
冷轧连续退火机组的辊系安装调整方法.pdf

纪阳****公主

1/6

2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

冷轧连续退火机组的辊系安装调整方法.pdf
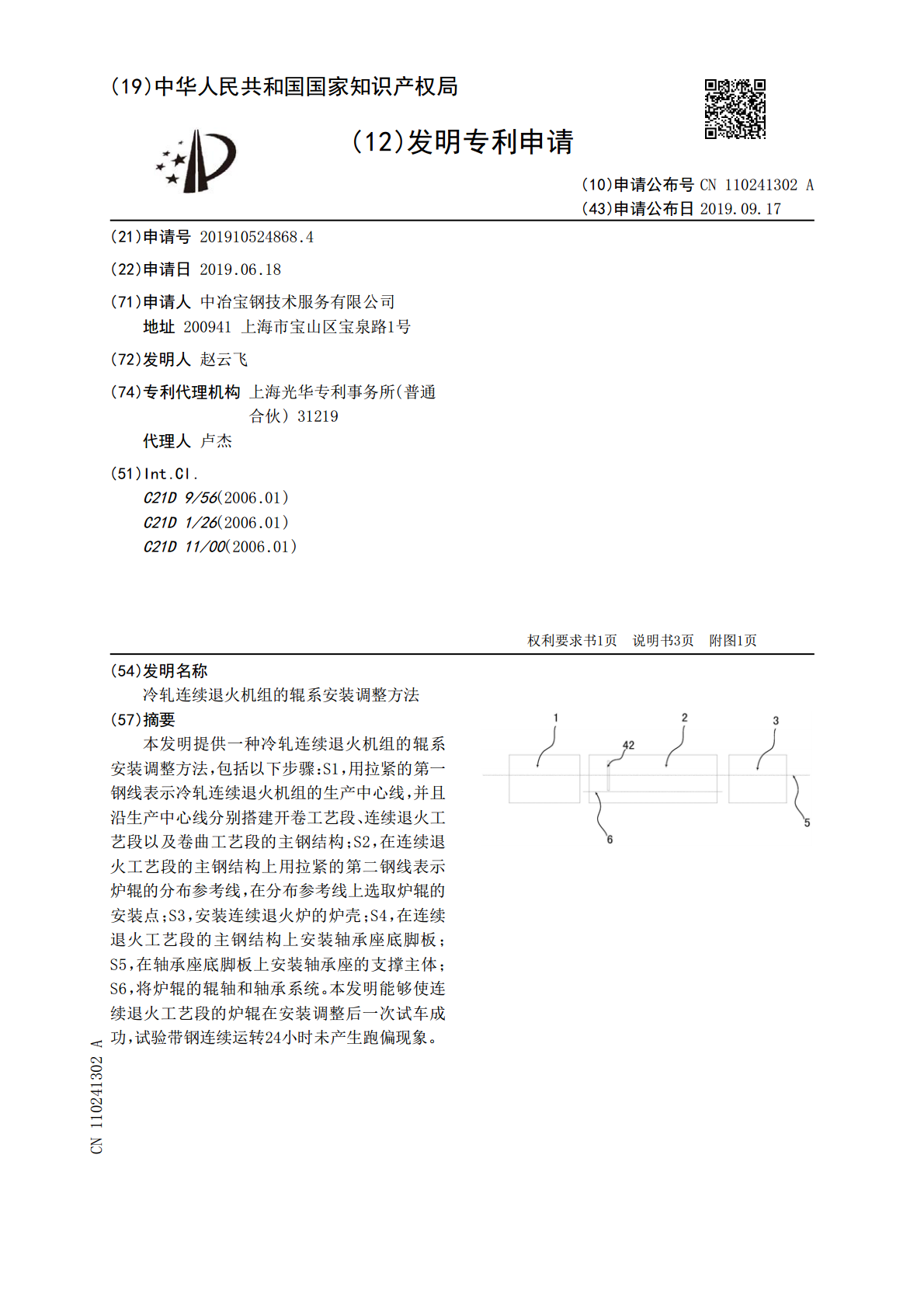
本发明提供一种冷轧连续退火机组的辊系安装调整方法,包括以下步骤:S1,用拉紧的第一钢线表示冷轧连续退火机组的生产中心线,并且沿生产中心线分别搭建开卷工艺段、连续退火工艺段以及卷曲工艺段的主钢结构;S2,在连续退火工艺段的主钢结构上用拉紧的第二钢线表示炉辊的分布参考线,在分布参考线上选取炉辊的安装点;S3,安装连续退火炉的炉壳;S4,在连续退火工艺段的主钢结构上安装轴承座底脚板;S5,在轴承座底脚板上安装轴承座的支撑主体;S6,将炉辊的辊轴和轴承系统。本发明能够使连续退火工艺段的炉辊在安装调整后一次试车成功
