
一种高炉开口钻头及制造方法.pdf

努力****甲寅


1/10

2/10
3/10
4/10

5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种高炉开口钻头及制造方法.pdf
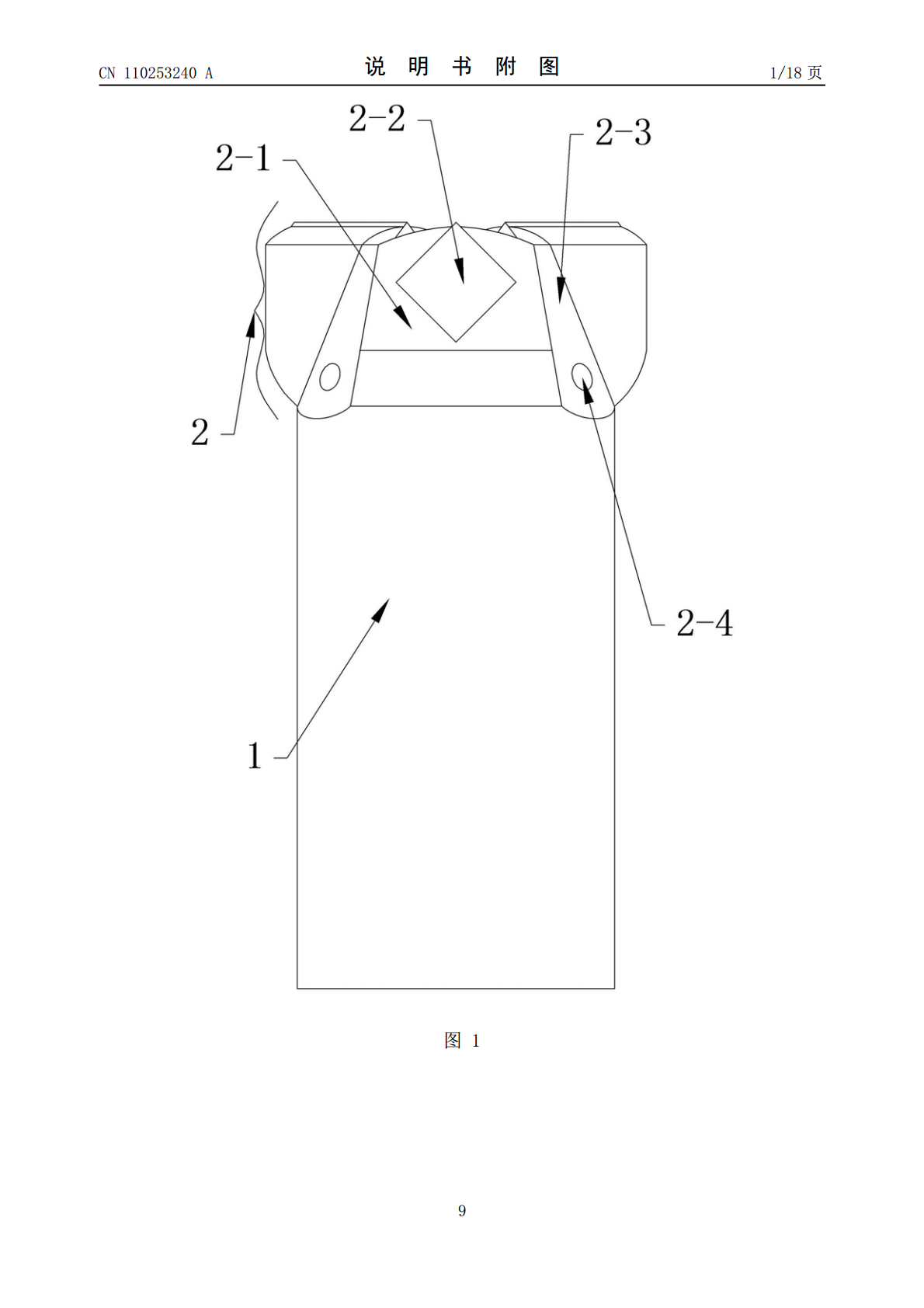
本发明涉及一种高炉开口钻头及制造方法,该高炉开口钻头包括一体连接的钻杆和钻头,所述钻头包括三个环形均布的钻齿,所述钻齿内包覆有刀体,所述刀体为矩形块结构,所述刀体的一条棱边向上伸出所述钻齿的上表面,该制造方法的步骤为:整体加热棒料,将棒料加热后放入棒料加工模具进行初加工,将初加工后的棒料放入复合成型模具并在初加工的棒料上放置刀体,对棒料的加工部分进行加热,将刀体与初加工后的棒料进行复合成型,对复合成型后的钻头进行机械加工,本发明将钻头的刀体包覆在钻齿的内部,刀体的侧面与钻齿无缝复合,避免刀体与钻齿接合处的

一种球形齿高炉开口钻头.pdf
本发明公开的一种球形齿高炉开口钻头,包括钻头本体,所述钻头本体之上设置有边刃,所有边刃的一端汇交在一起形成尖刃,所述边刃的另一端向外延伸,所述边刃延伸方向相对于钻头本体轴向的倾角为30°~60°。采用本发明的技术方案,在使用时能够通过尖刃实现良好的定位,避免在钻孔操作时出现打滑、钻偏的现象,通过在边刃两侧镶嵌球形齿,球形齿增加了钻头钻进时的冲击力,能够对硬化后的高炉泥炮形成反复冲击,从而使钻头易于钻进,提高了钻进效率,缩短了钻孔时间,此外,球形齿的加入也减少了对边刃的磨损,延长了钻头的使用寿命。
一种高炉出铁口开口机新型开口枪及部件的制造方法.pdf
本发明公开了一种高炉出铁口开口机新型开口枪及部件的制造方法,包括防偏心金属钉固定技术和浇注耐火材料技术,其特征在于,其制备方法包括以下步骤:步骤一、备料,步骤二、设置防偏心金属钉,步骤三、设置大螺纹栓接头,步骤四、浇注耐火材料,步骤五、设置钻头。本发明采用防偏心金属钉固定技术和浇注耐火材料技术,制造出一种高炉出铁口开口机新型开口枪及部件,开口枪及其部件既有金属的韧性,又有非金属耐火材料的耐高温性能,使用寿命长,不蚀损、不易软化、不变弯,由一次性消耗实现为多次使用。克服了现有技术的不足。

高炉开口钻头金属陶瓷刀头材料及其制备方法.pdf
本发明涉及一种高炉开口钻头金属陶瓷刀头材料,按质量份数计,包括以下组分,TiC55~65份,NbC0.7~1.2份,Ta1.5~2.8份,Ni25~30份,Mo5~8份,Y1.0~1.5份。本发明提供的高炉开口钻头金属陶瓷刀头材料采用碳化钛为主要组分,成本大幅度降低,而与其他组分以特定比例配合形成的刀头材料耐高温和耐磨性能均大幅度提高,平均使用寿命提高两倍以上,工作效率提高一倍以上。
碳化硅陶瓷高炉钻头及其制造方法.pdf
本发明公开了一种碳化硅陶瓷高炉钻头,该钻头由重量百分比为88~99%的碳化硅和1~12%的烧结助剂经混合、球磨、造粒、成型、干燥、修坯、烧成、精整而成。本发明还公开了碳化硅陶瓷高炉钻头的制造方法。本发明得到的碳化硅陶瓷高炉钻头具有致密度高、硬度高、耐磨性好、韧性好、使用温度高、不需要水冷等优点,大大减少了炉前工人的劳动强度,提高了冶炼效率,保证了高炉安全运行,具有广阔的应用前景。