
一种超超临界锅炉受热面管屏成排弯管工艺.pdf

书生****写意

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超超临界锅炉受热面管屏成排弯管工艺.pdf
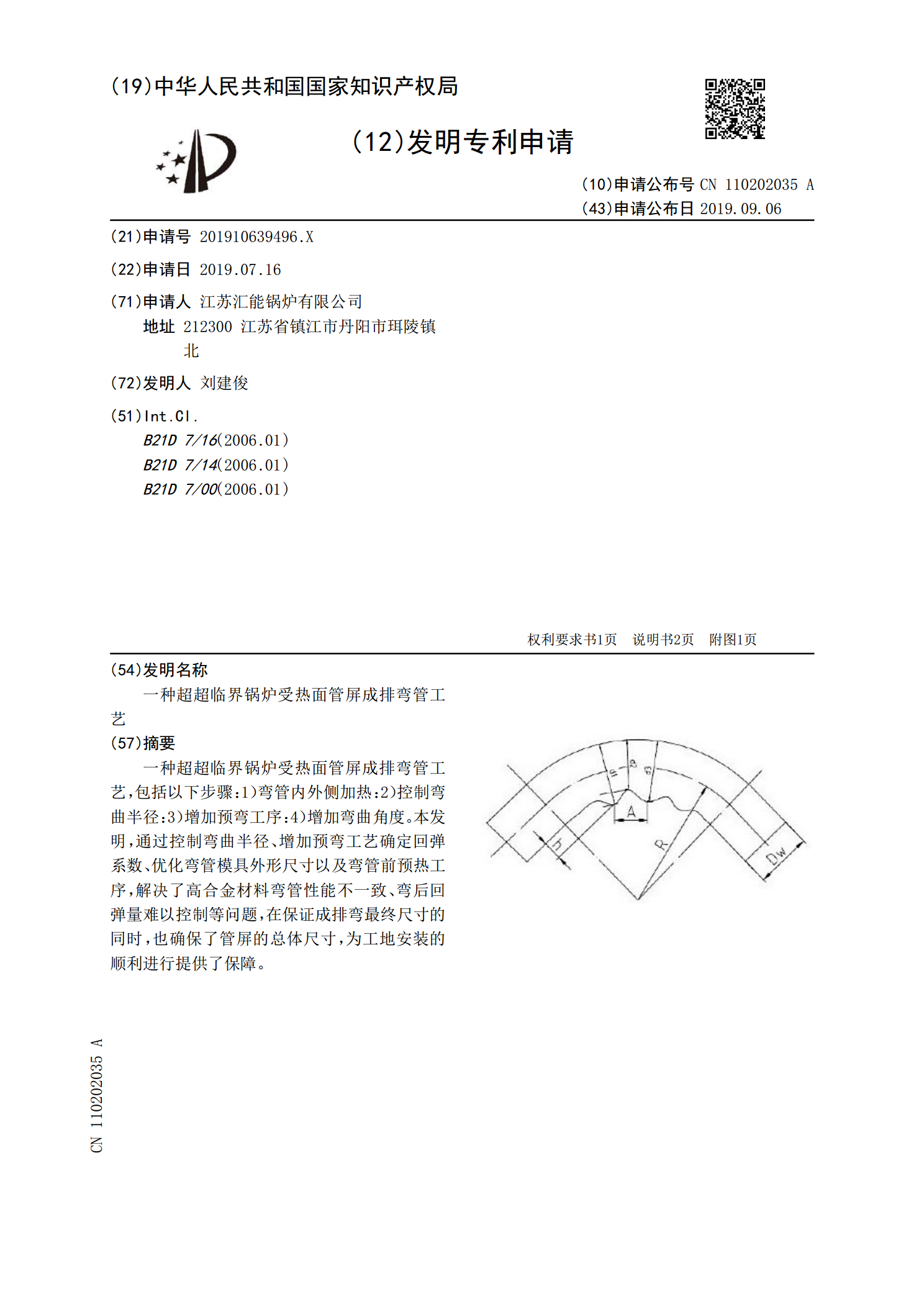
一种超超临界锅炉受热面管屏成排弯管工艺,包括以下步骤:1)弯管内外侧加热:2)控制弯曲半径:3)增加预弯工序:4)增加弯曲角度。本发明,通过控制弯曲半径、增加预弯工艺确定回弹系数、优化弯管模具外形尺寸以及弯管前预热工序,解决了高合金材料弯管性能不一致、弯后回弹量难以控制等问题,在保证成排弯最终尺寸的同时,也确保了管屏的总体尺寸,为工地安装的顺利进行提供了保障。
一种热电锅炉受热面管屏成排弯管机.pdf
