基本都被数控车床所替代。因此降低了劳动者的劳动强度和保证了零件加工的质量。对车间的加

数控车床与夹具连接结构的改进.docx
数控车床与夹具连接结构的改进数控车床与夹具连接结构的改进摘要:在机械加工企业中,数控车床占有一定的比例。在数控车床上加工零件,需要夹具来保证加工零件的精度。因此,夹具和数控车床的连接需要保证强度和精度。对于企业中夹具和数控车床连接的老结构存在的问题,进行分析和改进。关键词:数控车床;夹具;法兰盘;连接结构;定位;精度1公司机械加工现状公司前身是国家建国初期建设的老工业。刚入职的时候还看到现场布局多台普通车床,随着工艺改进,基本都被数控车床所替代。因此降低了劳动者的劳动强度和保证了零件加工的质量。对车间的加

数控车床与夹具连接结构的改进.docx
数控车床与夹具连接结构的改进数控车床与夹具连接结构的改进数控车床与夹具连接结构的改进摘要:在机械加工企业中,数控车床占有一定的比例。在数控车床上加工零件,需要夹具来保证加工零件的精度。因此,夹具和数控车床的连接需要保证强度和精度。对于企业中夹具和数控车床连接的老结构存在的问题,进行分析和改进。关键词:数控车床;夹具;法兰盘;连接结构;定位;精度1公司机械加工现状公司前身是国家建国初期建设的老工业。刚入职的时候还看到现场布局多台普通车床,随着工艺改进,基本都被数控车床所替代。因此降低了劳动者的劳动强度和保证
超声波连接夹具、连接结构和连接方法.pdf
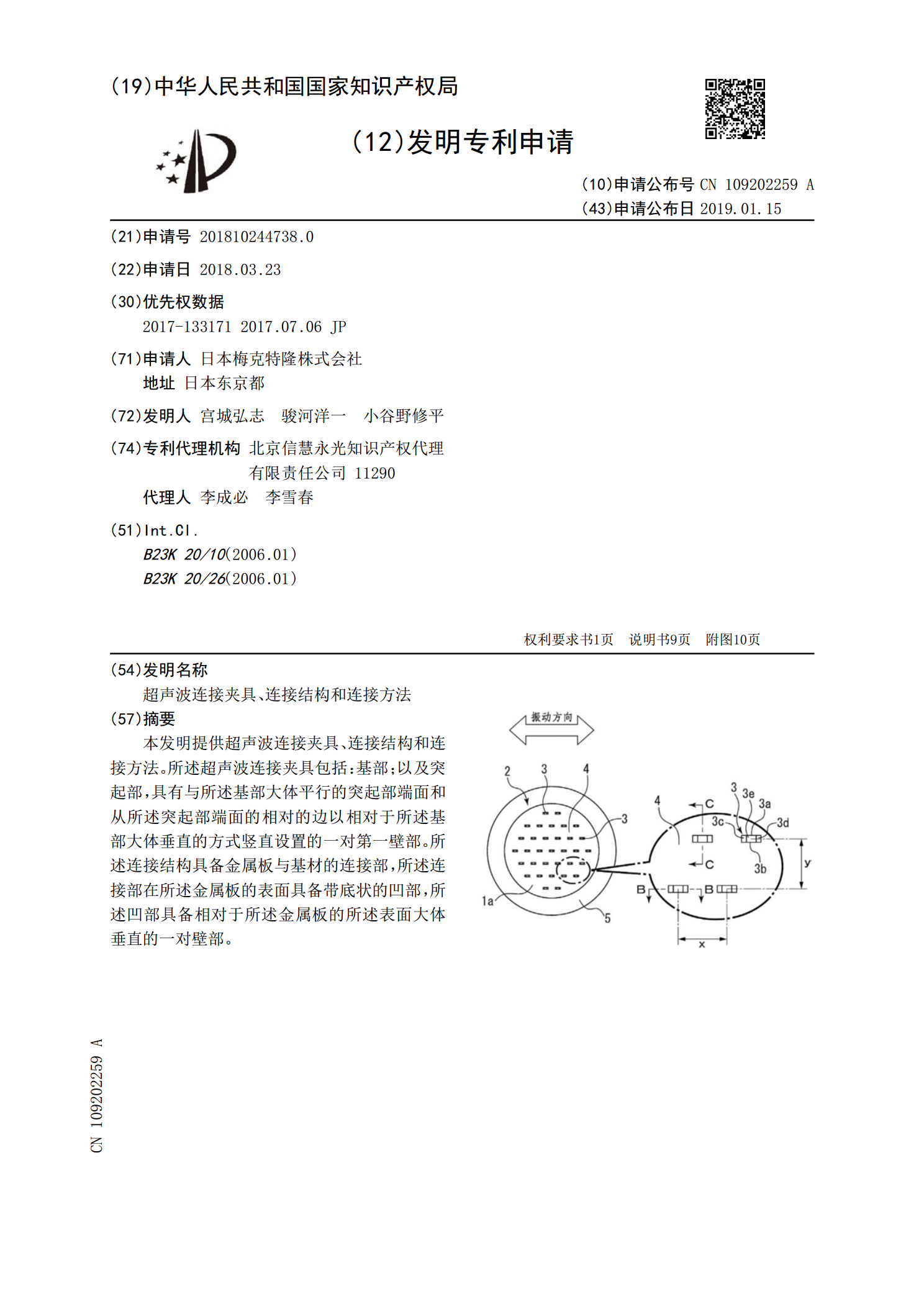
本发明提供超声波连接夹具、连接结构和连接方法。所述超声波连接夹具包括:基部;以及突起部,具有与所述基部大体平行的突起部端面和从所述突起部端面的相对的边以相对于所述基部大体垂直的方式竖直设置的一对第一壁部。所述连接结构具备金属板与基材的连接部,所述连接部在所述金属板的表面具备带底状的凹部,所述凹部具备相对于所述金属板的所述表面大体垂直的一对壁部。