
一种铝棒热剪机的热剪方法.pdf

代瑶****zy

1/10

2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铝棒热剪机的热剪方法.pdf
本发明涉及一种铝棒热剪机的热剪方法,其特征在于所述方法包括以下步骤:步骤一、加热炉内的长铝棒向前输送至热剪机上;步骤二、热剪机后滚轮组件将长铝棒继续向前输送,热剪机定尺机构打开挡住长铝棒前端,对长铝棒位置进行限定,此时热剪机动刀座和定刀座配合对长铝棒进行热剪作业,剪下所需长度的短铝棒;步骤三、剩余的长铝棒退回加热炉内,剪下的短铝棒送入后道挤压机进行挤压成型;步骤四、重复步骤一到步骤三,完成长铝棒的多次热剪。本发明能够有效减少热剪过程中的铝棒损耗,大大提高材料利用率。
一种铝棒热剪机.pdf
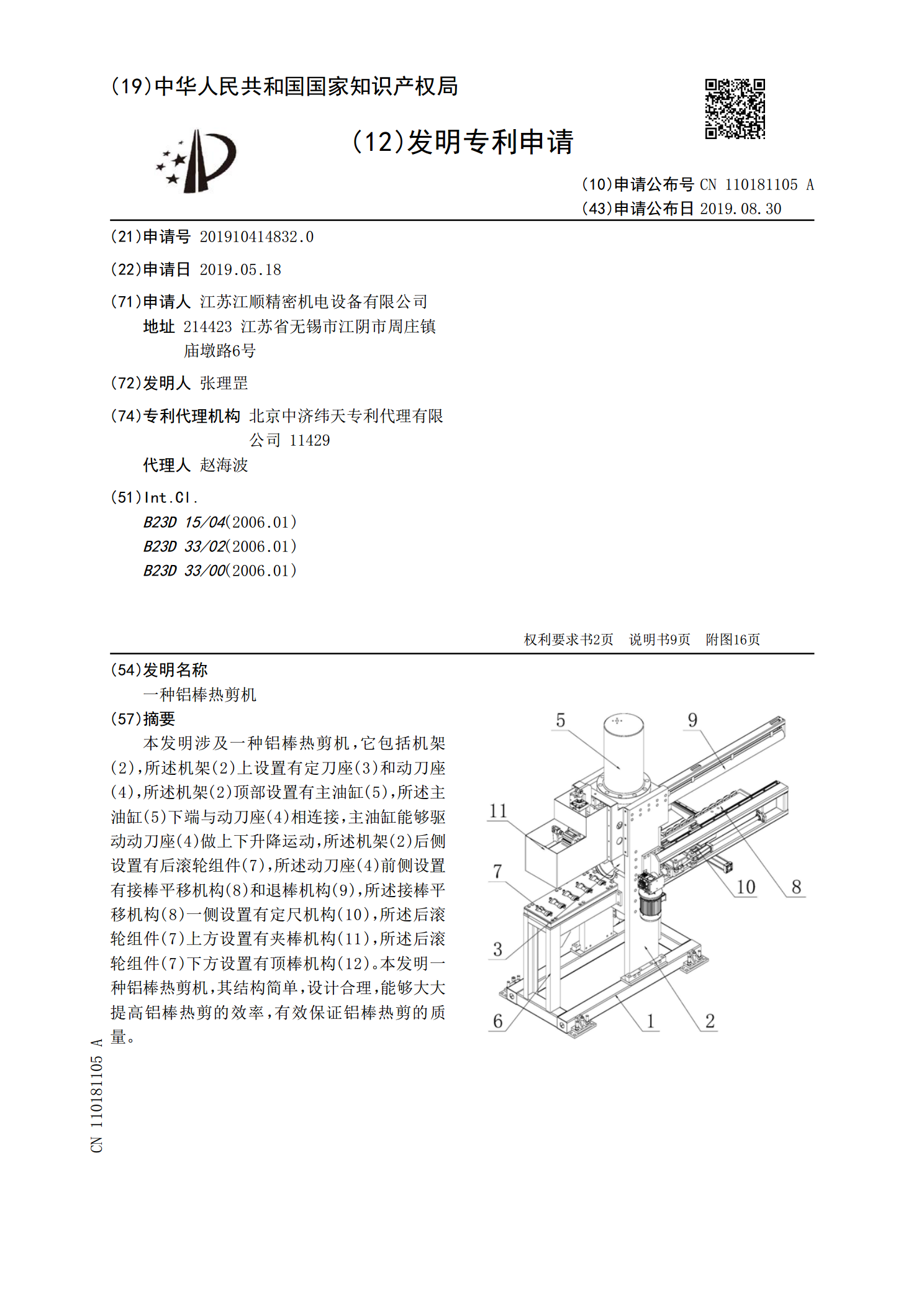
