
可变角度超声波探头及管子环缝横向缺陷超声检测方法.pdf

猫巷****婉慧

1/9
2/9
3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
可变角度超声波探头及管子环缝横向缺陷超声检测方法.pdf
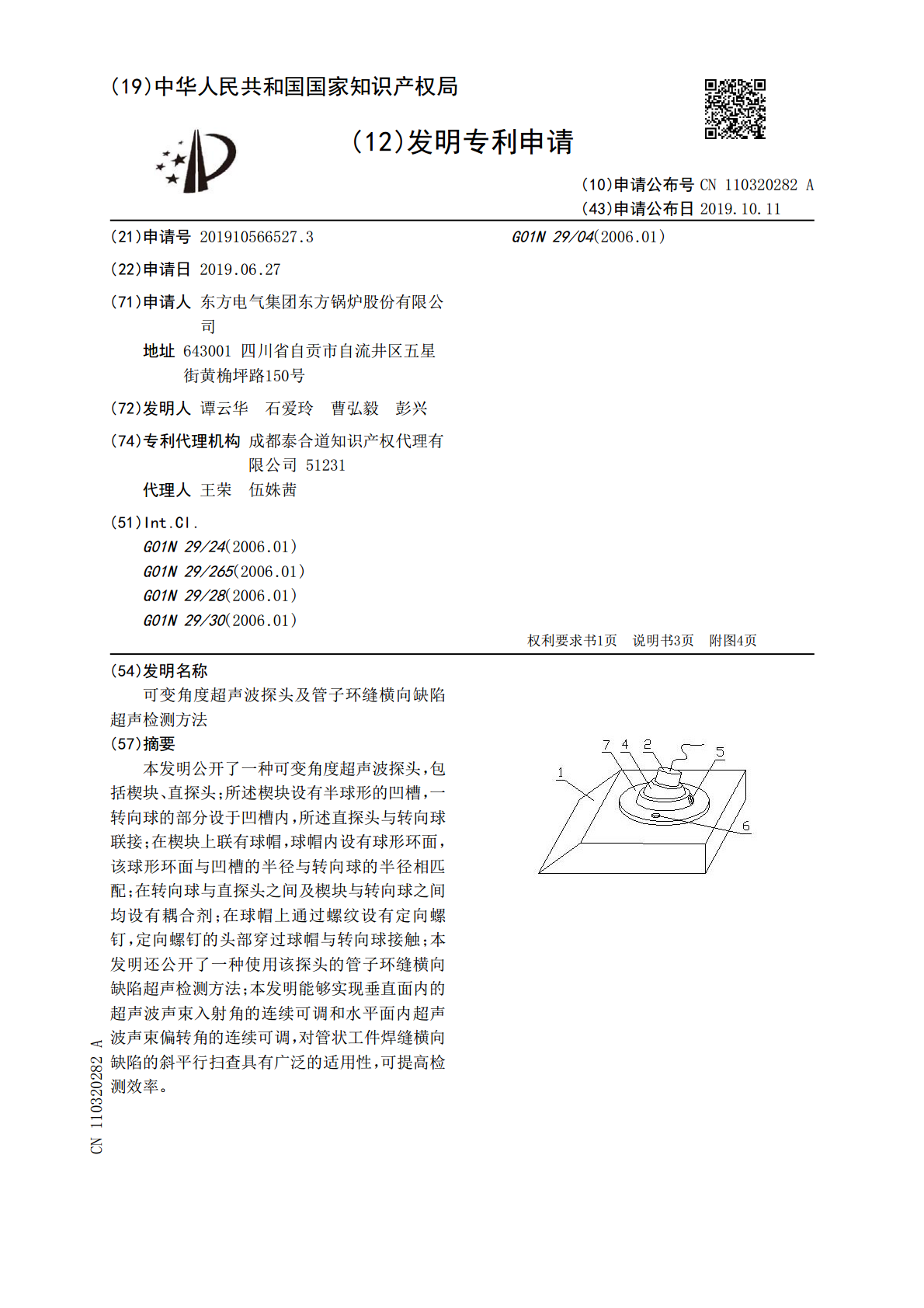