冷轧连续退火炉炉辊的更换方法.pdf
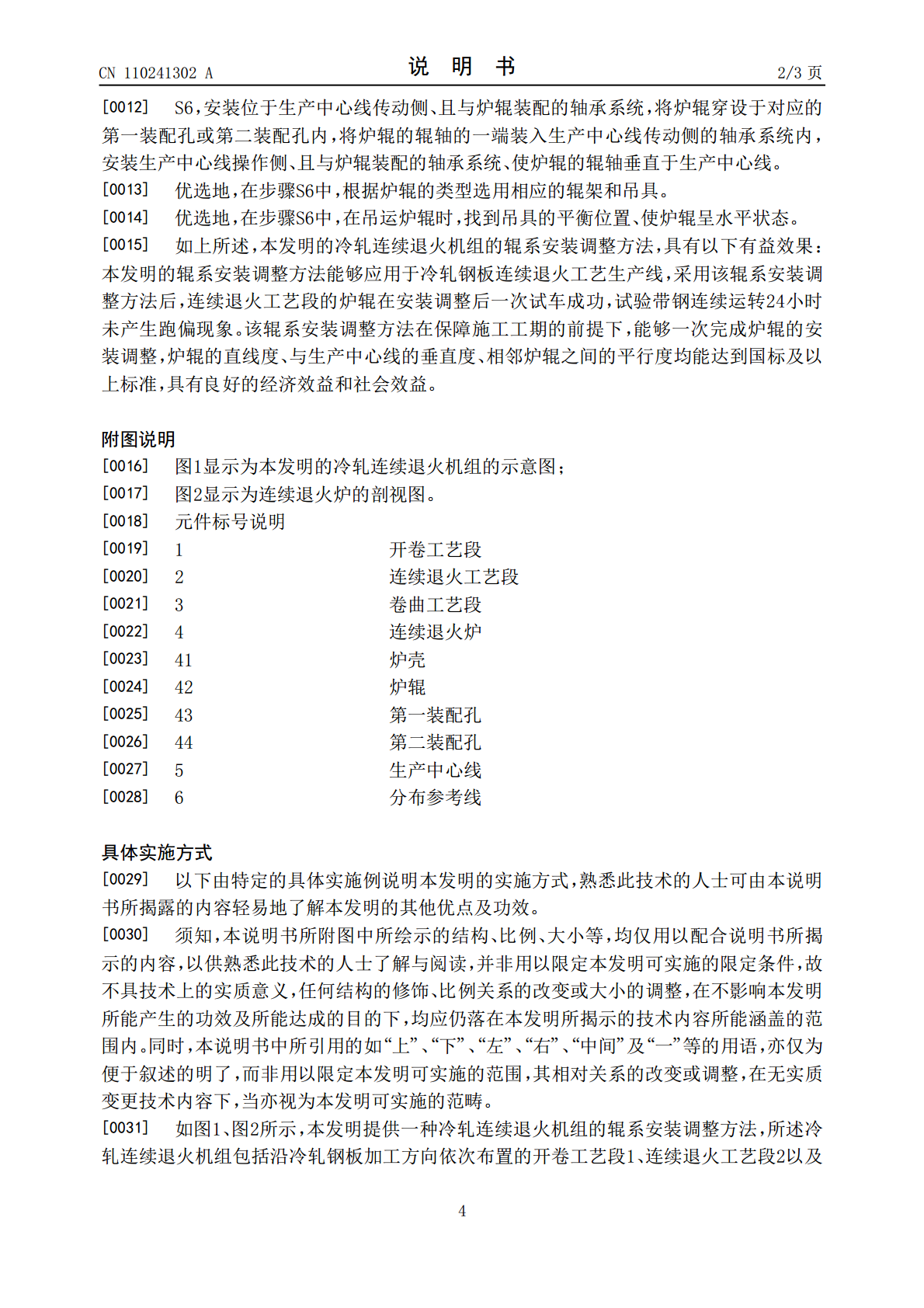
本发明涉及一种冷轧连续退火炉炉辊的更换方法,包括如下步骤:步骤一:拆除防护栏杆、万向联轴器、炉壁上的法兰盘螺栓、膨胀节内侧螺栓;步骤二:拆除轴用锁紧帽操作侧和驱动侧的轴承和轴承油封、轴套;步骤三:操作侧轴承座拆除;步骤四:旧炉辊拆除;步骤五:将炉辊安装至炉内;步骤六:回装轴承座和伸缩节、轴套、轴承座密封、轴承、锁帽;步骤七:炉辊安装精度调整。本发明提高了冷轧连退机组炉辊的更换与装配效率,减少了因装配方法的原因造成装配备件损坏和报废的概率,节省了备件成本,降低了劳动强度。
一种冷轧薄板连续立式退火炉炉辊安装方法.pdf