本发明涉及一种铝棒热剪机,它包括机架(2),所述机架(2)上设置有定刀座(3)和动刀座(4),所述机架(2)顶部设置有主油缸(5),所述主油缸(5)下端与动刀座(4)相连接,主油缸能够驱动动刀座(4)做上下升降运动,所述机架(2)后侧设置有后滚轮组件(7),所述动刀座(4)前侧设置有接棒平移机构(8)和退棒机构(9),所述接棒平移机构(8)一侧设置有定尺机构(10),所述后滚轮组件(7)上方设置有夹棒机构(11),所述后滚轮组件(7)下方设置有顶棒机构(12)。本发明一种铝棒热剪机,其结构简单,设计合理,
具有双剪功能的铝棒热剪机.pdf
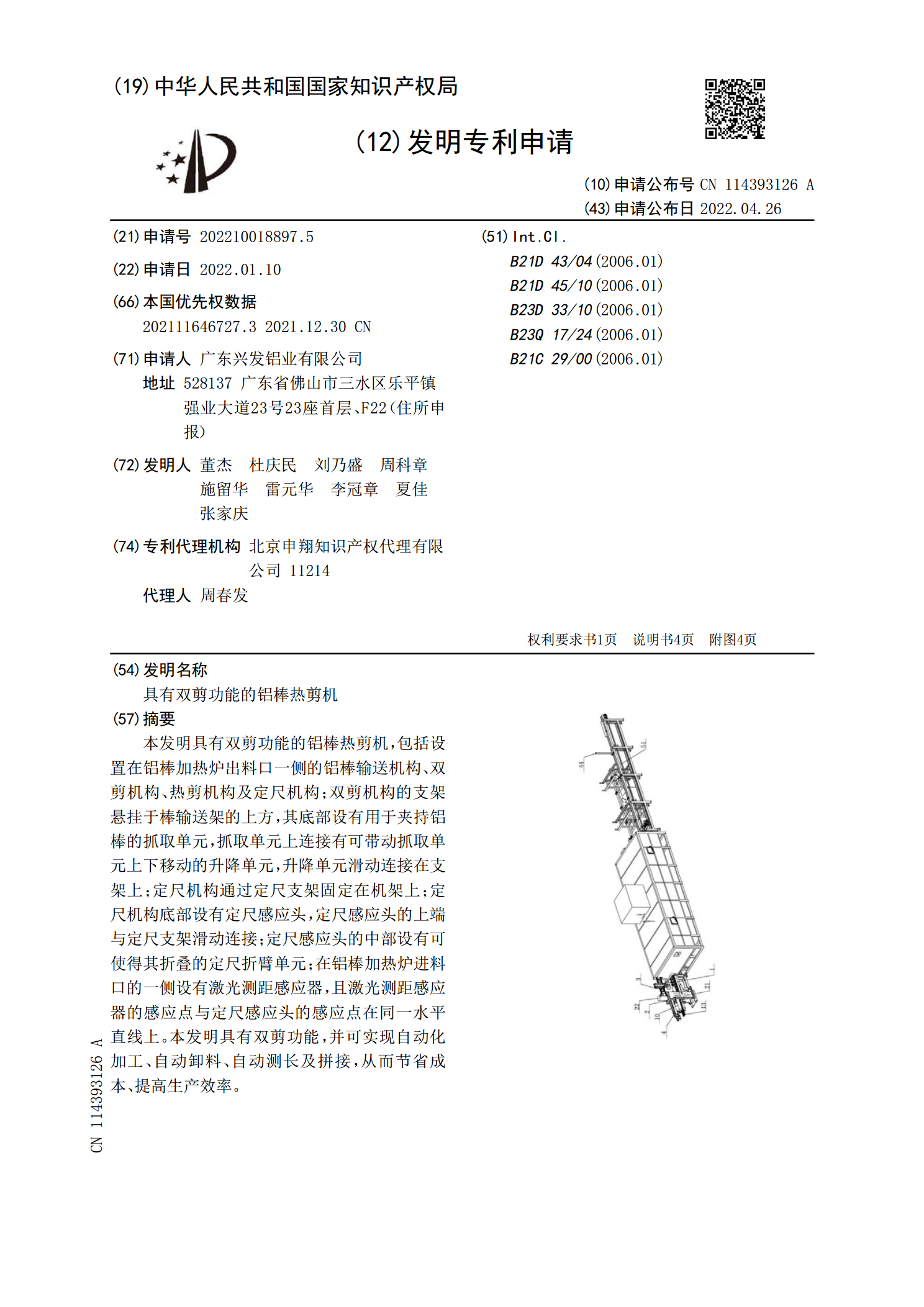
本发明具有双剪功能的铝棒热剪机,包括设置在铝棒加热炉出料口一侧的铝棒输送机构、双剪机构、热剪机构及定尺机构;双剪机构的支架悬挂于棒输送架的上方,其底部设有用于夹持铝棒的抓取单元,抓取单元上连接有可带动抓取单元上下移动的升降单元,升降单元滑动连接在支架上;定尺机构通过定尺支架固定在机架上;定尺机构底部设有定尺感应头,定尺感应头的上端与定尺支架滑动连接;定尺感应头的中部设有可使得其折叠的定尺折臂单元;在铝棒加热炉进料口的一侧设有激光测距感应器,且激光测距感应器的感应点与定尺感应头的感应点在同一水平直线上。本发

一种铝棒热剪机的接棒平移机构.pdf
本发明涉及一种铝棒热剪机的接棒平移机构,它包括平移支架(8.1),所述平移支架(8.1)固定设置于机架(2)前侧,所述平移支架(8.1)上沿水平方向设置有前后两条平移轨道(8.2),前后两条平移轨道(8.2)上设置有平移平台(8.3),所述平移平台(8.3)上左右对称设置有两排托棒滚轮(8.4),所述平移平台(8.3)底部设置有连接座(8.5),所述平移支架(8.1)一侧设置有平移气缸(8.6),所述平移气缸(8.6)活塞杆端与连接座(8.5)相连接。本发明一种铝棒热剪机的接棒平移机构,其结构简单,设计合
一种铝棒热剪炉的进料装置.pdf
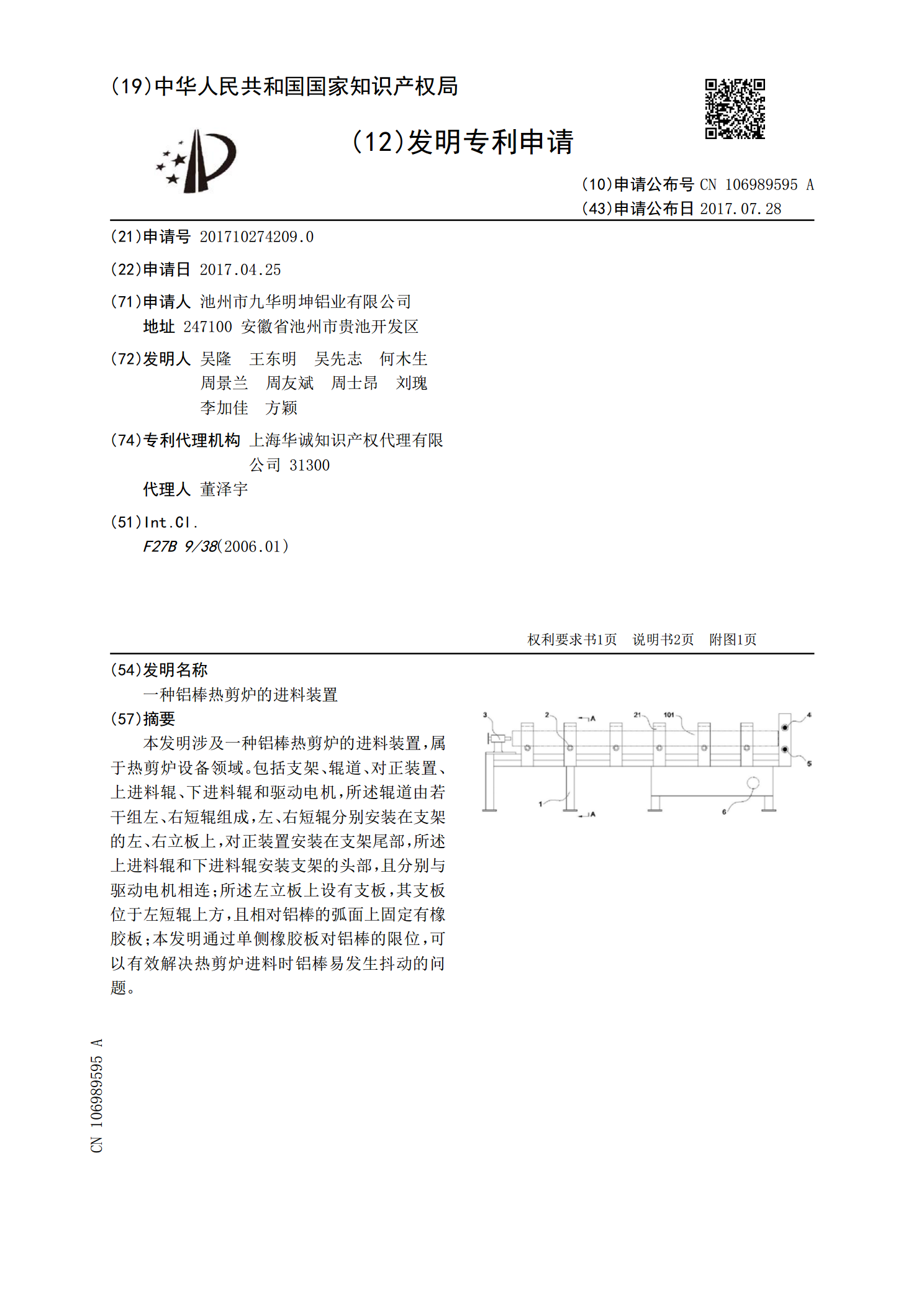
本发明涉及一种铝棒热剪炉的进料装置,属于热剪炉设备领域。包括支架、辊道、对正装置、上进料辊、下进料辊和驱动电机,所述辊道由若干组左、右短辊组成,左、右短辊分别安装在支架的左、右立板上,对正装置安装在支架尾部,所述上进料辊和下进料辊安装支架的头部,且分别与驱动电机相连;所述左立板上设有支板,其支板位于左短辊上方,且相对铝棒的弧面上固定有橡胶板;本发明通过单侧橡胶板对铝棒的限位,可以有效解决热剪炉进料时铝棒易发生抖动的问题。