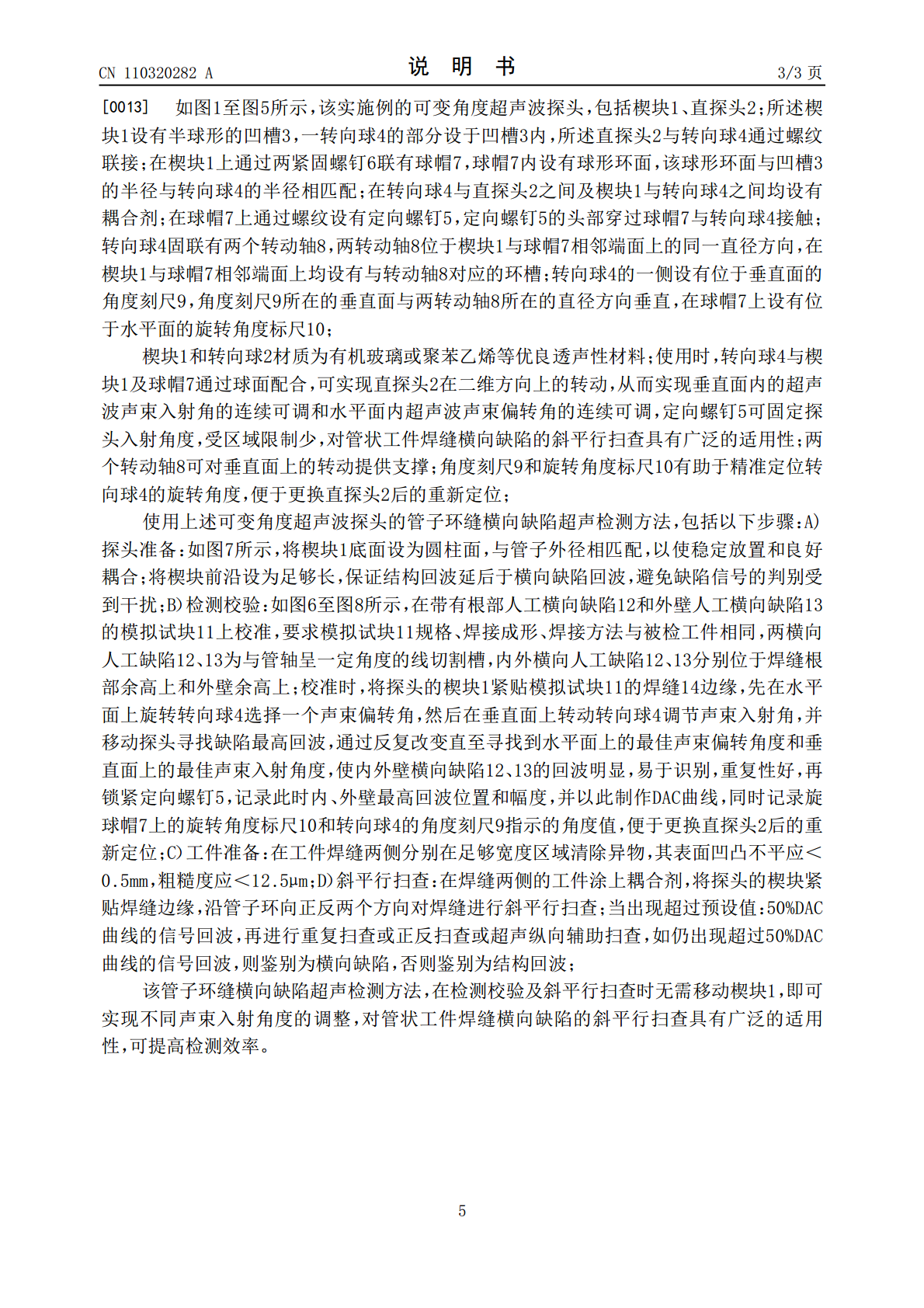
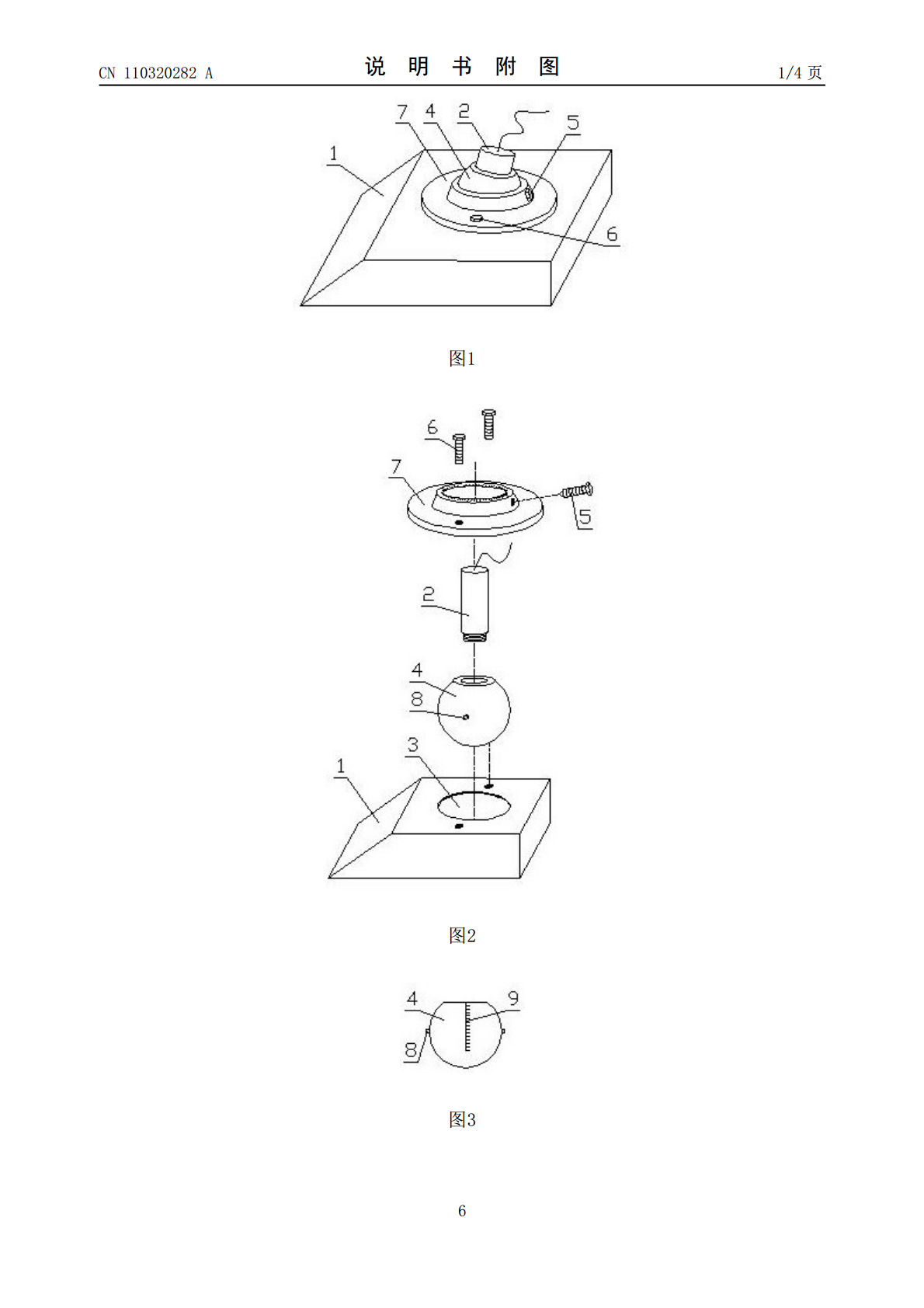
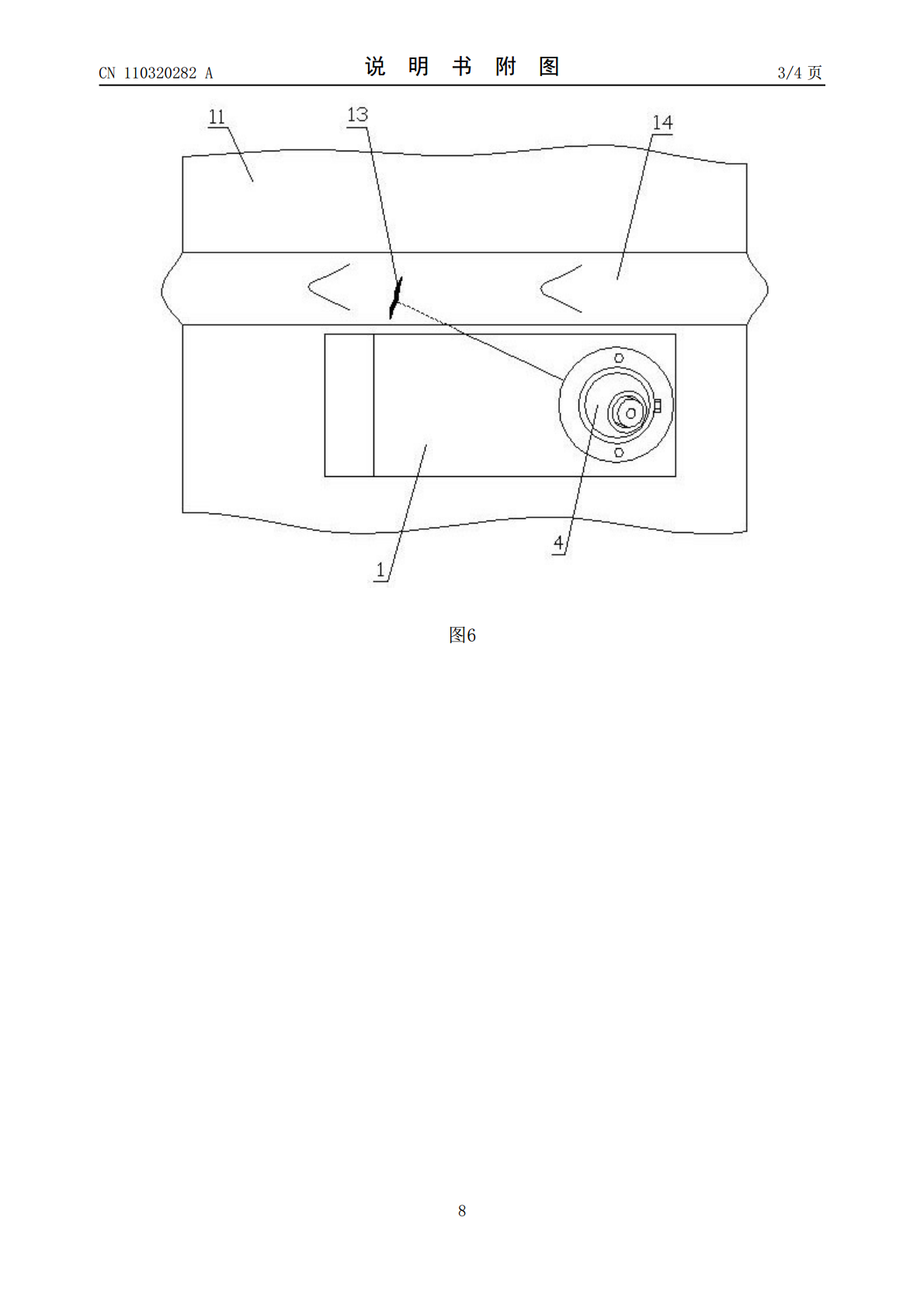
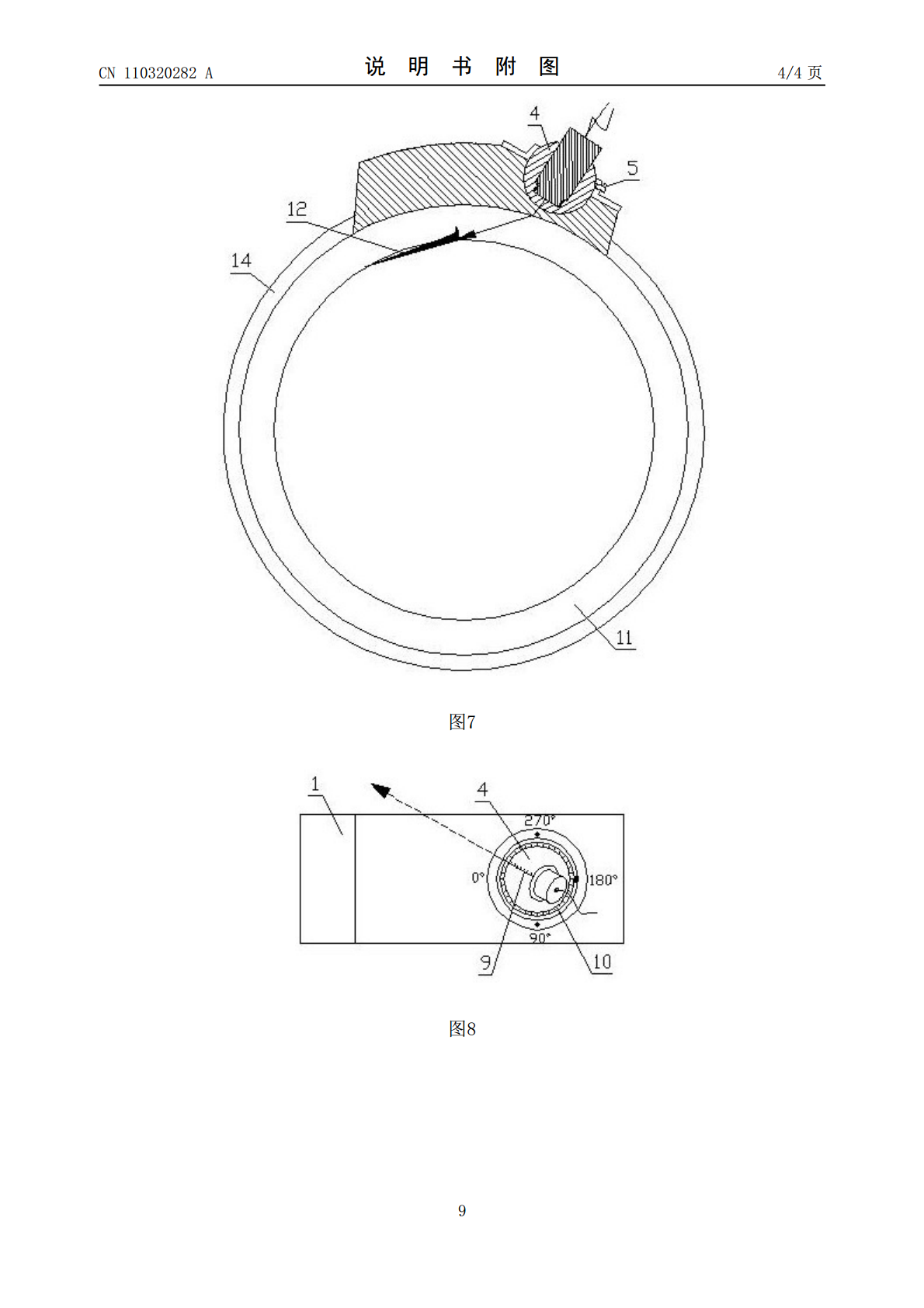
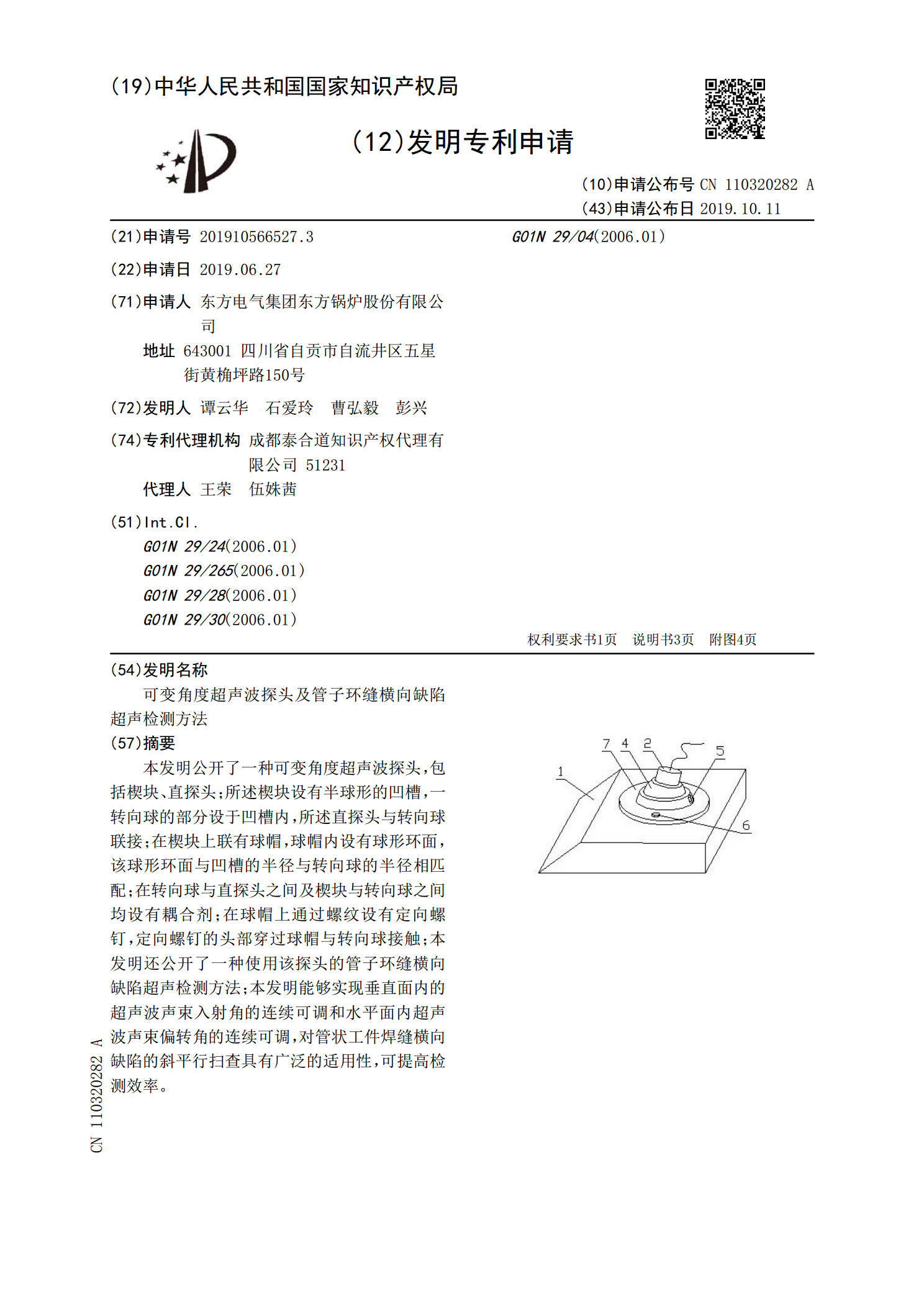