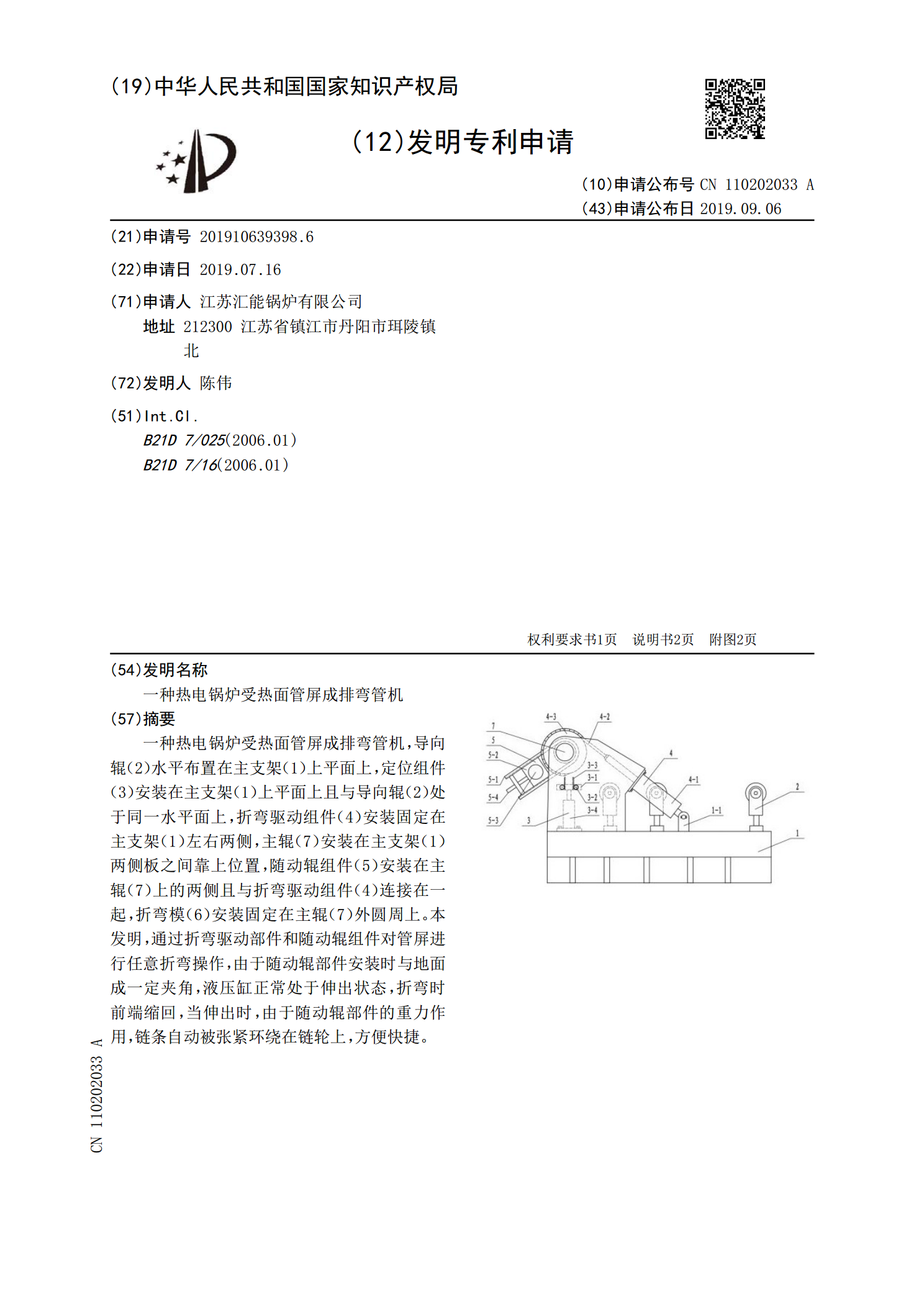
一种热电锅炉受热面管屏成排弯管机,导向辊(2)水平布置在主支架(1)上平面上,定位组件(3)安装在主支架(1)上平面上且与导向辊(2)处于同一水平面上,折弯驱动组件(4)安装固定在主支架(1)左右两侧,主辊(7)安装在主支架(1)两侧板之间靠上位置,随动辊组件(5)安装在主辊(7)上的两侧且与折弯驱动组件(4)连接在一起,折弯模(6)安装固定在主辊(7)外圆周上。本发明,通过折弯驱动部件和随动辊组件对管屏进行任意折弯操作,由于随动辊部件安装时与地面成一定夹角,液压缸正常处于伸出状态,折弯时前端缩回,当伸出
一种调节锅炉受热面管屏平整度的滑动卡及锅炉受热面管屏.pdf
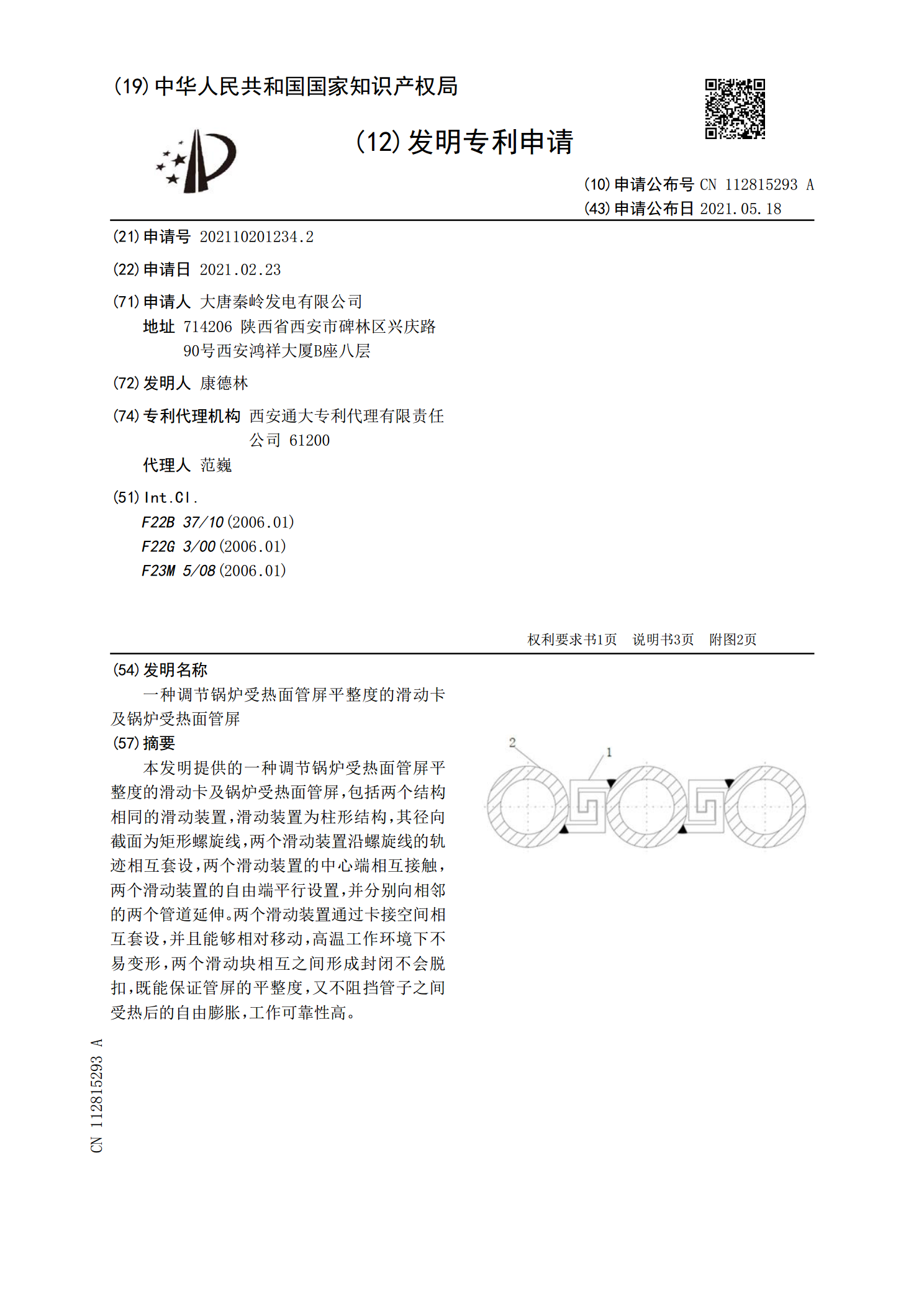
