
气化炉烧嘴保护组件及其焊接工艺.pdf

一吃****永贺


1/8
2/8
3/8

4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
气化炉烧嘴保护组件及其焊接工艺.pdf
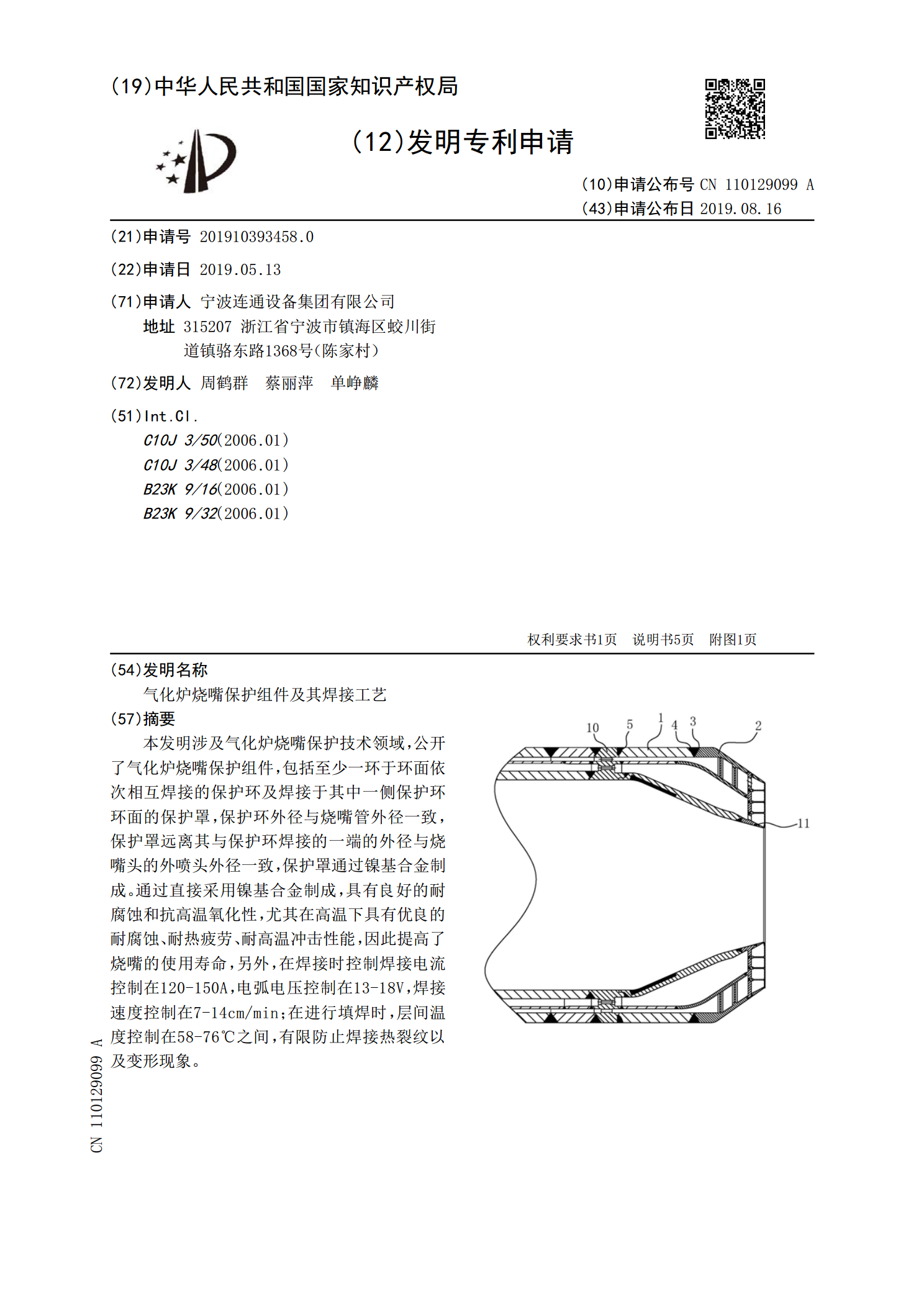
本发明涉及气化炉烧嘴保护技术领域,公开了气化炉烧嘴保护组件,包括至少一环于环面依次相互焊接的保护环及焊接于其中一侧保护环环面的保护罩,保护环外径与烧嘴管外径一致,保护罩远离其与保护环焊接的一端的外径与烧嘴头的外喷头外径一致,保护罩通过镍基合金制成。通过直接采用镍基合金制成,具有良好的耐腐蚀和抗高温氧化性,尤其在高温下具有优良的耐腐蚀、耐热疲劳、耐高温冲击性能,因此提高了烧嘴的使用寿命,另外,在焊接时控制焊接电流控制在120‑150A,电弧电压控制在13‑18V,焊接速度控制在7‑14cm/min;在进行填

气化炉工艺烧嘴的延寿创新研究.docx
气化炉工艺烧嘴的延寿创新研究气化炉工艺烧嘴的延寿创新研究摘要:气化炉工艺烧嘴在化工工业中起着重要的作用,但由于工艺条件的复杂性,烧嘴容易受到高温、高压和腐蚀的影响而导致短寿命。本论文旨在研究气化炉工艺烧嘴的延寿创新方法。通过对常见的烧嘴材料、涂层技术和优化设计等方面的综述分析,提出了一种综合应用多种创新方法的方案,以延长烧嘴的使用寿命,降低生产成本,提高工艺效率。关键词:气化炉、工艺烧嘴、延寿创新、烧嘴材料、涂层技术、优化设计1.引言气化炉工艺烧嘴作为化工设备中的重要组成部分,广泛应用于石油、天然气和化工

GE水煤浆气化炉工艺烧嘴改造.docx
GE水煤浆气化炉工艺烧嘴改造随着社会经济的快速发展,人们对能源质量与效率的要求越来越高;同时,环保意识也随之增强。因此,涉及到工艺烧嘴的高效、低污染气化炉成为了许多研究人员和企业的关注焦点。其中,GE水煤浆气化炉的工艺烧嘴改造是相关领域的一个重要方向,本文就对这方面的研究进行探讨。一、GE水煤浆气化炉的工艺烧嘴概述GE水煤浆气化炉是一种常用的气化设备,它能将水煤浆等多种原料高效转化为高品质的合成气,具有热效率高、污染小、灵活性强等优点。其中,工艺烧嘴是水煤浆气化炉的重要部件之一,它承担着向气化炉中喷射煤浆
基于IGCC气化炉烧嘴保护罩.pdf
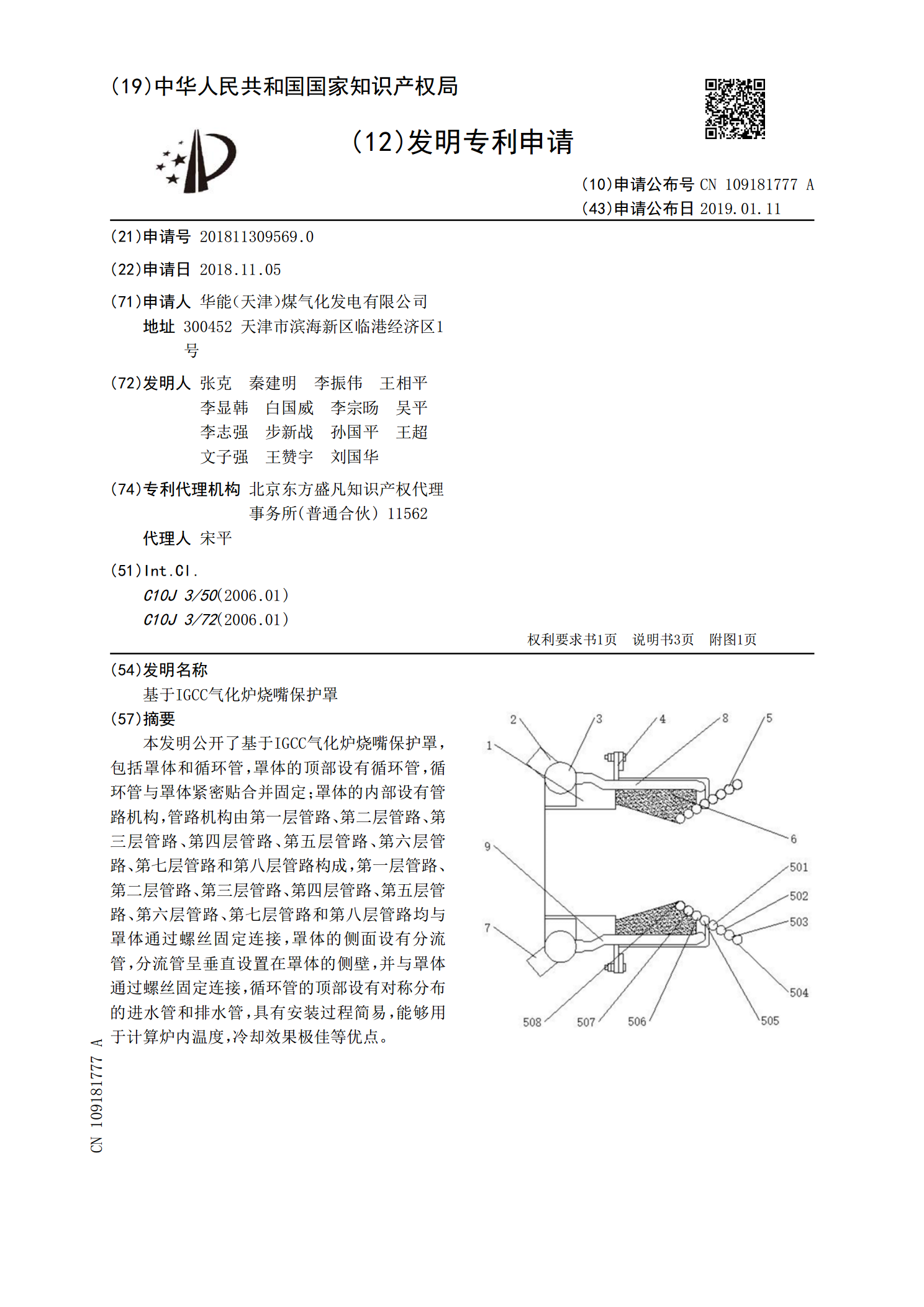
本发明公开了基于IGCC气化炉烧嘴保护罩,包括罩体和循环管,罩体的顶部设有循环管,循环管与罩体紧密贴合并固定;罩体的内部设有管路机构,管路机构由第一层管路、第二层管路、第三层管路、第四层管路、第五层管路、第六层管路、第七层管路和第八层管路构成,第一层管路、第二层管路、第三层管路、第四层管路、第五层管路、第六层管路、第七层管路和第八层管路均与罩体通过螺丝固定连接,罩体的侧面设有分流管,分流管呈垂直设置在罩体的侧壁,并与罩体通过螺丝固定连接,循环管的顶部设有对称分布的进水管和排水管,具有安装过程简易,能够用于

煤气化烧嘴及其气化炉.pdf
本发明公开了煤气化烧嘴及其气化炉,其中,煤气化烧嘴包括:内层氧管道、第一管道、第二管道、第三管道和冷却管道。第一管道套设于内层氧管道且与内层氧管道的外壁形成内层水煤浆通道。第二管道套设于第一管道且与第一管道的外壁形成外层氧气通道。第三管道套设于第二管道且与第二管道的外壁形成外层水煤浆通道。冷却管道设于第三管道外壁。外层水煤浆维持外层氧气的剪切方向角,增强对内层水煤浆的雾化能力。避免氧气与还原性气体进一步燃烧释放大量热导致烧嘴龟裂;降低了还原气气体对烧嘴端部的腐蚀,提高烧嘴使用寿命。一部分水煤浆分配到外层水