本发明公开了一种可变角度超声波探头,包括楔块、直探头;所述楔块设有半球形的凹槽,一转向球的部分设于凹槽内,所述直探头与转向球联接;在楔块上联有球帽,球帽内设有球形环面,该球形环面与凹槽的半径与转向球的半径相匹配;在转向球与直探头之间及楔块与转向球之间均设有耦合剂;在球帽上通过螺纹设有定向螺钉,定向螺钉的头部穿过球帽与转向球接触;本发明还公开了一种使用该探头的管子环缝横向缺陷超声检测方法;本发明能够实现垂直面内的超声波声束入射角的连续可调和水平面内超声波声束偏转角的连续可调,对管状工件焊缝横向缺陷的斜平行扫
可转角度超声波探头及焊缝缺陷超声波检测方法.pdf
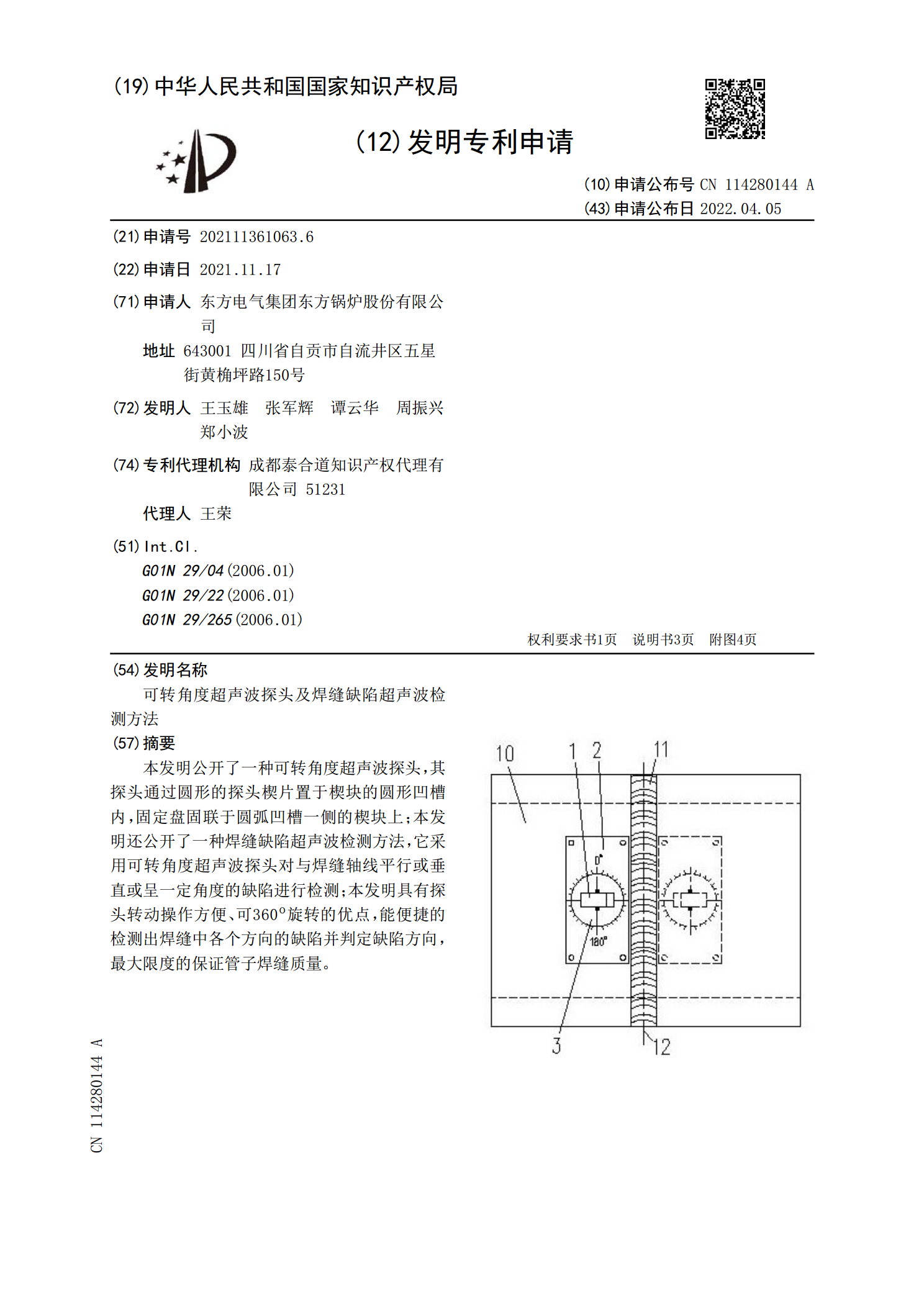
本发明公开了一种可转角度超声波探头,其探头通过圆形的探头楔片置于楔块的圆形凹槽内,固定盘固