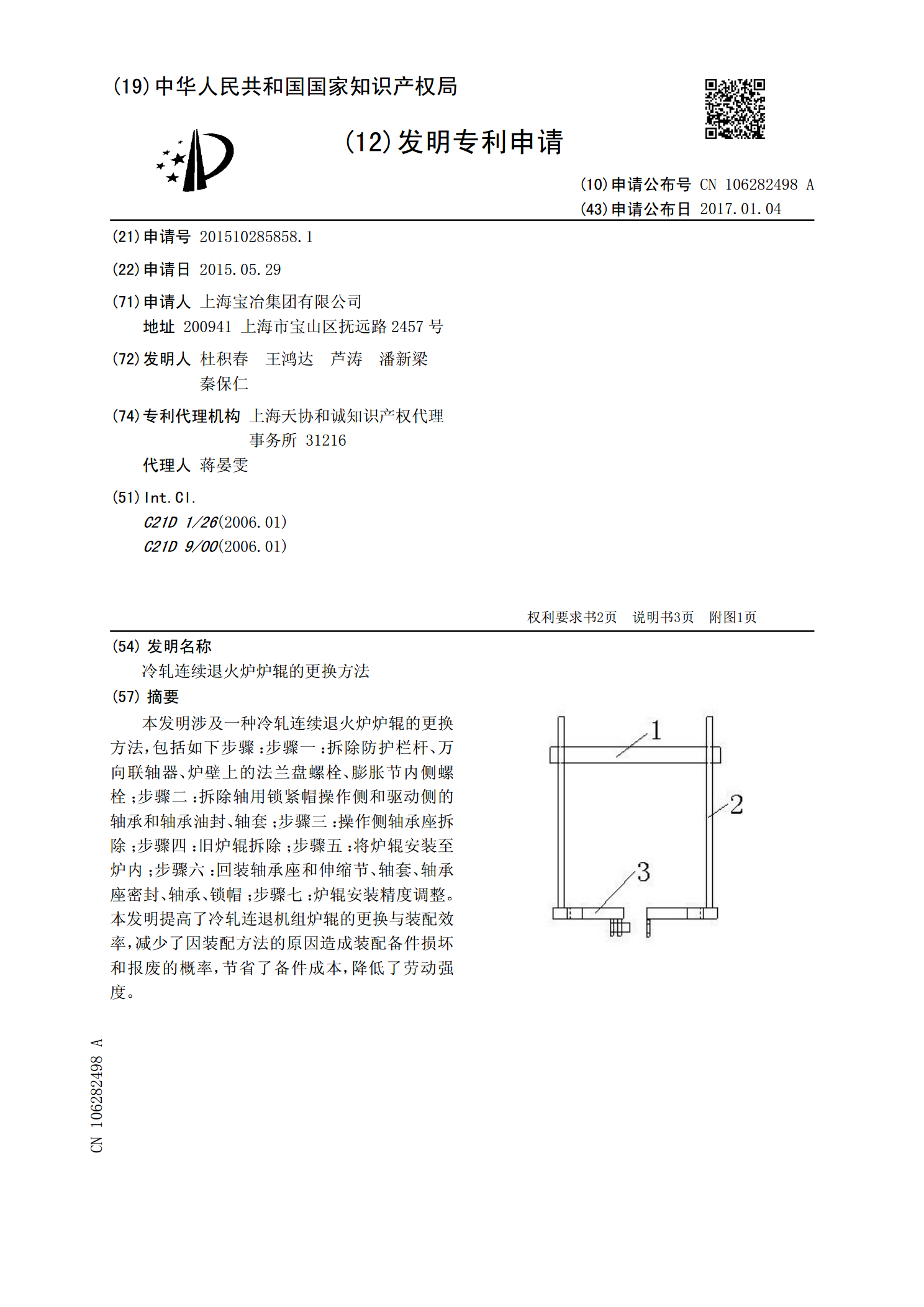
一种冷轧薄板连续立式退火炉炉辊安装方法,其特征在于包括以下步骤:a、安装退火炉炉壳,使退火炉炉壳上的炉辊辊轴孔的标高与图纸尺寸一致,从退火炉炉壳顶端的敞口部吊入退火炉炉辊,炉辊两端辊轴临时支撑在炉壳轴孔圈座上;b、根据连续立式退火炉的工况计算,炉壳在工作温度下,炉壳会长高13~15mm;c、吊装轴承座,同时将辊轴穿入轴承座孔内,在轴承座的底座钢梁上加垫板,使轴承座支承辊轴连同辊身整体标高比炉壳轴孔标高高15mm,完成冷轧薄板连续立式退火炉炉辊安装。本发明的冷轧薄板连续立式退火炉炉辊安装方法具有确保带钢连续

冷轧连续退火炉炉辊涂层失效分析.docx
冷轧连续退火炉炉辊涂层失效分析一、背景介绍热加工和冷加工是金属材料加工的两种主要方式。冷轧加工是指在室温下将金属坯料压制成薄板、带材或异型材料等金属制品的加工工艺。冷轧加工后,要进行连续退火,以消除残余应力、改善机械性能和加工性能。在连续退火过程中,烘炉炉辊是起到支撑和传导热量作用的重要部件。因此,炉辊表面的涂层质量对于整个连续退火工艺和产品质量都有着非常重要的影响。然而在实际生产过程中,炉辊表面的涂层会出现失效,这会导致烘炉热量传递不均匀,甚至产生划痕、凸坑、氧化等表面缺陷,从而影响产品的质量和表面光洁
连续退火机组碳套辊结瘤原因分析及查找方法.pptx
,aclicktounlimitedpossibilities目录PartOnePartTwo碳套辊材质问题碳套辊表面处理不当碳套辊使用环境恶劣碳套辊安装不当PartThree检查碳套辊材质检查碳套辊表面处理情况检查碳套辊使用环境检查碳套辊安装情况PartFour选用优质碳套辊材料优化碳套辊表面处理工艺改善碳套辊使用环境规范碳套辊安装操作THANKS