本发明提供的一种调节锅炉受热面管屏平整度的滑动卡及锅炉受热面管屏,包括两个结构相同的滑动装置,滑动装置为柱形结构,其径向截面为矩形螺旋线,两个滑动装置沿螺旋线的轨迹相互套设,两个滑动装置的中心端相互接触,两个滑动装置的自由端平行设置,并分别向相邻的两个管道延伸。两个滑动装置通过卡接空间相互套设,并且能够相对移动,高温工作环境下不易变形,两个滑动块相互之间形成封闭不会脱扣,既能保证管屏的平整度,又不阻挡管子之间受热后的自由膨胀,工作可靠性高。
一种锅炉受热面管屏悬吊管结构.pdf
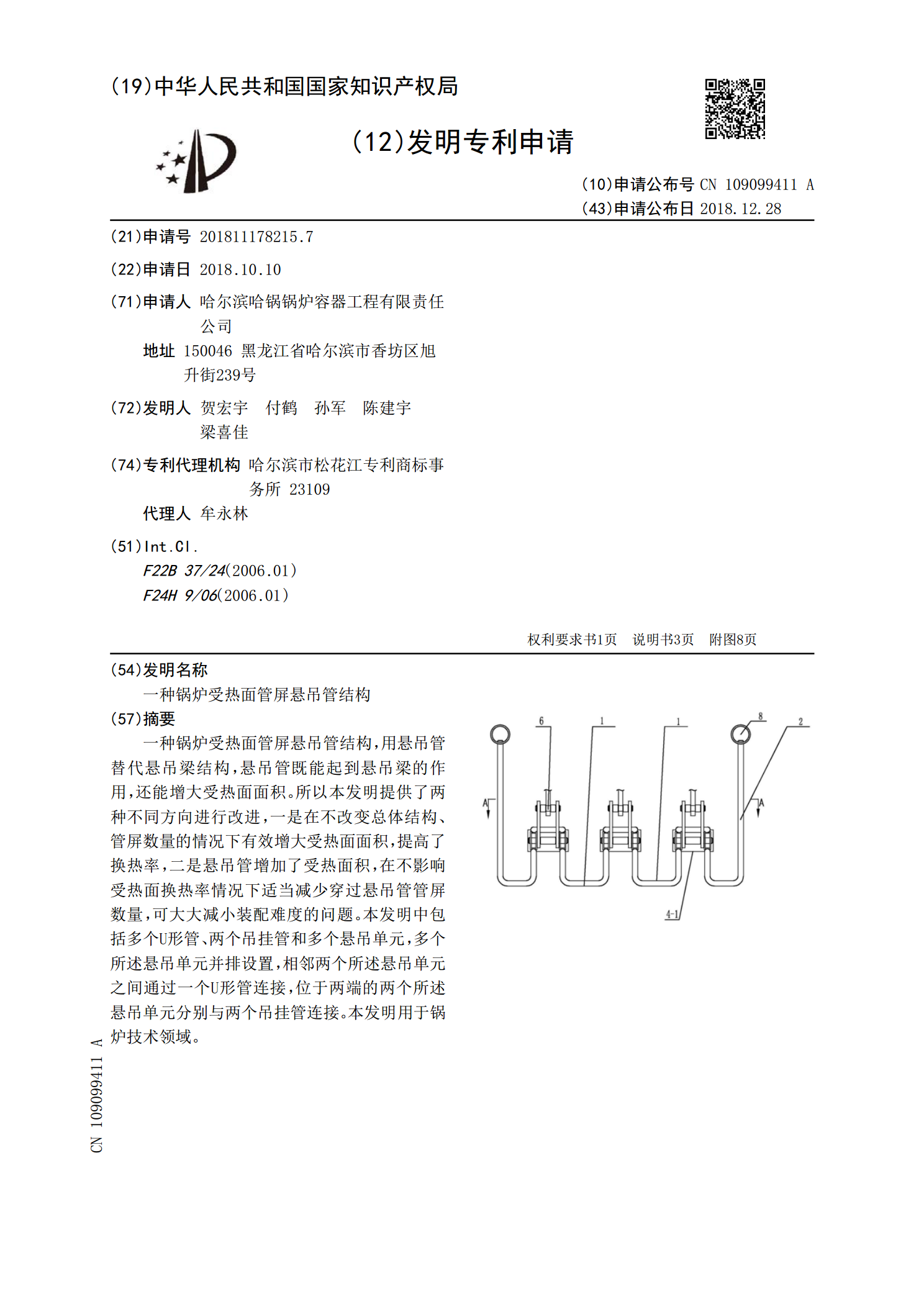
一种锅炉受热面管屏悬吊管结构,用悬吊管替代悬吊梁结构,悬吊管既能起到悬吊梁的作用,还能增大受热面面积。所以本发明提供了两种不同方向进行改进,一是在不改变总体结构、管屏数量的情况下有效增大受热面面积,提高了换热率,二是悬吊管增加了受热面积,在不影响受热面换热率情况下适当减少穿过悬吊管管屏数量,可大大减小装配难度的问题。本发明中包括多个U形管、两个吊挂管和多个悬吊单元,多个所述悬吊单元并排设置,相邻两个所述悬吊单元之间通过一个U形管连接,位于两端的两个所述悬吊单元分别与两个吊挂管连接。本发明用于锅炉技术领域。
一种用于高效超超临界锅炉受热面管屏差异化设计的方法.pdf
本发明一种用于高效超超临界锅炉受热面管屏差异化设计的方法,包括以下步骤:a、确认受热面的热负荷分布,b、流量分布:c、集箱的布置和选择;d、增加节流装置;e、二次调节受热面的热负荷分布;f、确定材料分段;本发明重新调节集箱的连接方式,进行高温受热面受热强度和流量分配的合理匹配,平衡各管屏之间的出口温度,最大程度减少受热面的偏差,更加容易达到额定参数,使高效机组真正做到高效节能。