联于圆弧凹槽一侧的楔块上;本发明还公开了一种焊缝缺陷超声波检测方法,它采用可转角度超声波探头对与焊缝轴线平行或垂直或呈一定角度的缺陷进行检测;本发明具有探头转动操作方便、可360º旋转的优点,能便捷的检测出焊缝中各个方向的缺陷并判定缺陷方向,最大限度的保证管子焊缝质量。
超声探头及超声波检测原理.doc

超声探头及超声波检测原理.ppt
现象与问题:1、在超声波探伤中,超声波是从哪里来的?又是怎样产生的?2、由于零件形状及缺陷位置多样性,实际超声波探伤怎样满足这些要求呢?超声波探头一、超声波探头功用一、超声波探头功用二、压电效应二、压电效应二、压电效应三、探头结构组成四、探头种类四、探头种类四、探头种类四、探头种类四、探头种类四、探头种类五、探头表示方法五、探头表示方法五、探头表示方法五、探头表示方法此课件下载可自行编辑修改,此课件供参考!部分内容来源于网络,如有侵权请与我联系删除!
超声波检测锻件中直探头的调试方法.pptx
汇报人:/目录01了解锻件材料和规格选择合适的直探头确定检测方法和参数02安装直探头调节直探头的位置和角度优化直探头的耦合效果03校准前的准备工作校准检测系统的灵敏度校准检测系统的线性度04实际检测操作获取检测数据分析检测结果05总结调试过程和结果编写调试报告提供改进建议汇报人: